Изобретение относится к области изготовления резинотехнических изделий и предназначено для местной вулканизации при стыковке и ремонте транспортерных лент.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является пресс, содержащий неподвижную и подвижную плиты и силовой орган, выполненный в виде биметаллического элемента, установленного над подвилсной плитой 1.
Недостатком известного иресса являются больише тепловые потерн.
Цель изобретения - снижение тепловых потерь.
Для достижения поставленной цели в прессе, содержащем неподвижную и подвижную илиты и силовой орган, выиолненный в виде биметаллического элемента, установлепиого над подвижной плитой, бимета/1личсск11Й элемент выполиеп в виде цилиндра и соединенного с копксиально установленного стакана, заполненного теплопроводным Матсриалом.
Для повышения усилия пресс снабжен дополнительными биметаллическими элементами в виде цилиндров, установленных коаксиально с имеюн имся и соединенных с соседними нижними и верхними торцами.
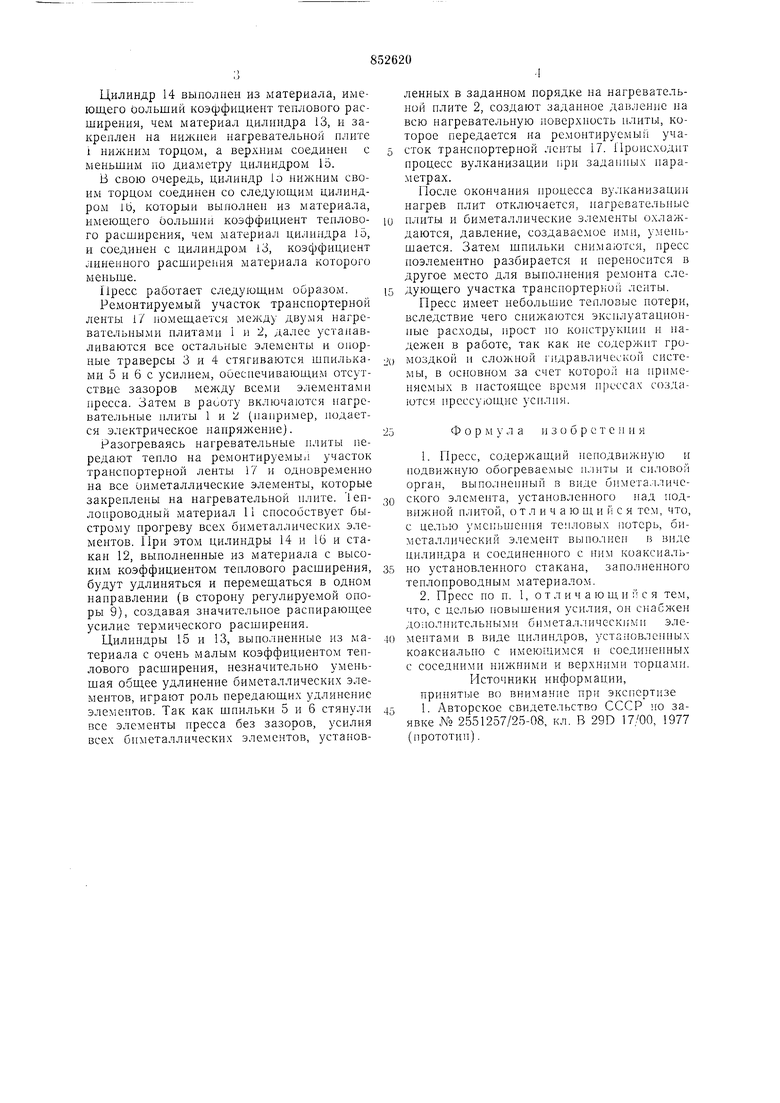
На фиг. 1 схематически изображен предлагаемый пресс; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - силовой орган, разрез.
