(,54) СПОСОБ СПЕКАНИЯ ЗАГОТОВОК ИЗ ПОРОШКА
И КОНТЕЙНЕР ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА
| название | год | авторы | номер документа |
|---|---|---|---|
| Контейнер для спекания изделий из порошка | 1980 |
|
SU863183A1 |
| Способ получения плотного материала из порошка титана | 2023 |
|
RU2822495C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ Al2O3 - TiCN | 2020 |
|
RU2741032C1 |
| Способ спекания заготовок из металлического порошка | 1989 |
|
SU1784006A3 |
| Способ получения изделий на основе нитрида кремния | 1979 |
|
SU1074402A3 |
| Способ изготовления биметаллического режущего инструмента | 1981 |
|
SU1026965A1 |
| МАТЕРИАЛ ДЛЯ ЭЛЕКТРОНАГРЕВАТЕЛЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2013889C1 |
| КЕРАМИЧЕСКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2154361C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ СТРУЖКОВЫХ ОТХОДОВ ЧУГУНА | 1992 |
|
RU2022708C1 |
| Способ изготовления составных магнитопроводов | 1988 |
|
SU1585073A1 |
Изобретение относится к метуллур гин, в частности к спеканию малогабаритных прессовок из порошка в проточной газовой среде с применением порошкообразной засыпки и к конструкции контейнеров для осуществления этой технологии и может найти применение в различных областях машиностроения при осуществлении процессов химико-термической обработки или пайки как малогабаритных спеченных изделий, так и малогабаритных изделий из литых металлических материалов в защитных газовых средах.
Известен способ спекания спрессованйых заготовок, заключа1шщйс я в том, что заготовки помещают в лодочки, наполненные защитной засыпкой, затем лодочки с изделиями загружгиот в печь и нагревают до температуры спекания (Д .
Недостатком известного способа является различие условий нагрева изделий по объему лодочки, что ведет к нестабильности их свойств.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является способ спекания, включающий загрузку заготовок в контейнер, заполнение свободного
пространства порсяикообразной защитной засыпкой, нагрев загруженного контейнера в печи до температуры спекания и спекание. Защитная порошкообразная Засыпка .способствует более равномерному нагреву малогабаритных прессовок и предотвращает их припекание друг к другу и к металлической стенке контейнера. Для обес10печения безокислительной среды вокруг спекаемых прессовок в объем контейнера на протяжении всего процесса спекания подгиот соответствующий запястный газ 2. .
15
Контейнер для осуществления известного способа спекания прессовок содержит полый корпус с герметизирующим затвором, ге зоподводящую и газоотводящук трубки и крыш20ку.
Однако известный способ спекания и контейнер для его осуществления не обеспечивают Однородность температурного поля и поэтому не
25 позволяют получать спеченные иэд;елия стабильные по качЪству Крометого, из-за термической инерционности загруженных контейнеров замедляется их нагрев до температурят спекания, что 30 снижает производительность процесса.
Цель изобретения - повышение стабильнбс.ти свойств малогабаритных спеченных изделий и производительности процесса.
Указанная цель достигается тем, что в способе спекания заготовок из порошка каждую заготовку дополнительно нагревают через примыкающий к ней слой Зёшщтной порошкообразной засыпки.
Дополнительный нагрев заготовок через слой защитной порошкообразной засыпки прекращают после достижения температуры спекания.
Поставленная цель достигается тем, что контейнер для осуществления способа, содержащий полый корпус, крышку, герметизирующий затвор, газоподводящую и газоотводящую трубки, дополнительно снабжен встроенным электронагревателем с гибкими нагревательными элементами, количество которых равно количеству слоев засыпки между заготовками.
Токоподводы встроенного электронагревателя размещены в газоотводящей трубке.
