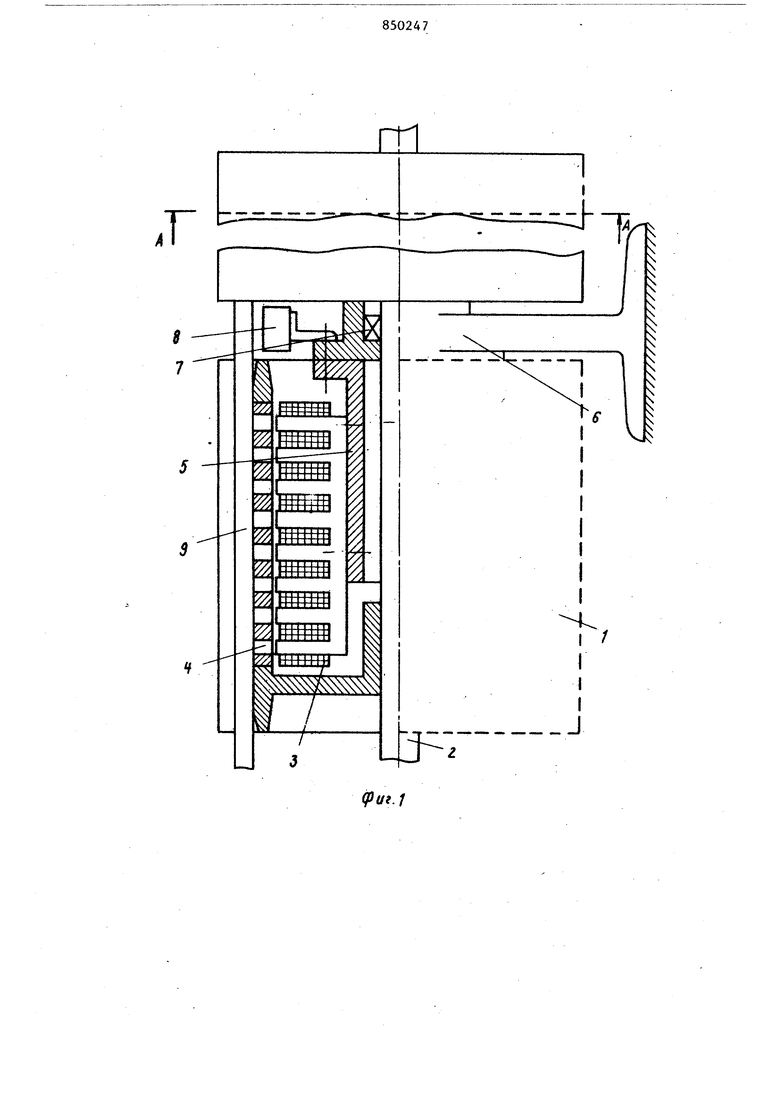
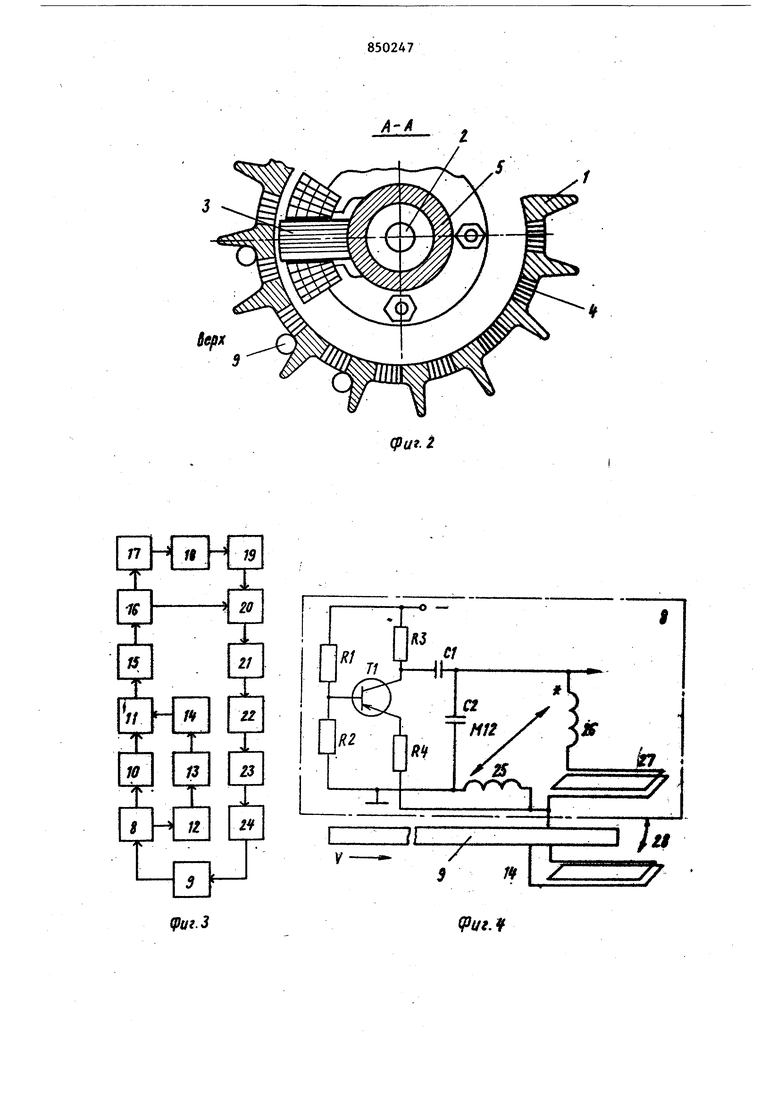
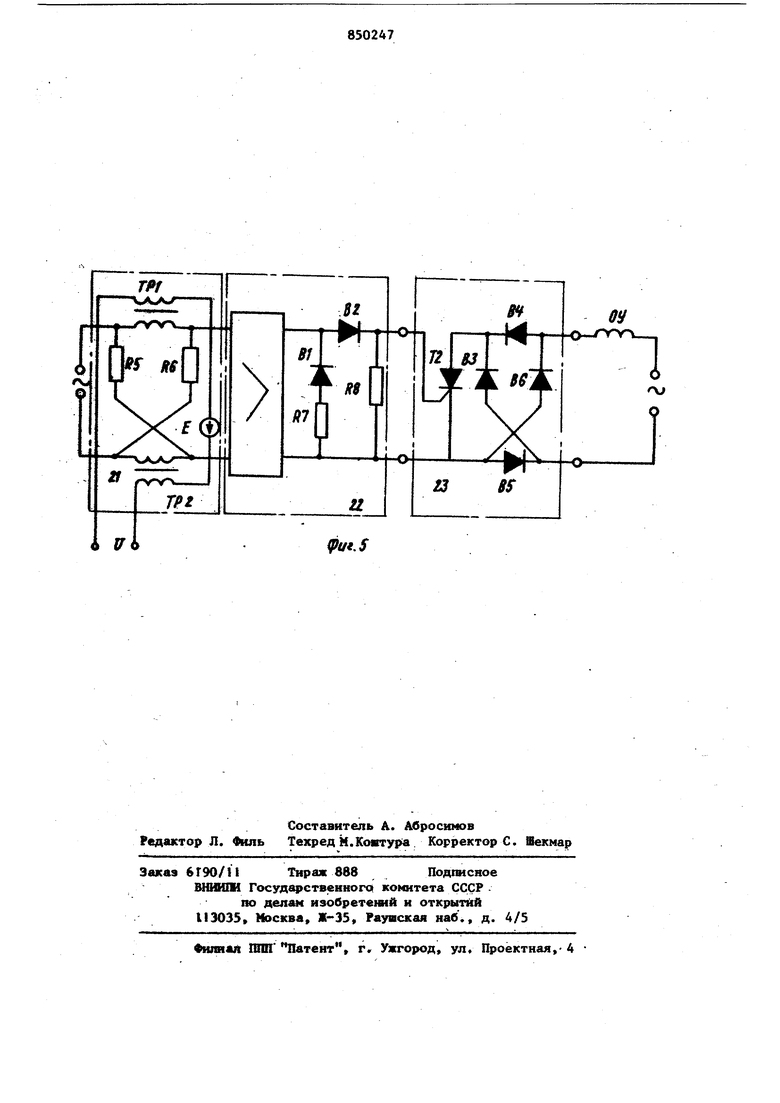
Изобретение относится к прокатному производству и касается усовершенствования устройств для торможения двикущегося проката, потерявшегс, пЪ температурным причинам магнитные свойства. Известно устройство для торможения движущегося круглого проката, содержащее барабан-сбрасыватель с горизонтальной, параллельной оси про ката, осью поворота и с продольными наружнв1ми выступами из немагнитного материала, образуницим желоба, и размещенный над барабаном- сбрасывателем линейш 1й асинхронный двигатель, выполняющий роль многополюсного индуктора магнитного поля, бегу щего навстречу движению проката р J Однако известное устройство не имеет возможности автоматического регулирования тормозной электромагни ной силы, в результате чего возника ет несогласованность между необходимой и действующей силой торможения. приводящая к повьш1ению процента брака. Цель изобретения - увеличение быстродействия иповьшение произэодительности прокатного стана. Указанная цель достигается тем, что устройство дпя торможения движущегося проката, содержащее барабансбрасыватель с горизонтальной, параллельной оси проката, осью поворота и линейные асинхронш 1е двигатели, вводится автоматическая система управления с датчиками скорости проката и блоком памяти номинальных скоростей, позволяющая по отклонению скорости проката от номинальной подстраивать тормозную силу устройства под бптимум посредством регулировки действующего SHaneifiH напряжения управляющих обмоток двухфазных линейш 1х асинхронных двигателей. При этом линейные асинхронные двигатели закрепляются в бочках барабанасбрасывателя от средней до последней на неподвижных цилиндрических втулках, а в зоне неподвижных полюсов разомкнутого магнитопровода линейного двигателя на дне каждого желоба барабана-сбрасывателя размещены ферромагнитные вставки, играющие роль подвижных полюсов разомкнутого магнитопровода линейного двигателя. На ,1 представлено предлагаемое устройство, участок барабана-сбрасывателя, общий вид; на фиг.2 разрез А-А на фиг.1; на фиг.