Изобретение ОТНОСИТСЯ к технологии сборки соединений с применением промышленных роботов.
Известен способ записи программы промыпшенйого робота для сборки де:талей по перовому циклу 1 . Наиболее близким по технической сущности к предложенному способу является способ зетиси программы сопряжения деталей, предусматривающий совмещение заходиых.контуров, пробное сопряжение посадочных поверхностей, возврат в исходное положение с совмещением заходных контуров,, запись положения с совмещенными посадочными поверхностями и разжим захватного устройства 2.
Однако такой способ недостаточно надежен и малопроизводителен.
Целью изобретения является ликвидация систематических ошибок взаимного ориентирования деталей при их сборке, роботом и повышение надежности этогчэ процесса.
Это достигается тем, что на посадочное отверстие одной из сопрягаемых деталей устанавливают технологический узел, выполненный в виде зталонного винта с ввернушм в его головку хвостовиком, подводят к хвостовику индикатора и фиксируют их показания, после чего хвостовик выворачивают, а винт помещают в накопитель, затем записывают параметры перемещения подхода и взятия эталонного винта из накопителя схватом промышленного робота и фиксируют промежуточные точки транспортирования детали к.месг ту. сборки.Совмещают заходные кромки
10 эталонного винта с сопрягаемым отверстием, вворачивают хвостовик и, .манипулируя схватом, добиваются на каждом индикаторе ранее зафиксированных значений, при этом окончательное
15 положение схвата фиксируют в памяти промышленного ррбота.
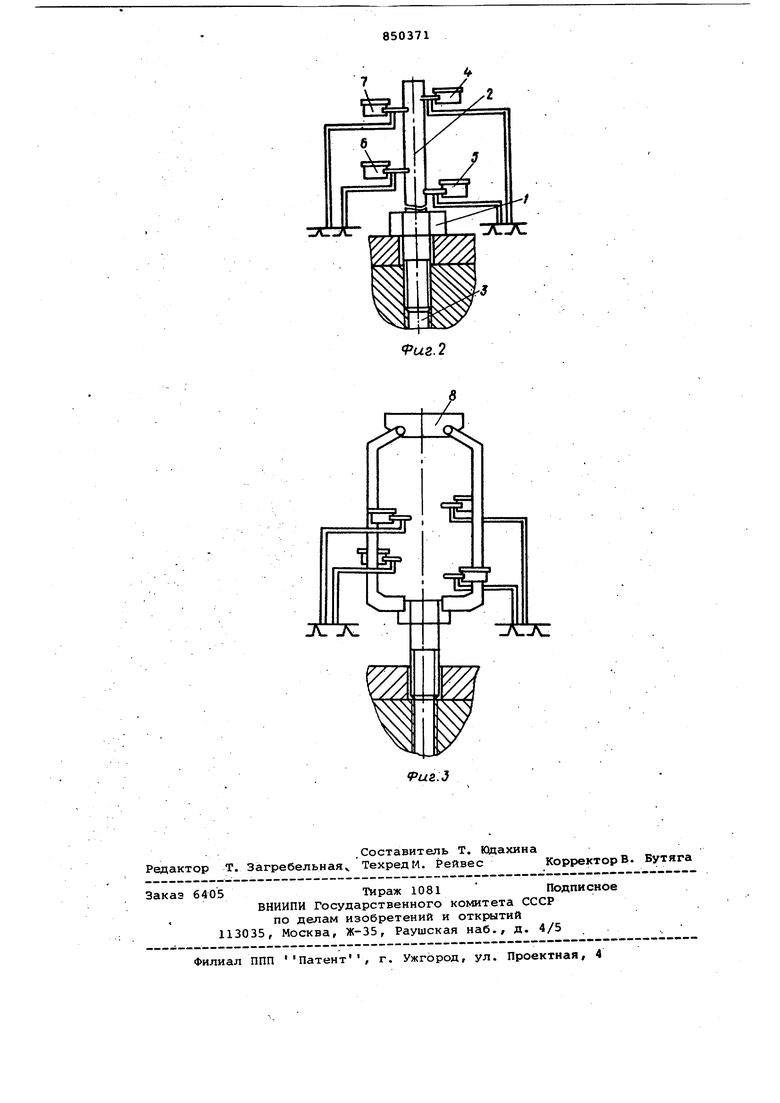
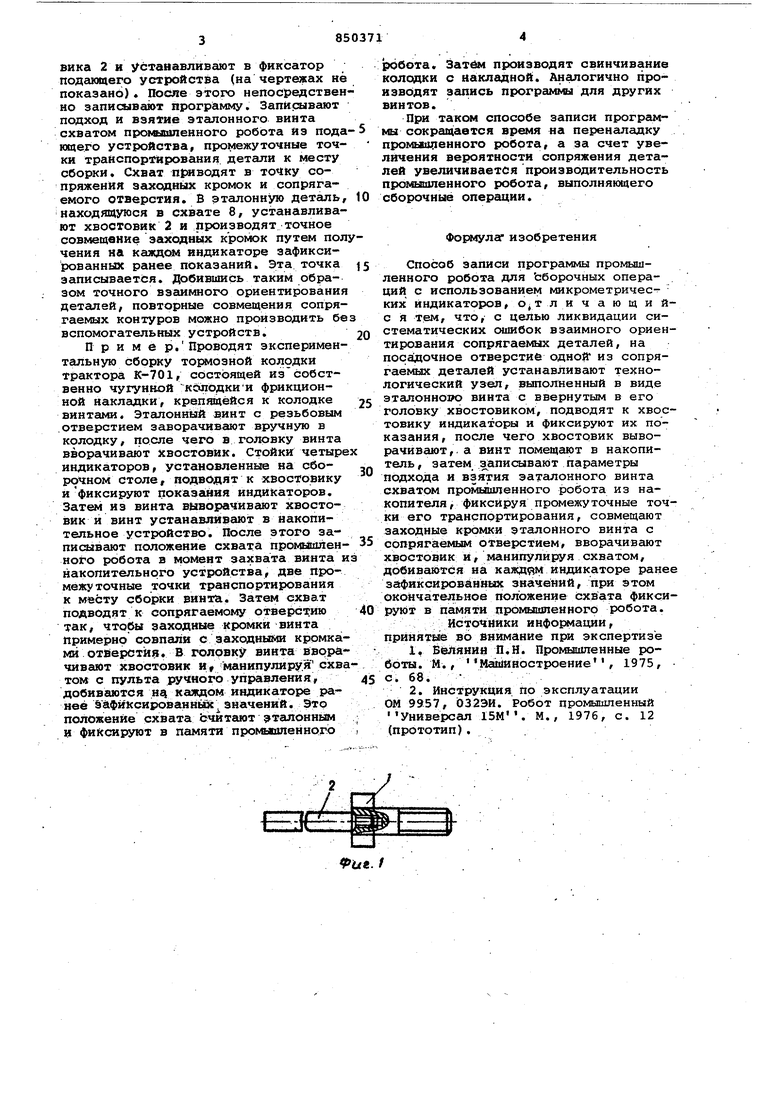
На фиг. 1 изображена эталонная деталь с хвостовиком; на фиг. 2 - настройка микрометрических индикаторов
20 по эталонной детали; на фиг. 3 - предварительное совмещение заходных кромок в процессе записи программы.
Эталонный винт 1 с хвостовиком 2 устанавливают вручную в посадочное
25 отверстие 3. Затем стойки с индикаторами 4,5,6,7 подводят к хвостовику 2 и фиксируют показания индикаторов, при этом каждый индикатор должен быть установлен с .натягом. Затем
