(54) СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПЕРЖАВЕЩЖ МАРТ :НСИТНОСТАРЕЮЩИХ СТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки нержавеющих мартенситностареющих сталей | 1983 |
|
SU1145037A2 |
| Способ термической обработки отливок из нержавеющих мартенситностареющих сталей | 1983 |
|
SU1142517A1 |
| Способ обработки нержавеющих мартенситностареющих сталей | 1987 |
|
SU1520113A1 |
| Способ термической обработки высокопрочных нержавеющих мартенситностареющих сталей | 1980 |
|
SU876746A1 |
| Способ термической обработки деталей из высокопрочных мартенситно-стареющих сталей | 1979 |
|
SU876745A1 |
| Способ термической обработки нержавеющих мартенситностареющих сталей | 1981 |
|
SU988884A1 |
| Способ термической обработки сварных соединений из мартенситностареющих сталей | 1980 |
|
SU1022996A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ВЫСОКОПРОЧНЫХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2007 |
|
RU2344182C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ КОНСТРУКЦИЙ ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 1999 |
|
RU2156678C1 |
| Способ термической обработки мартенситностареющих сталей | 1975 |
|
SU538037A1 |
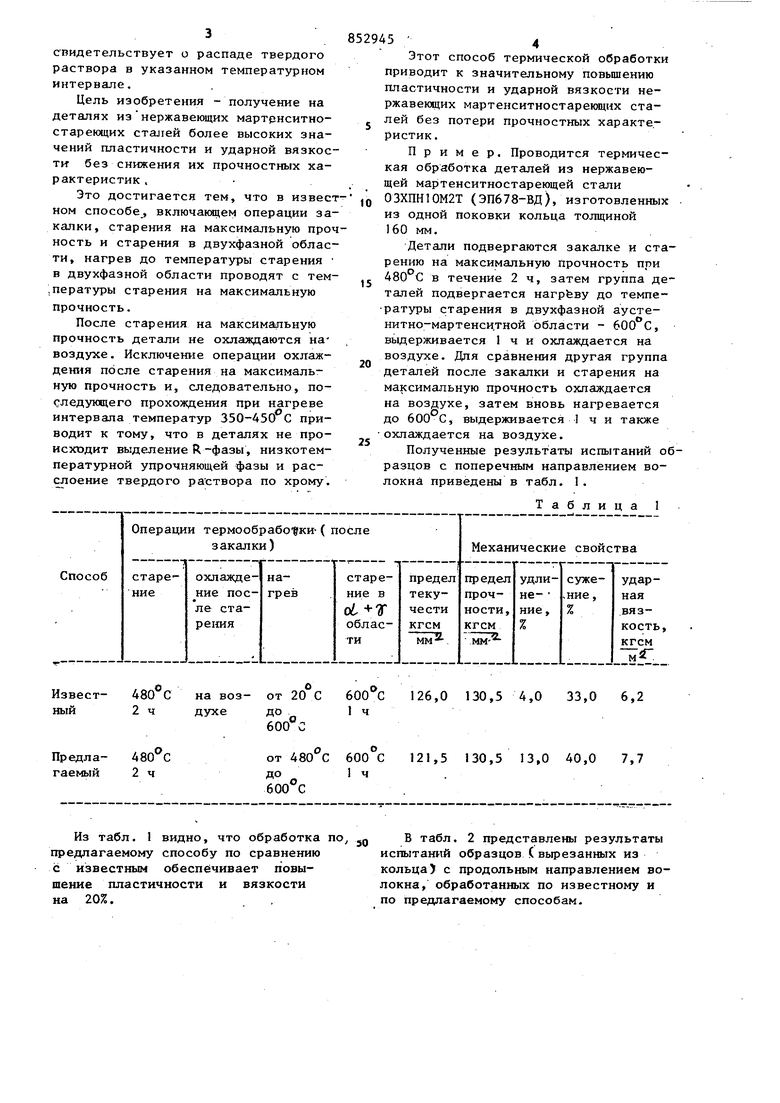
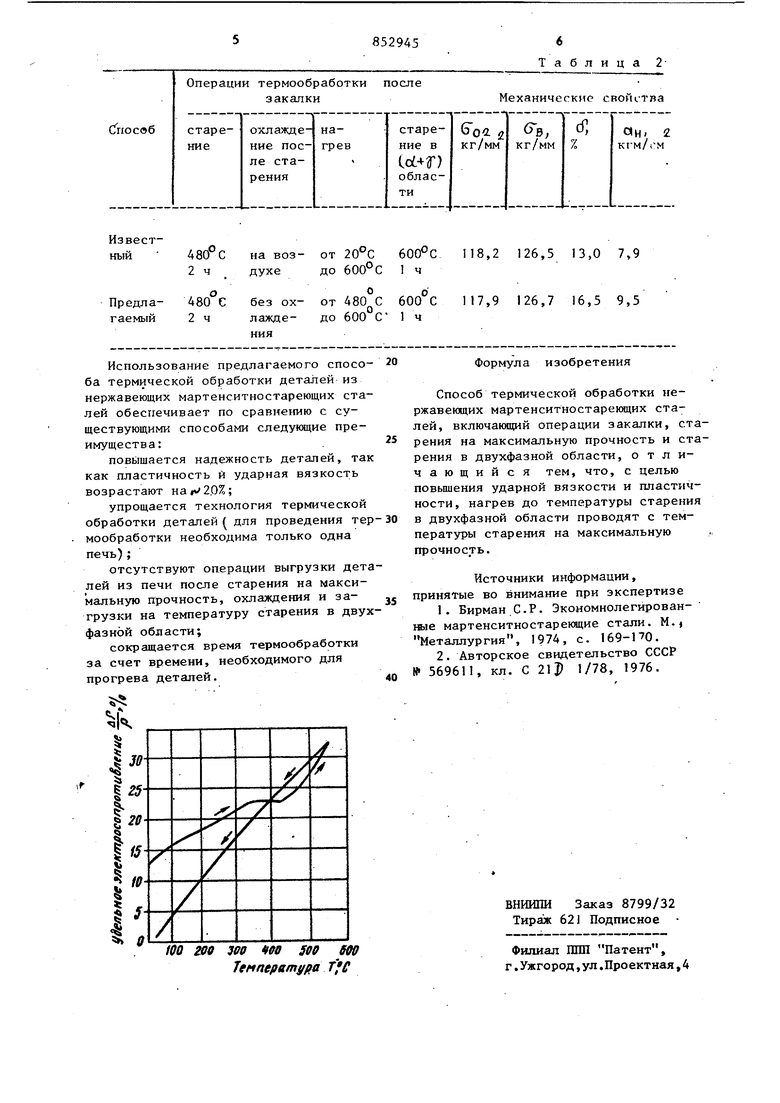
Изобретение относится к машиио- . строению и может быть использовано при термической обработке деталей из нержавеющих мартенситностареющих сталей, работающих при низких температурах (л о-196 0). Ппастичность и вязкость нержавеющих мартенситностареющих сталей зависят от режима старения Известны способы термической обработки деталей из мартенситностареющих сталей, включающие двойное старекие для получения достаточно высокой ударной вязкости: низкотемпературное, затем высокотемпературное старение р Однако такие способы не-обеспечивают требуемого для достижения высокой ударной вязкости фазового состава - наличия в структуре вторичного аустенита. Известен способ термической обработки нержавеющих мартенситностареющих сталей, включающий операции закалки, старения на максимальную прочность, охлаждения на воздухе-и после дующего старения в двухфазной аустенитно-мартенситной области C JОднако этот способ обработки не позволяет получить максимальные значения пластичности и ударной вязкости наряду с высокой прочностью, так как при охлаждении после старения на максимальную прочность и повторном нагреве в двухфазную область детали дважды проходят интервал температур (350-А50°С), при которых выделяется Я-фаза (Fe.Ni )(Mo,Til,5, низкотемпературная упрочняющая фаза и происходит расслоение твердого раствора по хрому, что повьпиает склонность нержавеющих мартенситностареющих сталей к хрупкому разрушению. На чертеже представлена температурная зависимость удельного электросопротивления . В интервале температур 350-450 с наблкщается площадка, т.