З блок-схема автоматической системы управления устройством для торможе1ШЯ проката; на фиг,4 - принципиальная схема частотного датчика скорости проката; на фиг.5 - принципналь ная схема отдельных звеньев автоматической системы управления устройством торможення (фазорегулирукщий элемент усилитель-преобразователь, управляющий тиристорно-вентильный мост и обмотка управления линейного асинхронного двигателя). Устройство для торможения движуще гося проката содержит барабан-сбрасы ватель I, насаженный на поворотный вал 2, в бочках барабанагсбрасывателя I, начиная от средней до конечной, размещены линейные двухфазные асинхронные двигатели 3 с разомкнутым магнитопроводом, против неподвижных полюсов которого на дне каждо го желоба закреплены ферромагнитные вставки 4, служащие подвижными полюс ми разомкнутого магнитопровода линей ного двигателя 3, установленного на неподвижной цилиндрической втулке 5, прикрепленной к опоре 6 подшипника 7. К опоре. 6 перед каждой бочкой, со держащей линейшлй двухфазный асинхро ный двигатель 3, крепится индуктивный частотный датчик 8 скорости прок та 9.При прохождении проката 9 над датчиком 8(фиг.4) последний изменяет частоту, причем скорость изменения частоты пропорциональна скорос тя щ оката. Изменяемая частота посту пает на усилитель -ограничитель 10 и далее на схему И сравнения, а сиг нал о начале изменения частоты (т.е. о прохождении проката через конкретку координату пути) поступает в пер ключатель 12, подшоций комацду о выдаче с блока °13 памяти номинальной .частоты (соответствующей но в иальной скорости проката в данной координате пути. Номинальная частота через усилитель-ограничитель 14 поступает на один вход схемы 11 сравнения (смесителя кольцевого модулятора), на второй вход которого поступает с уснлителя-ограничителя 10 изменяющая частота, пропорциональная разности действующей и номинальной скоростей, затем через усилитель-ограничитель 15 частоты поступают на емкостный частотомер 16, преобразующий разность частот в пропорциональное постоянное медленно изменяющееся напряжение. С выхода частотомера 16 постоянное медленно изменякнцееся напряжение, пропорциональное разности действующей и номинальной скорости проката,поступает на вход дифференцирующего элемента 17, определяющего знак разности скоростей (с учетом того, что скорость проката во времени падает) и управляющего по этому знаку с помощью усилителя 18 и поляризованного реле 19 переключателем 20, через контакты которого с выхода частотомера 