30 эталонный винт 1 отделяют от хвостовика 2 и устанавливают в фиксатор подающего уст|Х}йства (на чертежах не показано). После этого непосредствен но записывают программу. Записывают подход и взятие эталонного винта схватом проквфшенного робота из пода ющего устройства, промежуточные точки транспортирования детали к месту сборки, Схват приводят в точку сопряжения заходных кромок и сопрягаемого отверстия. В эталонную деталь, находящуюся в схвате 8, устанавливают хвостовик 2 и производят точное совмещение заходных кромок путем пол чения на каждом индикаторе зафиксированных ранее показаний. Эта точка записывается. Добившись таким образом точного взаимного ориентирования деталей, повторные совмещения сопрягаемых контуров можно производить бе вспомогательных устройств. Приме р.Проводят экспериментальную сборку тормозной колодки трактора К-701, состоящей из собственно чугункой колодкиИ фрикционной накладки, крепящейся к колодке винтами. Эталонный винт с резьбовым .отверстием заворачивгиот вручную в колодку, после чего в головку винта вворачивают хвостовик. Стойки четыре индикаторов, установленные на сборочном столе, подводят к хвостовику и фиксируют покаэаяия индикаторов. Затем из винта Ш:гворачивают хвостовик и винт устанавливают в накопительное устройство. После этого запиоггвают положение схвата промЫпшенного робота в момент захвата винта и накопительного устройства, две промежуточные точки транспортирования к месту сборки винта. Затем схват подводят к сопрягаемому отверстию так, что;: заходные кромки винта Примерно совпали с заходньюда KpoMKaiми oTfiepdTHii. В голрвкУ винта вворачивают хвостовик и, манипулируя схва том с пульта ручного управления, добиваются Н4 каждом индикаторе ранее § 1фи1ссиро8анных значений. Это положение схвата Ьчитгиот талонным и фиксируют в памяти прокошленного робота. Затем производят свинчивание колодки с накладной. Аналогично производят згшись программы для других винтов. При таком способе записи программы сокращается время на переналадку промышленного робота, а за счет