5 Нресс содержит (см. фиг. 1) ненодвижную 1 и подвил ную 2 нагревательные плиты, опорпые траверсы 3 и 4, стяжные стойки в виде шпилек 5 и 6, теплоизолирующую прокладку 7, буферную плиту 8 с регулируюtO Щими опорами 9 и силовой орган 10.
Силовой орган содержит располол еиные над подвижной плитой биметаллические элементы, каждый из которых выполнен в виде заполненного ненлотным теплонровод15 ным материалом 11 (см. фиг. 3) стакана 12 и коаксиальио остановленного с ним цилиндра 13, соединенных между собой по нижнему торцу, причем стакан 12 выполнен из материала, имеющего больший коэффициент теплового расщиренпя, чем материал цилиндра 13 и своей опориой частью соприкасается с регулируемой опорой 9 буферной плиты 8, на которую опирается верхняя траверса 3.
25 Для увеличения усилия пресс сиабл ен дополнительиымп биметаллическими элементами в виде цилипдров 14-16, установленных коаксиально с цилиндром 13 и соединенных с соседними цилиндрами верх30 ними и нижними торцами.
Цилиндр 14 выполнен из материала, имеющего оольший коэффициент теплового расширения, чем материал цилиндра 13, и закреплен на нижней нагревательной плите 1 нижним торцом, а верхним соединен с меньшим по диаметру цилиндром 15.
В свою очередь, цилиндр 1о нижним своим торцом соединен со следуюндим цилиндром ib, который выполнен из материала, имеюнлего оольший коэффициент теилового расширения, чем материал цилиндра 15, н соединен с цилиндром 13, коэффициент линейного расширения материала которого меньше.
Пресс работает следующим образом.
Ремонтируемый участок транснортерной ленты 1/ помешается между двумя нагревательными нлитами 1 и 2, далее устанавливаются все остальные элементы и опорные траверсы 3 и 4 стягиваются шпильками 5 и 6 с усилием, оОеснечиваюшим отсутствие зазоров между всеми элементами пресса. Затем в раиоту включаются нагревательные плиты 1 и 2 (например, подается электрическое наиряжение).
Разогреваясь нагревательные плиты передают тепло на ремонтируемый участок транспортерной ленты 17 и одновре.менно на все оиметаллическне элементы, которые закреплены на нагревательной плите. 1еилоироводный материал 11 способствует быстрому прогреву всех биметаллических элемеитов. При этом цилиндры 14 и 16 и стакан 12, выполненные из материала с высоким коэффициентом теплового расширения, будут удлиняться и перемещаться в одном направлении (в стороиу регулируемой опоры 9), создавая значительное распирающее усилие термического расширения.
Цилиндры 15 и 13, вынолненные из материала с очень малым коэффициентом теплового расширения, незначительно уменьшая общее удлинение биметаллических элементов, играют роль передающих удлинение элементов. Так как шпильки 5 и 6 стянули все элементы пресса без зазоров, усилия всех биметаллических элементов, установленных в заданном порядке на нагревательной плите 2, создают задаиное давление на всю нагревательную поверхность илиты, которое передается на ре.монтируемып участок транснортерной ленты 17. Происходит процесс вулканизации при задаппых параметрах.
После окончания процесса вулканизации нагрев плит отключается, пагревательпые
плиты и биметаллические элементы охлаждаются, давление, создавас.мое ими, уменьшается. Затем шпильки снимаются, пресс поэлементно разбирается и переносится в другое место для выполнення ремонта следующего участка транспортерной ленты.
Пресс имеет небольшие тепловые потери, вследствие чего снижаются экснлуатационные расходы, прост по конструкции п надежен в работе, так как не содержит громоздкой и сложной гидравлической системы, в основном за счет которой па примепяемых в настоящее время прсч-сах создаются прессующие усплпя.
Фор м у л а изобретен и я
1.Пресс, содержащий неподвпжную и подвижную обогреваемые п.:1пты и сплопой орган, выпо;и1еппый в виде бпмета,1личсского элемеггга, установленного над подвнжной плитой, о т л и ч а ю nj, и и с я тем, что, с целью уменьшепня те:1ловых потерь, биметаллический элемент выполнеп в виде цилипдра и соединенного с нпм коакспально установленного стакана, заполпенного теплопроводным материалом.