16 снимается напряжение U, не только пропорциональное по величине разности скорости, но н соответствующее этой разности по знаку. Напряжение и поступает на подмагннчивание Индуктивностей фазорегулирующего элемента 21, представляющего собой LR-MOCT промышленной частоты. Фаза выходного напряжения моста зависит от алгебраической суммы напряжения и и постоянной ЭДС E.U.Выходное напряжение фазорегулирующего элемента 21 поступает на вход усилнтеля-преобразователя 22, усиливакяцего н преобразовывающего зто синусоидально напряжение промышленной частоты в остроконечные положительные импульсы , играющие роль отпирающих импульсов. Таким образом, момент возникновения отражаю1цих .импульсов зависит от фазы выходного напряжения LR-моста. Отпирающие импульсы посыпаются на управляющий электрод тиристора, включенного на диагональ вентильного моста. Тиристор и вентильный мост образуют в целом управлякяций элемент 23 линейным асинхронным двнгателем-исполнительньй элементом 24. осу1ществляющим торможение проката 9. Датчик 8 скорости представляет собой (фиг.4) трехточечный генера-. тор с автотрансформаторной обратной связью, частота которого определяется резонансной частотой контура, включающего в себя емкость н индуктивно связанш 1е катушки 25-28 индуктивности. Величины индуктивности соответствуют неравенствам 28f Ljx (.21 При этом катушки 27 к 2В индуктивности выполнены распределённ ми в пространстве так, что прокат движется в их общем магнитном поле :и по мере продвижения изменяет индук тийиую связь между этими индуктивнос ми и их добротность и, следовательно частоту генератора. Применение предлагаемого устройства для торможения движущегося прок та с автоматической системой управл ния позволяет повысить производитель ность прокатных станов на 20-25% и существенно снизить процент брака пр катного производства. Для повышения производительности прокатных станов на 20-25% необходимо начальную скорость проката увеличить также пример на величину AV Vo (20-25%), что повлечет за собой возрастание энерги на величину W--muV(f A-VO), масса проката; где m скорость проката при входе. в зону электромагнитного . торможения. Это возрастание энергии необходимо компенсировать работой тормозного устройства UT.