увеличения вероятности сопряжения деталей увеличивается производительность промышленного робота, выполняющего сборочные операции. ФормулёГ изобретения Способ записи программы промышленного робота для сборочных операций с использованием микрометричес- ких Индикаторов, л и ч а ю щ и йс я тем, что,- с цепью ликвидации систематических ошибок взаимного ориентирования сопрягаемых деталей, на посадочное отверстие одной из сопрягаемых деталей устанавливают технологический узел, выполненный в виде эталоннож винта с ввернутым в его головку хвостовиком, подводят к хвостовику индикаторы и фиксируют их показания , после чего хвостовик выворачивают, а винт помещают в накопитель , затем эаписывают параметры подхода и взятия эаталонного винта схватом промьпопенного робота из накопителя , фиксИру я промежуточные точки его транспортирования, совмещают заходные кромки эталонного винта с сопрягаемым отверстием, вворачивают хвостовик и, манипулируя схватом, добиваются на каждом индикаторе ранее зафиксированных значений, при этом окончательное положение схвата фиксируют в памяти промьшшенного робота. Источники информации, прйнят во внимание при экспертизе 1.БЫ1ЯНИН П.Н. Промышленные роботы. М., Мап1иностроение , 1975 , с 68. 2.инструкция По эксплуатации ОМ 9957, 032ЭИ. Робот промышленный Универсал 15М. М., 1976, с. 12 (прототип).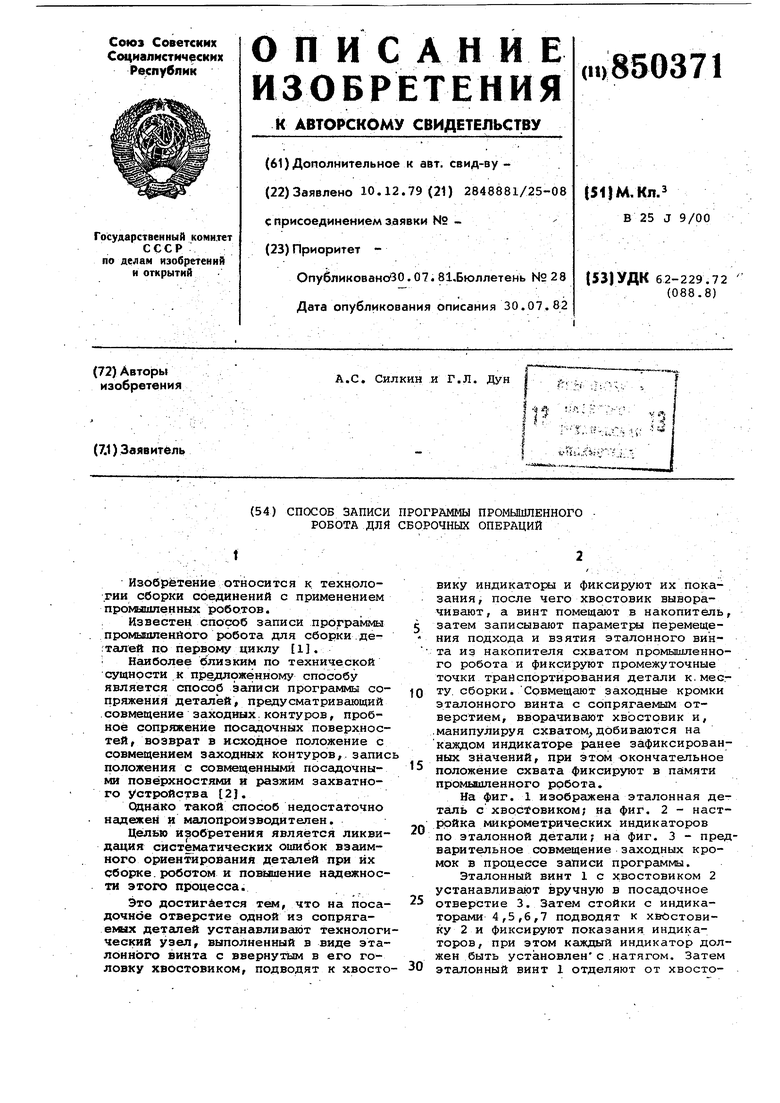
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЗИЦИОНИРОВАНИЯ СХВАТА МАНИПУЛЯТОРА | 2004 |
|
RU2288092C2 |
| Схват промышленного робота | 1979 |
|
SU804425A1 |
| Автоматический сборочный комплекс | 1987 |
|
SU1521545A1 |
| Устройство для сборки деталей типа вал-втулка | 1986 |
|
SU1388258A1 |
| СПОСОБ СБОРКИ ПРОФИЛЬНЫХ СОЕДИНЕНИЙ С ЗАЗОРОМ | 2010 |
|
RU2445200C2 |
| Очувствленный схват промышленного робота | 1988 |
|
SU1593956A1 |
| Устройство для сборки бесфасочных пазовых соединений | 1982 |
|
SU1088911A1 |
| СИСТЕМА РОБОТИЗИРОВАННОЙ СБОРКИ КРУПНОГАБАРИТНЫХ ФЕРМ, В ТОМ ЧИСЛЕ НА ОРБИТЕ ЗЕМЛИ ИЛИ ЛУНЕ | 2021 |
|
RU2790311C2 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |