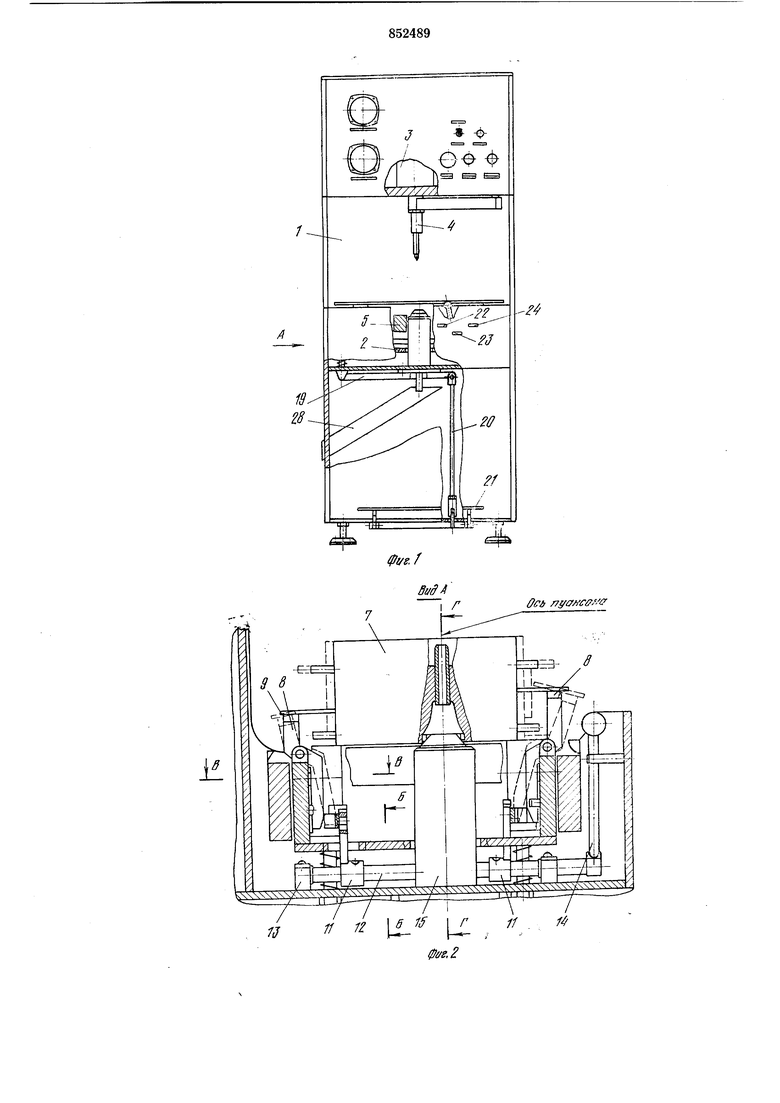
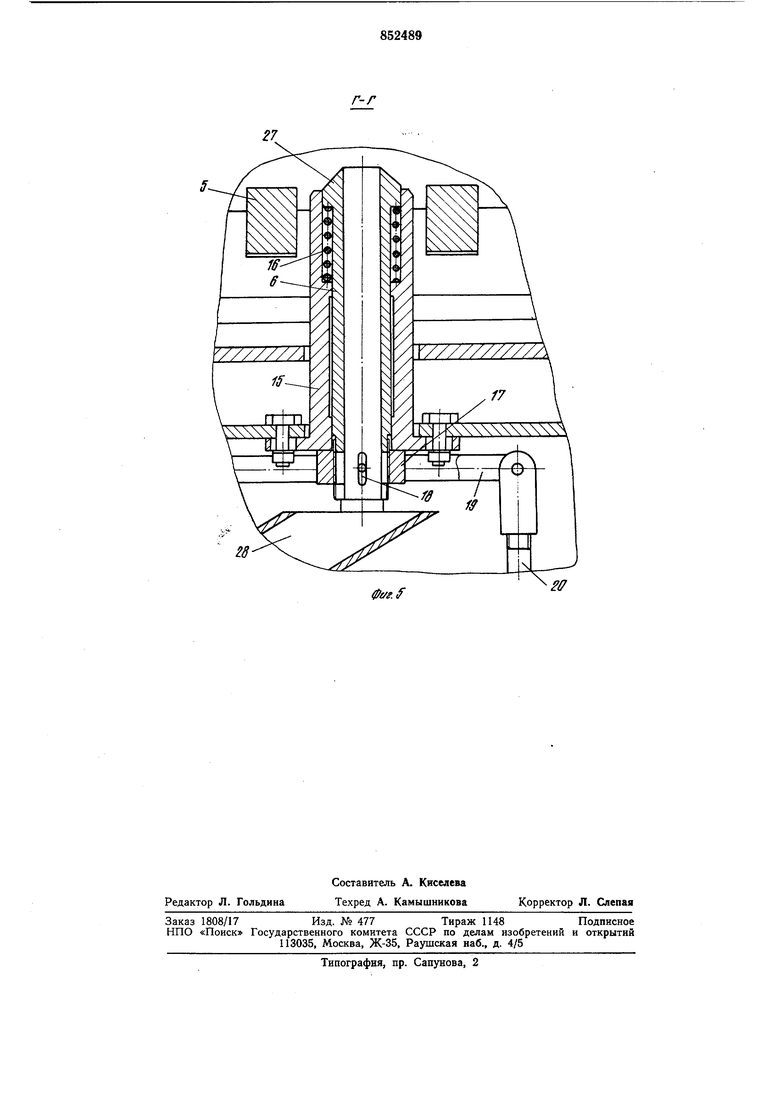
Механизм предварительной ориентации выполнен в виде симметрично расположенных двуплечих рычагов 8 с упорами 9 на одних концах, ступенчатых пластин 10, контактирующих с другими концами рычагов 8, и шарнирно связанных с пластинами 10 одноплечих рычагов 11. Рычаги 11 закреплены на поворотном валу 12, установленного в опорах 13. Вал 12 имеет рукоятку 14. Фиксатор 6, расположенный в стакане 15 и выполненный нолым, подпружинен пружиной 16 и через гайку 17, болты 18, шарнирно закрепленный на основании 1 рычаг 19 и тягу 20 связан с педалью 21.