--AW--Fj.pfl.e где Л Е - разность длин трубы и барабана (длина зоны электромагнитного торможения); усредненное усилие тормоз ного устройства, равное .Vo) uTt V 2 Как показывает практика, с ростом скорости проката труб в первую очередь возрастает процент брака для труб дюймового диаметра. Длина такой трубы Е 8 м, масса m 15 к начальная скорость VQ « 8 м/с, Д| В м. При повышении производительно ти проката на 25% начальную скорость проката требуется повысить примерно на 2м/с. Тогда cp-l | t1.8)c:33,lH. т.е. величина удельного торможения усилия равна 4,гн/м, что предлагаемой установкой сравнительно легко реализуется. Формула изобретения Устройство дпя торможения движущегося проката содержащее барабансбрасыватель с горизонтальной, параллельной оси проката, осью поворота и продольными наружными выступами из немагнитного материала, образующими желоба, и линейные .асинхронные двигатели, отличающееся тем, что, с целью повышения быстродействия и производительности прокатного стана, в устройство дополнительно введена автоматическая система управления торможением проката, которая состоит из датчика скорости проката, блока памяти номинальных скоростей проката, усилителя,усилителей ограничителей, схемы сравнения, усилителя-преобразователя дифференцирующего элемента, поляризованного реле, переключателей, фазорегулирующего и управляющего элементов, причем датчик скорости проката, первый усилитель-ограничитель, схема сравнения, второй усилитель-ограничитель, частотомер, дифференцирующий элемент, усилитель, поляризованное реле, первый переключатель, фазорегулирукяций желоб, усилитель-преобразователь и управляющий .элемент последовательно соединены, второй выход датчика скорости проката соединен со вторым входом схемы сравнения через второй переключатель, блок памяти номинальных скоростей проката и третий усилитель-ограничитель, а второй выход частотомера связан со вторым входом первого переключат&пя, линейные асинхронные двигатели закреплены в бочках барабана-сбрасывателя на неподвижных цилиндрических втулках, соосклх с поворотным валом барабана-сбрасывателя, причем на дне каждого желоба барабана-сбрасыватея над неПОДВНЖШЛ4И полюсами разомкнутого мапштопровода линейного acuiHXpo.HHoro двигателя размещены ферромагнитшде вставкн. Источники информации, прннятые во внимание при экспертизе 1. Авторское свидетельство СССР 529868, кл. В 21 В АЗ/00, 1976. .