е. с возрастанием температуры удельное электросопротивление не увеличивается, что свидетельствует о распаде твердого раствора в указанном температурном интервале. Цель изобретения - получение на деталях изнержавеющих мартрнситностарекхцих сталей более высоких значений пластичности и ударной вязкос ти без снижения их прочностных характеристик . Это достигается тем, что в извес ном способе, включающем операции за калки, старения на максимальную про ность и старения в двухфазной облас ти, нагрев до температуры старения в двухфазной области проводят с тем .пературы старения на максимальную прочность. После старения на максимальную прочность детали не охлаждаются на воздухе. Исключение операции охлаждения после старения на максимальную прочность и, следовательно, последующего прохождения при нагреве интервала температур 350-450 С приводит к тому, что в деталях не происходит выделение R-фазы, низкотемпературной упрочняющей фазы и расслоение твердого раствора по хрому. Из табл. 1 видно, что обработка по Q предлагаемому способу по сравнению с известным обеспечивает повышение пластичности и вязкости на 20%., 5 4 Этот способ термической обработки приводит к значительному повьшению пластичности и ударной вязкости нержавеющих мартенситностареющих сталей без потери прочностных характеристик. П р и м е р. Проводится термическая обработка деталей из нержавеющей мартенситностареющей стали ОЗХПН10М2Т (ЭП678-ВД), изготовленных . из одной поковки кольца толщиной 160 мм. Детали подвергаются закалке и старению на максимальную Прочность при 480 С в течение 2 ч, затем группа деталей подвергается нагреву до температуры старения в двухфазной аустенитно-мартенси.тной области - 600 С, выдерживается 1 ч и охлаждается на воздухе. Дпя сравнения другая группа деталей после закалки и старения на максимальную прочность охлаждается на воздухе, затем вновь нагревается до 600 С, выдерживается 1 ч и также охлаждается на воздухе. Полученные результаты испытаний образцов с поперечгам направлением волокна приведены в табл. 1. Таблица 1 В табл. 2 представлены результаты испытаний образцов (вырезанных из кольца) с продольным направлением волокна, обработанных по известному и по предлагаемому способам.
ИзвестИспользование предлагаемого способа термической обработки деталей из нержавеющих мартенситностареющих сталей обеспечивает по сравнению с существующими способами следующие преимущества:.
повышается надежность деталей, так как пластичность и ударная вязкость возрастают на л2.0%;
упрощается технология термической обработки деталей для проведения тер мообработки необходима только одна печь);
отсутствуют операции выгрузки деталей из печи после старения на максимальную прочность, охлаждения и загрузки на температуру старения в двухфазной области;
сокращается время термообработки за счет времени, необходимого для прогрева деталей.
|Ч
Формула изобретения
Способ термической обработки нержавеющих мартенситностареющих сталей, включакиций операции закалки, старения на максимальную прочность и старения в двухфазной области, отличающийся тем, что, с целью повьшения ударной вязкости и пластичности, нагрев до температуры старения в двухфазной области проводят с температуры старения на максимальную прочность.
Источники информации, принятые во внимание при экспертизе