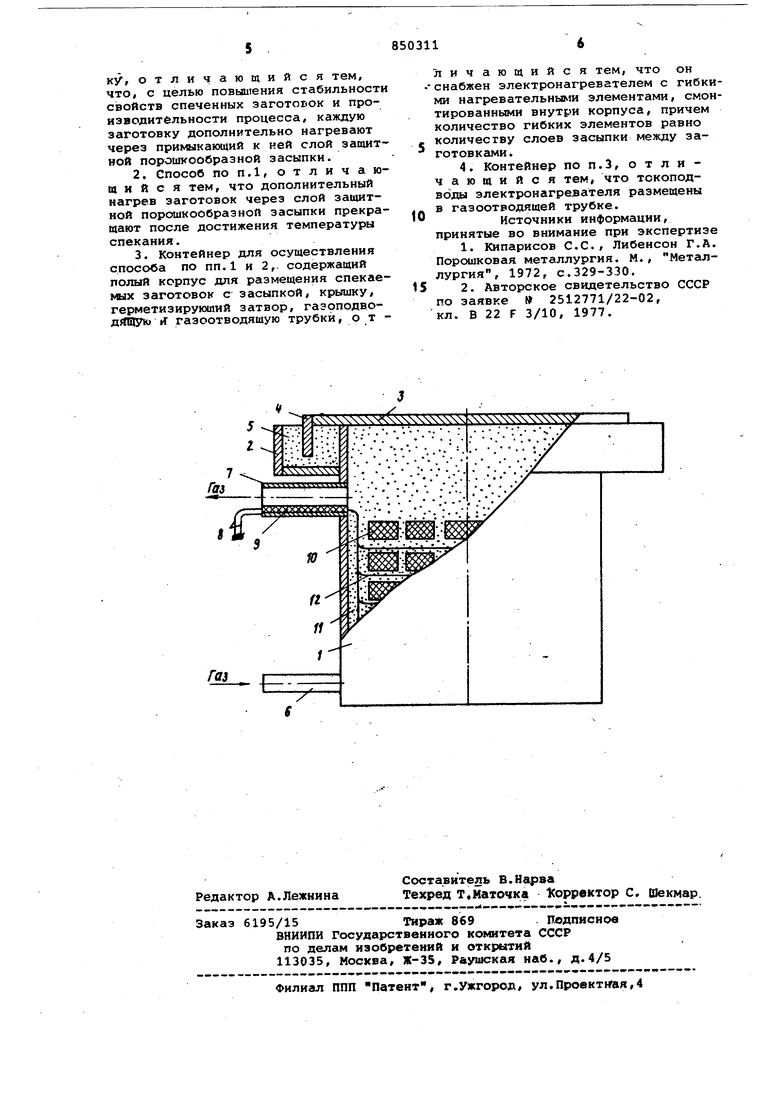
Предлагаемый способ и контейнер могут быть использованы только совместно, поскольку они служат одной цели, а положительный эффект от применения предлагаемого способа обусловлен конструктивными особенностями контейь-ера для его осуществгения. На чертеже изображен контейнер для реализации предлагаемого способа.
Контеййер .содержит корпус 1 с лотком 2 герметизирующего затвора и крышку 3 с фартуком 4, входящим в герметизирующее вещество 5. Корпус 1 снабжен газоподводящей 6 и газоотводящей 7 трубками. В рабочем объеме трубки 7 помещены токоподводы 8 с электроизоляцией 9. Между слоями заготовок (прессовок) 10, изолированных друг от друга порошкообразной засыпкой 11, расположены электронагреватели 12 из гибкого материала .
Предлагаемый способ осуществляют следующим образом.
. В рабочий объем корпуса 1 конте1йнера загружают заготовки 10, изолируя их слоями порошкообразной засыпки 11 друг от друга, например порошком оксида алюминия. Одновременно между слоями прессовок 10 укладывают гибкие электронагреватели 12. ;;ате1 весь свободный рабочий объем корпуса 1 контейнера также заполняют засыпкой 11. После загрузки корпус 1 закрыв UOT крышкой 3, помещая ее фартук 4 в лоток 2, предк арительно заполненный герметизирующим веществом. 5, например песком. Затем через трубку б в рабочий объем контейнера подгиот инертный газ (азот) , которьЛ вытесняя воздух из объема корпуса 1
выходит из него через трубку 7. После продувки рабочего объема контейнера инертным газом через трубку 6 подают.защитный газ, например водород, в атмосфере которого проводят спекс-нйе заготовок 10. Одновременно ТОКОПОДВОДЫ 8 подключают к источнику питания (.не показан/у после чего контейнер помещают в рабочее ггространство нагревательной печи. При достижении температуры внутри контейнера до заданного значения и ее выравнивания с температурой рабочего пространства печи токоподводы .8 можно отключить от источника питания и дальнейшее поддержание терморежима проводят путем регулировки работы нагревательной печи.
Предлагаемым способом в контейнере предх агаемой конструкции спекают заготовки из смеси никель-графит, атмосфера спекания - водород, защитная засыпка - окись алюминия. Установлено, что уровень исследуемых характеристик образцов, спеченных по предлагаемому способу, практически не зависит от места расположения прессовок в объеме контейнера. При этом образцы, спеченные по предлагаемому способу в течение 2-2,5 ч имеют примерно такие же значения характеристик свойств, как и образцы, спеченные по известному способу в течение 3ч.
Предел прочности при изгибе образцов , спеченных известным способом в течение 3 ч 22,0-22,5 кг/мм , по предлагаемому способу в течение 2-2,5 ч 21,8-22,6 кг/мм . Ударная вязкость этих образцов 1,15-1,2 и 1,15-1,25 кгс/см соответственно.
Таким образом, -использование предлагаемого способа и контейнера для его осуществления дает возможность создать более равномерные условия для нагрева прессовок до температуры их спекания и тем самым выровнять спекания прессовок вне зависимости их пространственного расположения в рабочем объеме контейнера , что повышает стабильность свойств заготовок при одновременном повышении производительности процесса спекания за счет более ускоренного выхода на температуру спекания.
Формула изобретения
нагрев контейнера в печи и выдержку, отличающийся тем, что, с целью повьштения стабильности свойств спеченных заготовок и производительности процесса, каждую заготовку дополнительно нагревают через примыкающий к ней слой защитной порошкообразной засыпки.
0
Источники информации, принятые во внимание при экспертизе
5 по заявке 2512771/22-02,
кл. В 22 f 3/10, 1977.