АА
(риг. 2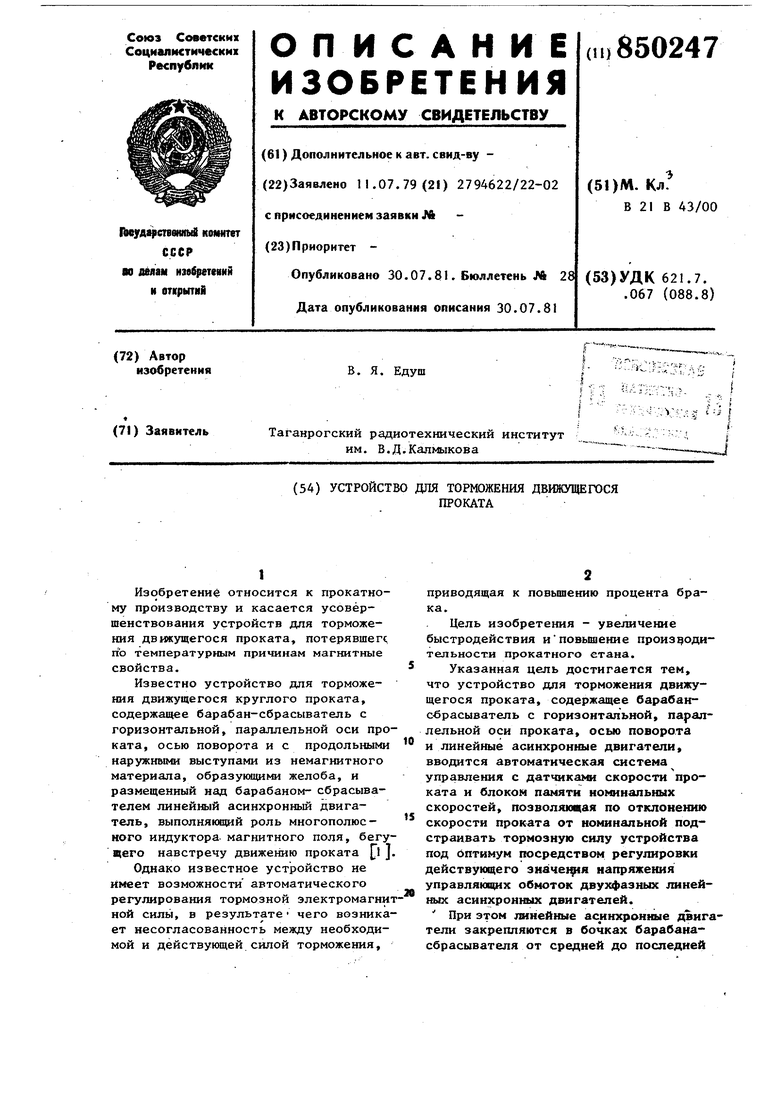
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для торможения движущегося проката | 1989 |
|
SU1729645A1 |
| Устройство для торможения движущегося проката | 1989 |
|
SU1696030A1 |
| Устройство для торможения длинномерного проката | 1978 |
|
SU776685A1 |
| Устройство для торможения движущегося проката | 1978 |
|
SU778849A1 |
| УСТРОЙСТВО ДЛЯ ПРИНУДИТЕЛЬНОГО ЭЛЕКТРОМАГНИТНОГО ТОРМОЖЕНИЯ И ФИКСИРОВАННОЙ ОСТАНОВКИ ТЕРМОУПРОЧНЕННОГО ФЕРРОМАГНИТНОГО ПРОКАТА | 2010 |
|
RU2427438C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ОСТАНОВА МОТАЛКИ ЛИСТОПРОКАТНОГО СТАНА | 1969 |
|
SU246450A1 |
| Электропривод постоянного тока | 1977 |
|
SU692044A1 |
| УСТРОЙСТВО ДЛЯ ДИНАМИЧЕСКОГО ТОРМОЖЕНИЯ ТРЕХФАЗНОГО АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2002 |
|
RU2227364C2 |
| ЧАСТОТНО-РЕГУЛИРУЕМЫЙ АСИНХРОННЫЙ ЭЛЕКТРОПРИВОД | 2008 |
|
RU2401502C2 |
| Способ реверса асинхронного электродвигателя и устройство для его осуществления | 1980 |
|
SU970620A1 |
19
19
ff
/
2Z
It
L Д
13
Г ZL Д
риг.З
иг.Ч
fput,$
