1
Изобретение относится к подаче формуемого материала в формы и может быть применено для прессования керамических и силикатных изделий.
Известен способ регулирования засыпки 5 пресс-форм массой в формовочных прессах с электроприводом путем изменения перемещения подвижного штемпеля пресса и регулировки дозы прессуемой массы 1.
Наиболее близким к изобретению явля- ю ется способ регулирования засыпки прессформ массой в формовочных прессах с электроприводом, предусматривающий изменение уровня насыпной массы 2.
Недостатком этих способов является низ- is кое качество изделий.
Целью изобретения является повышение качества изделий.
Поставленная цель достигается тем, что в способе регулирования засыпки пресс- 20 форм массой в формовочных прессах с электроприводом, предусматривающем изменение уровня насыпной массы, измеряют плотность выпрессованных изделий, по величине которой изменяют уровень насып- 25 ной массы.
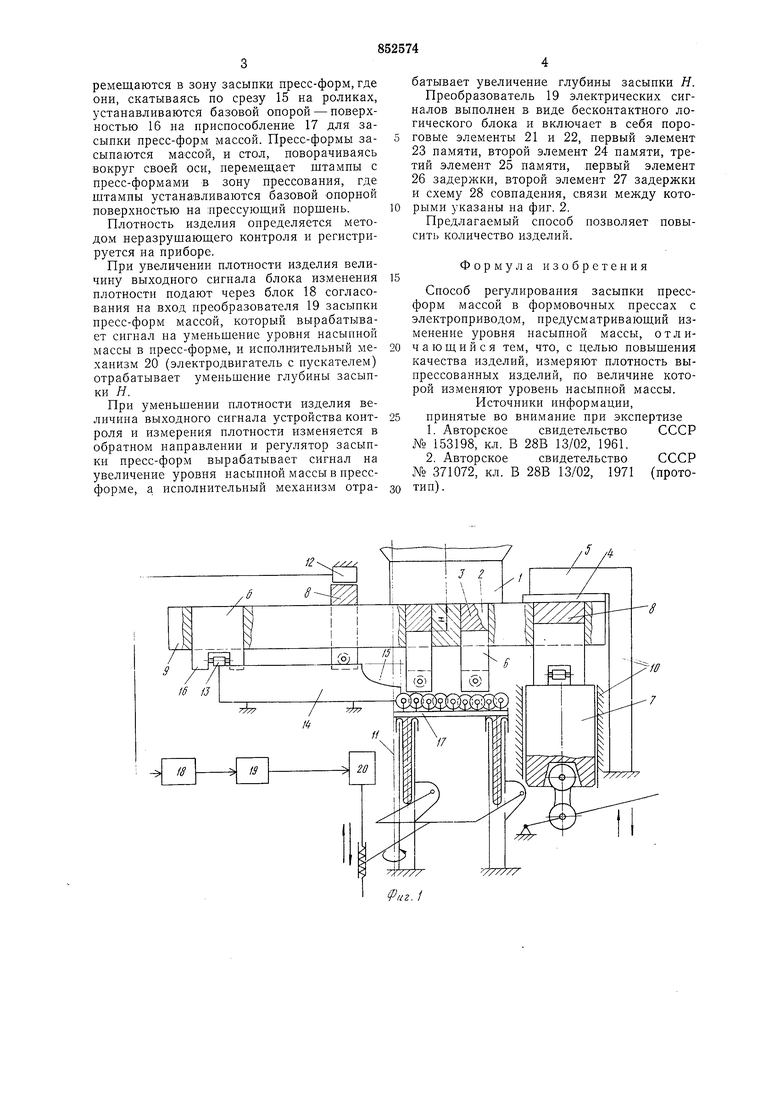
На фиг. 1 приведено устройство для реализации способа; на фиг. 2-блочная схема выполнения преобразователя сигнала
для управления исполнительного механизма.
Для обеспечения процесса прессования изделий из бункера 1 в пресс-форму 2 засыпается масса 3, затем в нее с одной стороны упирается контрпрессующая плита 4, поддерживаемая траверсой 5, а с противоположной стороны упирается штамп 6, оказывающий движение на массу с помощью прессующего порщня 7, в результате чего отпрессовываются изделия 8 необходимой формы и размеров. За одно прессование отпрессовывается одновременно два изделия. После отпрессовывания двух изделий стол 9 пресса 10 поворачивается вокруг своей геометрической оси 11 по ходу вращения, штампы устанавливаются на выталкивающий механизм (на чертежах не указан), и изделия выталкиваются им на поверхность стола, затем они перемещаются вместе со столом поочередно под блок 12 для измерения плотности изделия, а штампы своими ролика.ми 13 накатываются на монорельс 14 и по нему перемещаются дальще, изделия же известным образом снимаются со стола пресса.