Стенд для демонтажа узла деталей работает следующим образом.
Для выпрессовки втулок головки цилиндров соответствующего типоразмера стенд предварительно настраивается. Для этого рукоятку 14 устанавливают в положение, соответствующее данной головке цилиндров 7 и указанное на табличках 22, 23, 24, при этом пластины 10, на которые передается усилие, прикладываемое к рукоятке 14 через вал 12 и рычаги 11, перемещаясь, занимают такое положение, при котором рычаги 8 взаимодействуют с одной из ступеней 25 и 26 пластин 10, которая соответствует данной головке и обеспечивает такое положение упоров 9, при котором ось втулок головки цилиндров 7 совпадает с осью пуансона 4.
Головка цилиндров 7, втулки которой необходимо выпрессовать подается по рольгангу 2 на опорные пластины 5.
Нажатием на педаль 21 фиксатор 6 утопает в стакане 15, а головка цилиндров 7 предварительно ориентируется относительно пуансона 4 втулкой, которую необходимо выпрессовать. При опускании педали 21 фиксатор 6 под действием пружины 16 возвращается в исходное положение и своей конической частью 27 входят в гнездо клапана головки цилиндров 7, ориентирует и фиксирует втулку относительно оси пуансона 4. При подаче рабочей жидкости в надпоршневую полость пуансон 4 идет вниз и выпрессовывает втулку, которая через полый фиксатор 6, устройство для сбора втулок 28 падает в ящик.
Нажатием на педаль 21 убирается фиксатор 6, головка цилиндров 7 передвигается по рольгангу 2 и ориентируется для выпрессовки следующей втулки.
Предложенный стенд для демонтажа узла деталей позволяет производить выпрессовку втулок головок цилиндров не менее чем трех типоразмеров при значительном сокращении времени на переналадку стенда.
Экономический эффект от применения одного стенда составит 5000 рублей в год.
Формула изобретения
1.Стенд для демонтажа узла деталей, содержащий смонтированные на основании рабочий исполнительный орган, опорные пластины, установленный по оси выпрессовки приводной фиксатор с конусом под технологические отверстия одной из деталей демонтируемого узла и механизм предварительной ориентации узла, отличающийся тем, что, с целью расширения его технологических возможностей за счет выпрессовки втулок головок цилиндров различных типоразмеров и повыщения производительности, механизм предварительной ориентации выполнен в виде симметрично расположенных двуплечих рычагов с упорами на одних концах и ступенчатых пластин, контактирующих с другими концами двуплечих рычагов, а также щарнирно связанных с пластинами одноплечих рычагов, закрепленных на поворотном валу.
2.Стенд по п. 1, отличающийся тем, что, с целью удаления выпрессованных втулок, фиксатор выполнен полым.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2844379, кл. В 23Р 19/02, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| Стенд для монтажа и демонтажа изделий типа коленчатого вала | 1975 |
|
SU556927A1 |
| Станок для клепки тормозных накладок | 1990 |
|
SU1752477A1 |
| ПОТОЧНАЯ ЛИНИЯ РЕМОНТА РОЛИКОВЫХ БУКС | 1991 |
|
RU2047516C1 |
| Пресс для монтажа и демонтажа узлов | 1988 |
|
SU1574426A1 |
| Устройство для выпрессовки гильз из блоков цилиндров двигателей | 1988 |
|
SU1516294A1 |
| Стенд для выпрессовки деталей | 1979 |
|
SU846218A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ВЫПРЕССОВКИ ИЛИ ЗАПРЕССОВКИ ВТУЛОК | 2020 |
|
RU2738714C1 |
| СТЕНД ДЛЯ ДЕМОНТАЖА И МОНТАЖА ШИН | 2001 |
|
RU2225300C2 |
| Устройство для выпрессовки деталей типа втулок | 1980 |
|
SU870047A1 |

/ 1
// / ц: , .
Осб yff -cffVff
14
фуг, 2
x
0i/g,J