2.Пресс по п. 1, отличающийся тем, что, с целью повышения усплня, оп снабжен Д0;1олн11тельными биметал.1пческпмп элементами в виде цилиндров, установленных коаксиально с имеющимся п соединенных с соседними нижними и верхними торцами.
Источники информании, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке jNo 2551257/25-08, кл. В 29D 17/00, 1977
(прОТОТИ т) .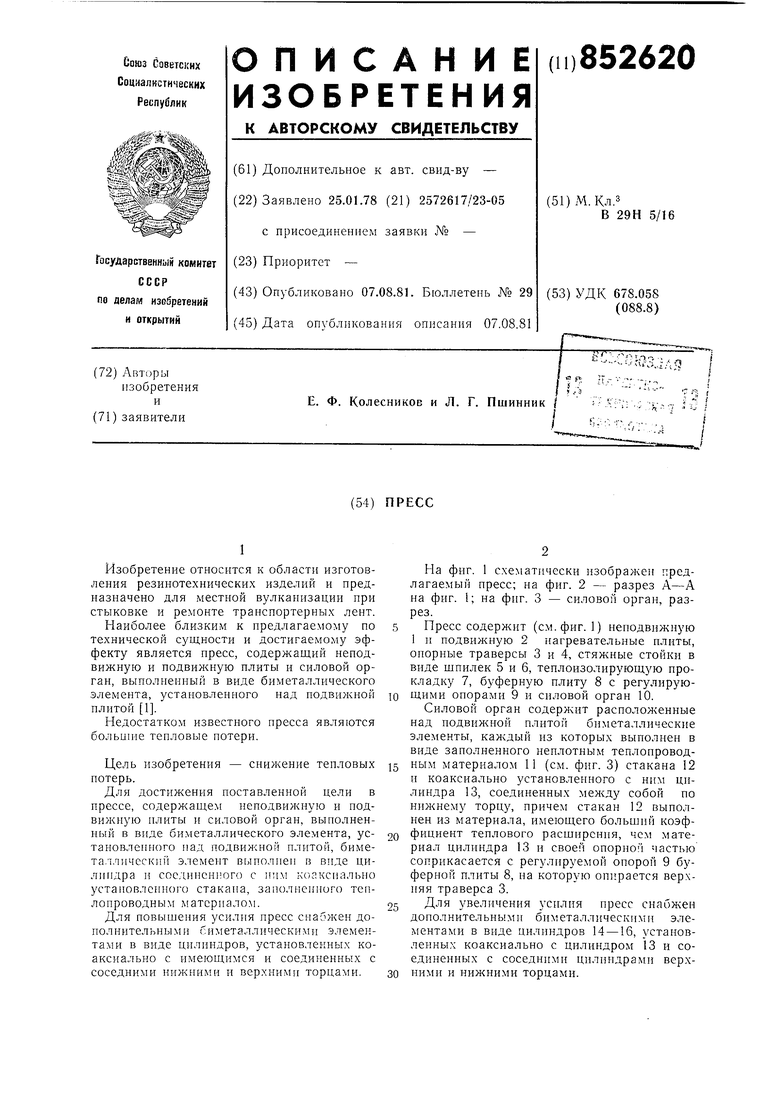
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС | 1991 |
|
RU2011521C1 |
| ПРЕСС | 1992 |
|
RU2021128C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2357860C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Вулканизационный пресс | 1985 |
|
SU1351802A2 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| ПРЕСС ДЛЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2033329C1 |
| Устройство для вулканизации покрышек пневматических шин | 1972 |
|
SU513609A3 |
| Гидравлический пресс | 1982 |
|
SU1130491A1 |
| Вулканизационный пресс для длинномерных резинотехнических изделий | 1989 |
|
SU1611746A1 |
/6 /5
I
п:I iijiHj UiuJl&j
:L
v Vv
