1
Изобретение относится к станкам для фрезерования пролысок и может быть использовано в лесозаготовительной промышленности.
По основному авт. св. № 301271 известен 5 станок для фрезерования пролысок, содержащий раму, фрезерные головки, смонтированные на основаниях, соединенных с рамой станка посредством шарнирных параллелограммов, которые установлены под 10 углом к продольной оси транспортера, и напр&вляюш,ие копиры. Для автоматического управления фрезерными головками на раме станка установлены концевые выключатели, кинематически связанные с 15 фрезерными головками 1.
Такой станок не обеспечивает эффективного центрирования бревен при подаче их с перекосом.
Кроме того, крутящий момент, создавае- 20 мый верхней фрезой, стремится повернуть бревно под углом к оси транспортера. При этом бревно смещается, выходя из контакта с одной из боковых фрез. Это приводит к снижению качества пролыски, так как 25 возможны случаи односторонней пролыски бревна. Качество пролыски снижается также из-за того, что включение фрезерных головок происходит только в момент контакта их с бревном. В этом случае бревно 30
будет проходить вперед необработанным, так как необходимо определенное время для того, чтобы фреза набрала рабочую скорость. Время это з еличивается еще за счет того, что включение фрезерных головок происходит под нагрузкой.
Цель изобретения - повышение качества формирования пролысок.
Это достигается тем, что станок снаблчен дополнительными направляющими копирами, которые установлены на раме посредством шарнирных параллелограммов, и концевыми выключателями для взаимодействия с дополнительными направляющими копирами, а также тем, что шарнирные параллелограммы дополнительных направляющих копиров связаны межд собой посредством шарнирных звеньев и конической передачи.
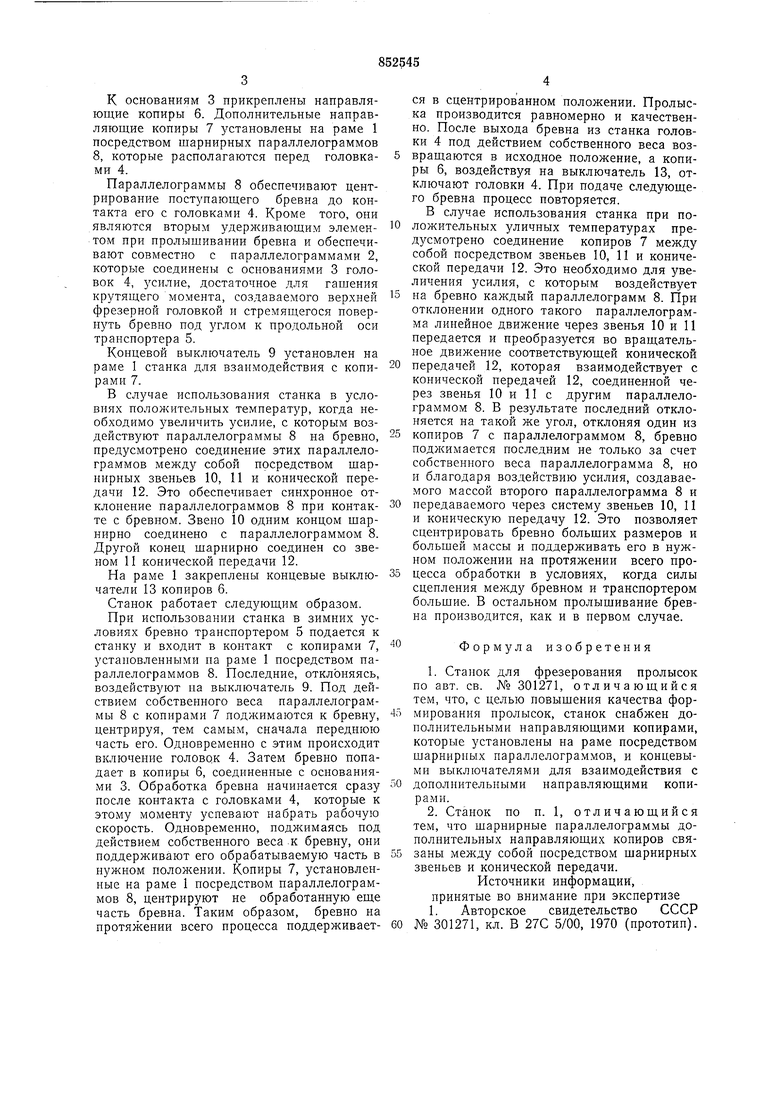
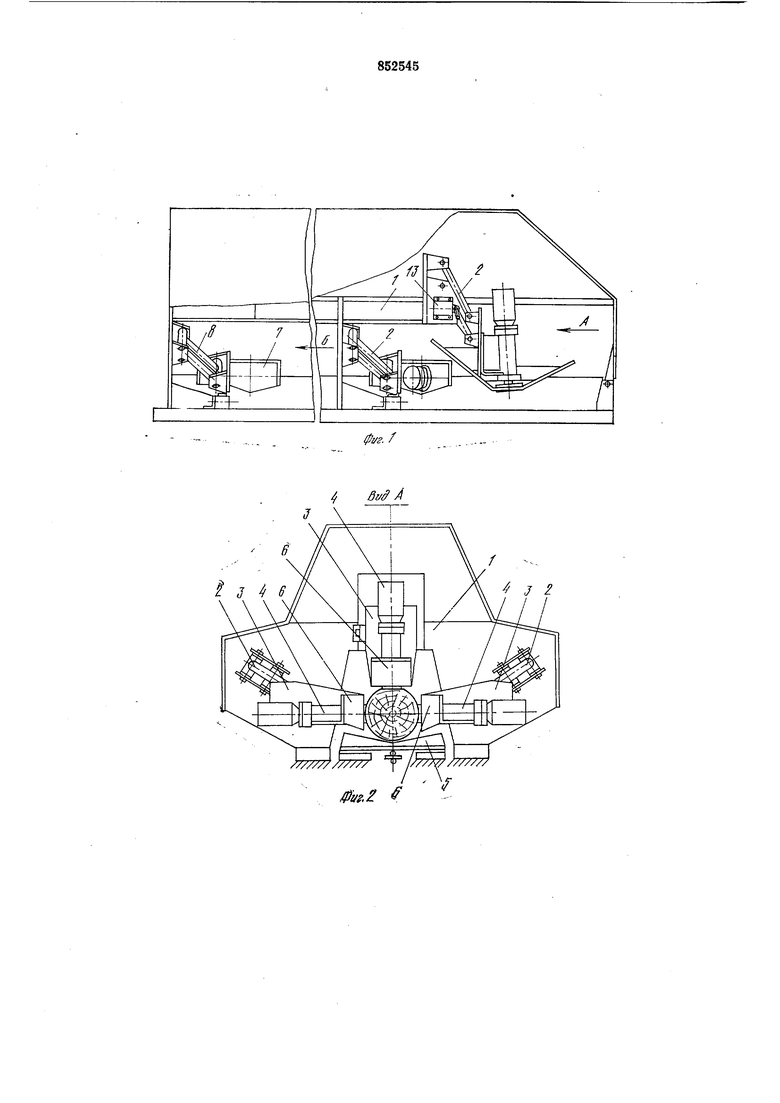
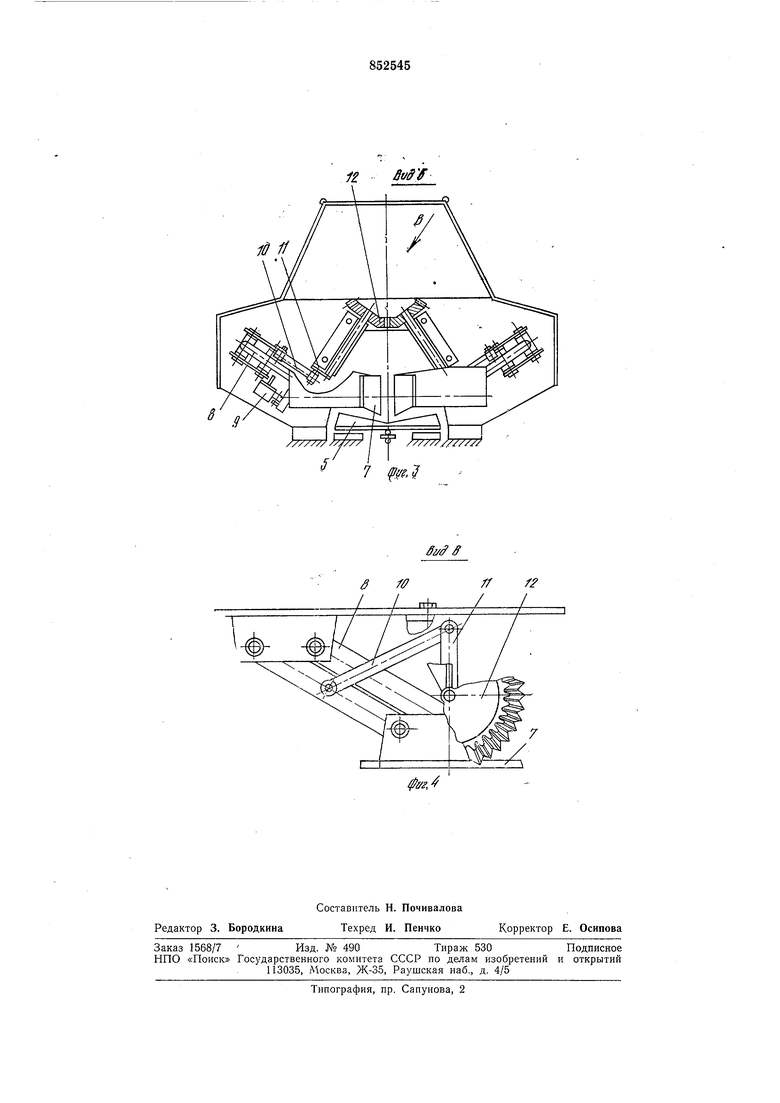
На фиг. 1 изображен станок для фрезерования пролысок; продольный-разрез; на фиг. 2 - вид А фиг. 1; на фиг. 3 - вид Б фиг. 1; на фиг. 4 - вид В фиг. 3.
На раме 1 станка смонтированы шарнирные параллелограммы 2, соединенные с основаниями 3 фрезерных головок 4.
Параллелограммы 2 установлены на раме 1 под острым углом к продольной оси транспортера 5 в направлении подачи бревна.
К основаниям 3 прикреплены направляющие копиры 6. Дополнительные направляющие копиры 7 установлены на раме 1 посредством шарнирных параллелограммов 8, которые располагаются перед головками 4.
Параллелограммы 8 обеспечивают центрирование поступающего бревна до контакта его с головками 4. Кроме того, они являются вторым удерл ивающим элементом при пролышивании бревна и обеспечивают совместно с параллелограммами 2, которые соединены с основаниями 3 головок 4, усилие, достаточное для гашения крутящего момента, создаваемого верхней фрезерной головкой и стремящегося повернуть бревно под углом к продольной оси транспортера 5.
Концевой выключатель 9 установлен на раме 1 станка для взаимодействия с копирами 7.
В случае использования станка в условиях положительных температур, когда необходимо увеличить усилие, с которым воздействуют параллелограммы 8 на бревно, предусмотрено соединение этих параллелограммов между собой посредством шарнирных звеньев 10, 11 и конической передачи 12. Это обеспечивает синхронное отклонение параллелограммов 8 при контакте с бревном. Звено 10 одним концом шарнирно соединено с параллелограммом 8. Другой конец шарнирно соединен со звеном И конической передачи 12.
