Известный способ отливки намораживанием, например втулок, осуществляется в охлаждаемых водой полых кокилях.
По предлагаемому способу намораживанием при отливке радиаторов в земляную форму не вставляются стержни для образования внутренних полостей отливки. Жидким чугуном заливается форма, изготовленная в опоке и, спустя некоторое время, поворачивается на цапфах на 180°, из нее выливается незатвердевший чугун и таким способом получается внутренняя полость отливки. За время пребывания жидкого чугуна в земляной форме в течение 9-10 сек получается намерзание жидкого чугуна по внутренней поверхности формы на толщину 1,5 мм, что дает возможность производить тонкостенные пустотелые изделия. Во время заливки время соприкосновения металла в нижней части формы будет больше на продолжительность заливки, но при сливе металла, после поворота формы, время соприкосновения верхней части формы будет также больше на продолжительность слива. Считая время заливки и время слива равными, можно считать, что толщины стенок радиатора будут одинаковы как вверху, так и внизу формы, при определенном выбранном времени кристаллизации жидкого металла.
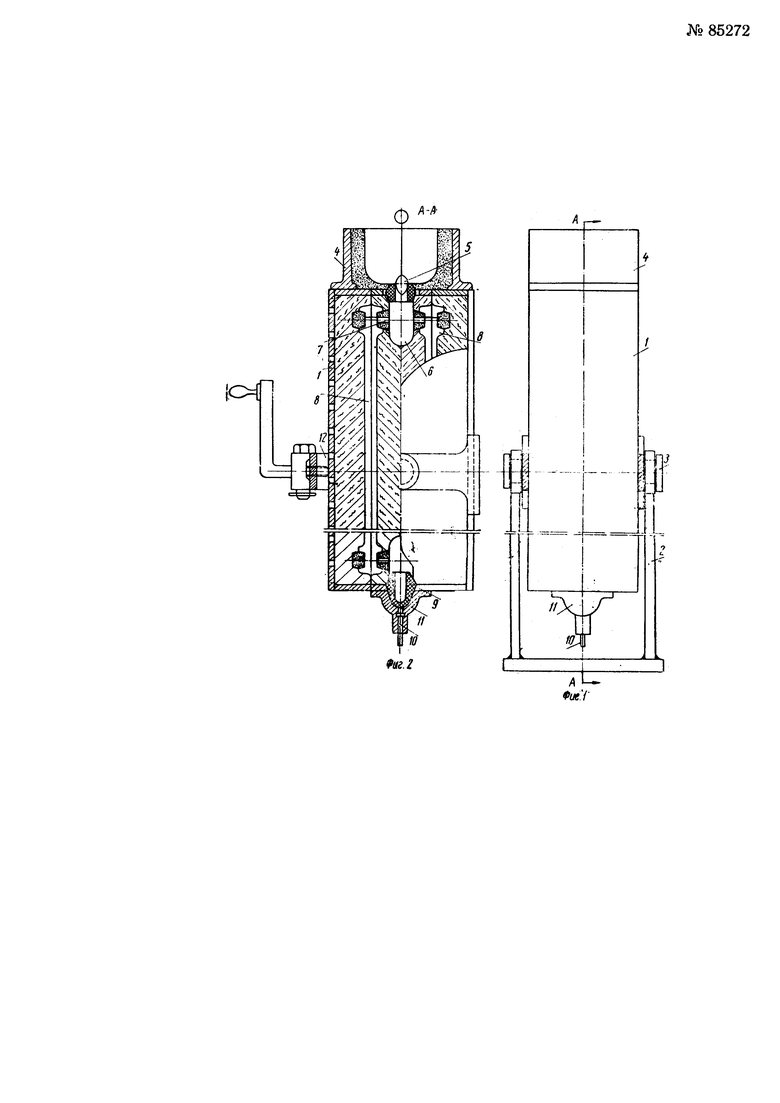
На фиг. 1 изображена опока, вид сбоку, на фиг. 2 - то же, разрез по АА на фиг. 1.
Опока 1 с земляной формой радиатора установлена в стойке 2 на цапфах 3, в которых она может поворачиваться. Металл в форму заливается через литниковую чашу 4, закрываемую перед ее наполнением жидким металлом пробкой 5, и далее через стояк 6 и питатель 7, образованные вставленными стержнями, поступает в форму радиатора 8. После поворота опоки 1 в цапфах 3 на 180° форма сообщается с атмосферой, чтобы выпустить из нее металл через литниковую систему. Это сообщение с атмосферой производится разбиванием глухой насадки 9 стержнем-ударником 10, установленным в корпусе 11, смонтированном на опоке. Отлитый таким способом радиатор удаляется из опоки выбивкой при снятии с нее струбцины 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ ПОСТОЯННЫХ МЕТАЛЛИЧЕСКИХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2051006C1 |
| Способ получения отливки | 1986 |
|
SU1369869A1 |
| СПОСОБ ОТЛИВКИ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ОБЕЧАЕК | 1997 |
|
RU2125498C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| СПОСОБ ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КРУПНОТОННАЖНЫХ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОНТЕЙНЕРОВ (ТУК) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) ФЕРРИТНОГО И АУСТЕНИТНОГО КЛАССОВ ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) | 2013 |
|
RU2531157C1 |
| Устройство для отливки радиаторов | 1950 |
|
SU92826A2 |
| УСТАНОВКА ДЛЯ МАССОВОЙ ОТЛИВКИ В ПОСТОЯННЫЕ ФОРМЫ | 1933 |
|
SU36613A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНОЙ ОТЛИВКИ С ВНУТРЕННИМИ ПОЛОСТЯМИ СЛОЖНОЙ КОНФИГУРАЦИИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2002 |
|
RU2231414C2 |
| Способ формовки | 1990 |
|
SU1740100A1 |
Способ отливки радиаторов намораживанием, отличающийся тем, что форма для литья выполнена временной из формовочной земли и после заполнения металлом поворачивается на 180° для выпуска не успевшего застыть лишнего металла и выравнивания толщины стенок радиатора.