После отпрессовывания и выталкивания изделий па поверхность стола штампы по монорельсу с помощью вращения стола неремещаются в зону засыпки пресс-форм, где они, скатываясь по срезу 15 на роликах, устанавливаются базовой опорой - поверхностью 16 па приспособление 17 для засыпки пресс-форм массой. Пресс-формы засыпаются массой, и стол, поворачиваясь вокруг своей оси, перемещает штампы с пресс-формамИ в зону прессования, где штампы устанавливаются базовой опорной поверхностью на прессующий поршень.
Плотность изделия определяется методом неразрушающего контроля и регистрируется па приборе.
При увеличении плотности изделия величину выходного сигнала блока изменения плотности подают через блок 18 согласования на вход преобразователя 19 засыпки пресс-форм массой, который вырабатывает сигнал на уменьшение уровня насыпной массы в пресс-форме, и исполнительпый механизм 20 (электродвигатель с пускателем) отрабатывает уменьшение глубины засыпки Н.
При уменьшении плотности изделия величина выходного сигнала устройства контроля и измерения плотности изменяется в обратном направлении и регулятор засыпки пресс-форм вырабатывает сигнал на увеличение уровня насыпной массы в прессформе, а исполнительный механизм отрабатывает увеличение глубины засыпки Н.
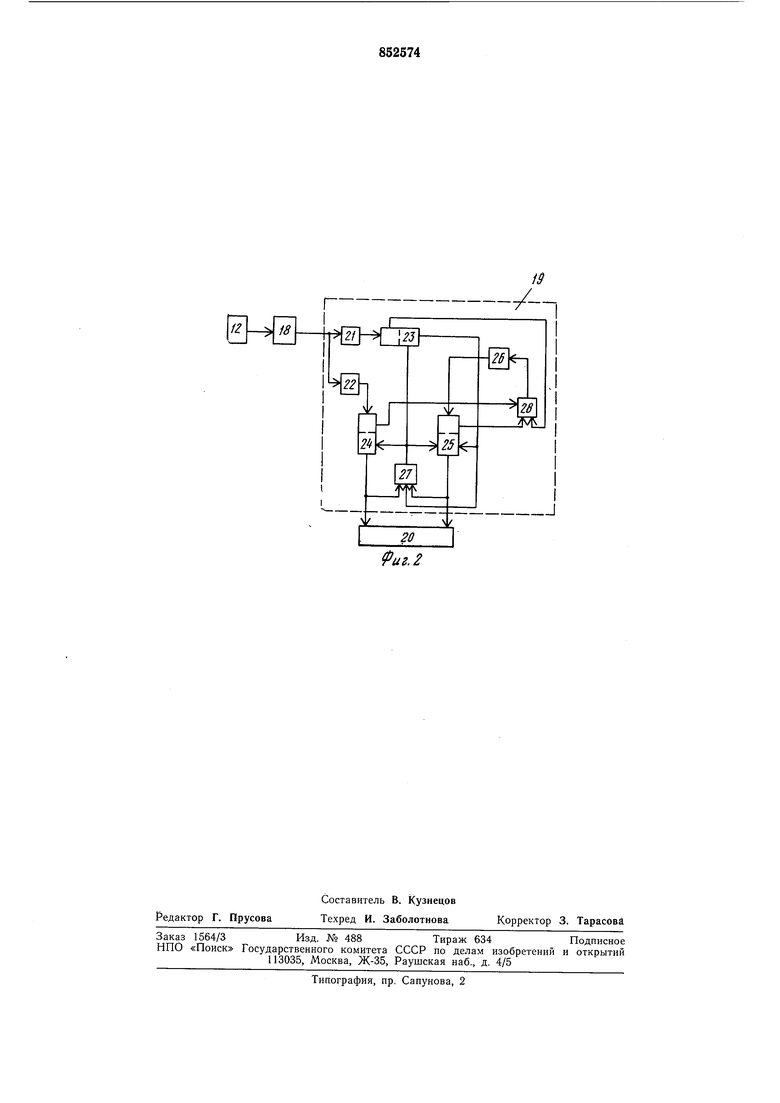
Преобразователь 19 электрических сигналов выполнен в виде бесконтактного логического блока и включает в себя пороговые элементы 21 и 22, первый элемент 23 памяти, второй элемент 24 памяти, третий элемент 25 памяти, первый элемент 26 задержки, второй элемент 27 задержки и схему 28 совпадения, связи между которыми указаны на фиг. 2.
Предлагаемый способ позволяет повысить количество изделий.
Формула изобретения
Способ регулирования засыпки прессм массой в формовочных прессах с электроприводом, предусматривающий изменение уровня насыпной массы, отличающийся тем, что, с пелью повышения качества изделий, измеряют плотность выпрессованных изделий, по величине которой изменяют уровень насыпной массы.
Псточпики информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 153198, кл. В 28В 13/02, 1961.
2.Авторское свидетельство СССР № 371072, кл. В 28В 13/02, 1971 (прототип).
//г. /