На раме 1 закреплены концевые выключатели 13 копиров 6.
Станок работает следующим образом.
При использовании станка в зимних условиях бревно транспортером 5 подается к станку и входит в контакт с копирами 7, установленными па раме 1 посредством параллелограммов 8. Последние, отклоняясь, воздействуют на выключатель 9. Под действием собственного веса параллелограммы 8 с копирами 7 поджимаются к бревну, центрируя, тем самым, сначала переднюю часть его. Одновременно с этим происходит включение головок 4. Затем бревно попадает в копиры 6, соединенные с основаниями 3. Обработка бревна начинается сразу после контакта с головками 4, которые к этому моменту успевают набрать рабочую скорость. Одновременно, подл ;имаясь под действием собственного веса к бревну, они поддерживают его обрабатываемую часть в нужном положении. Копиры 7, установленные на раме 1 посредством параллелограммов 8, центрируют не обработанную еще часть бревна. Таким образом, бревно на протяжении всего процесса поддерживается в сцентрированном положении. Пролыска производится равномерно и качественно. После выхода бревна из станка головки 4 под действием собственного веса возвращаются в исходное положение, а копиры 6, воздействуя на выключатель 13, отключают головки 4. При подаче следующего бревна процесс повторяется.
В случае использования станка при положительных уличных температурах предусмотрено соединение копиров 7 между собой посредством звеньев 10, 11 и конической передачи 12. Это необходимо для увеличения усилия, с которым воздействует
на бревно каждый параллелограмм 8. При отклонении одного такого параллелограмма линейное движение через звенья 10 и И передается и преобразуется во вращательное движение соответствующей конической
передачей 12, которая взаимодействует с конической передачей 12, соединенной через звенья 10 и II с другим параллелограммом 8. В результате последний отклоняется на такой же угол, отклоняя один из
копиров 7 с параллелограммом 8, бревно поджимается последним не только за счет собственного веса параллелограмма 8, но и благодаря воздействию усилия, создаваемого массой второго параллелограмма 8 и
передаваемого через систему звеньев 10, И и коническую передачу 12. Это позволяет сцентрировать бревно больших размеров и большей массы и поддерживать его в нужном положении на протяжении всего процесса обработки в условиях, когда силы сцепления между бревном и транспортером большие. В остальном нролышивание бревна нроизводится, как и в первом случае.
Формула изобретения
1.Станок для фрезерования пролысок по авт. св. № 301271, отличающийся тем, что, с целью повышения качества формирования пролысок, станок снабжен дополнительными направляющими копирами, которые установлены на раме посредством щарнирных параллелограммов, и концевыми выключателями для взаимодействия с
дополнительными направляющими копирами.
2.Станок по п. 1, отличающийся тем, что шарнирные параллелограммы дополнительных направляющих копиров связаны между собой посредством шарнирных звеньев и конической передачи.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 301271, кл. В 27С 5/00, 1970 (нрототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРОВАНИЯ ПРОЛЫСОК | 1971 |
|
SU301271A1 |
| Агрегат для обработки деревянныхдЕТАлЕй ОпОР лиНий элЕКТРОпЕРЕдАч | 1979 |
|
SU812575A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПРОЛЫСОК И БАНДАЖНЫХ УГЛУБЛЕНИЙ | 1966 |
|
SU216228A1 |
| Агрегат для обработки деревянных опор линий электропередач | 1981 |
|
SU933458A1 |
| МНОГОШПИНДЕЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2007292C1 |
| ПРОДОЛЬНО-ФРЕЗЕРНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2015 |
|
RU2616395C1 |
| Станок для обработки круглыхлЕСОМАТЕРиАлОВ | 1979 |
|
SU793768A1 |
| Установка для поточной обработки бревен для срубов | 1948 |
|
SU86628A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Фрезернобрусующий станок | 1979 |
|
SU880722A1 |
Bv А
У.
7
1S
Mff
