1
Изобретение относится к машиностроению, а именно к способу изготовления торсионов.
Известен способ изготовления пластинчатого торсиона винтообразной формы, заключающийся в том, что собирают торсион из основных пластин одинакового размера, заневоливают их с последующей термофиксацией и контролируют характеристики торсиона 1.
Указанный способ изготовления пластинчатого торсиона винтообразной формы является наиболее близким к изобретению по технической сущности и достигаемому результату.
Недостатком указанного способа изготовления торсиона является то, что в нем не предусмотрена регулировка для установки крутящего момента и используется прокатная лента повышенной точности. Кроме того, в изготовленный торсион нельзя добавлять пластины, так как отдельно изготовленные пластины будут иметь другую форму прилегания к соседним пластинам, а следовательно, будут менять характер работы торсиона и даже приводить к поломкам. Поэтому, если в процессе создания торсиона получается
крутящий момент М рМеньще требуемой величины Мцртье О торсион идет в брах.
Целью изобретения является уменьшение объема отбраковки торсионов путем повышения точности установки крутящего момента торсиона Мкр.
Указанная цель достигается тем, что при
сборке между основными пластинами одинакового размера размещают дополнительные пластины с меньшей толщиной или шириной, а после термофиксации и контроля фактиfQ ческих характеристик торсиона для регулирования требуемого крутящего момента часть дополнительных пластин удаляют.
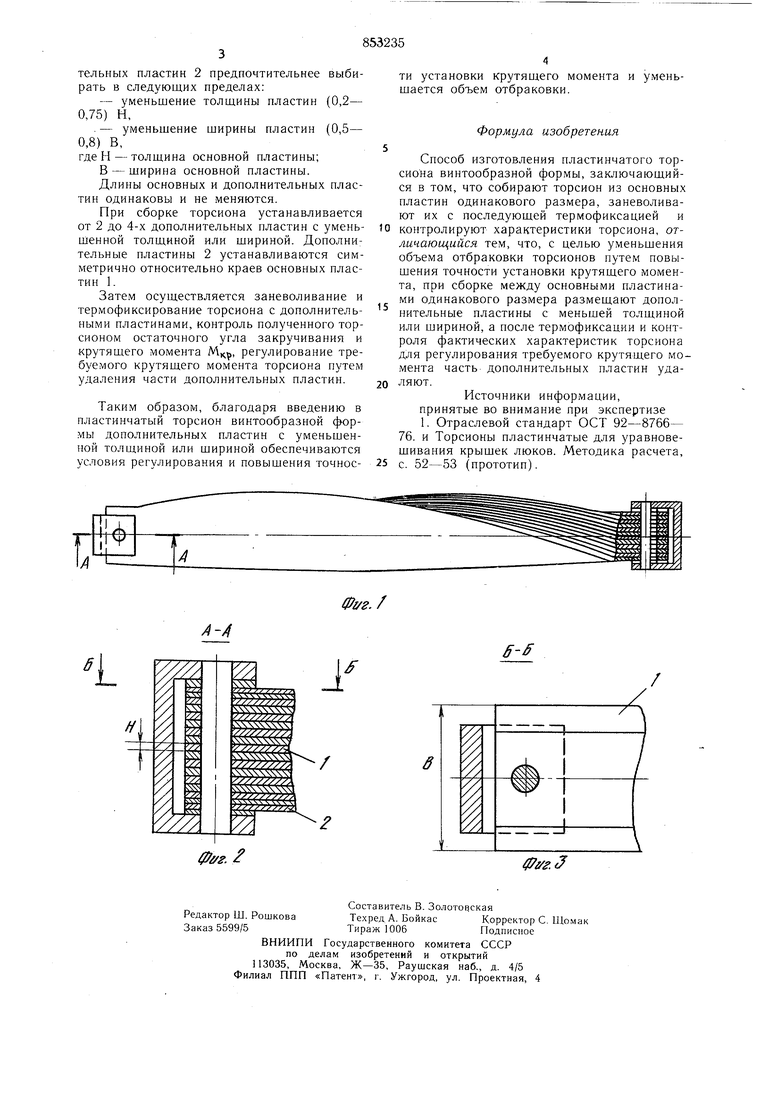
На фиг. I изображен торсион, из отовленный указанным способом; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - сечение S Б-Б фиг. 2.
Способ изготовления пластинчатого торсиона винтообразной формы включает в себя следующие операции.
Собирают торсион из основных пластин 1 одинакового размера; между ними размеща20 ют дополнительные пластины 2 с меньщей толщиной или щириной.
За исходные величины принимаются размеры основных пластин 1. Размеры дополнительных пластин 2 предпочтительнее выбирать в следующих пределах: - уменьшение толщины пластин (0,2- 0,75) Н, . - уменьшение ширины пластин (0,5- 0,8) В, где Н - толщина основной пластины; В - ширина основной пластины. Длины основных и дополнительных пластин одинаковы и не меняются. При сборке торсиона устанавливается от 2 до 4-х дополнительных пластин с уменьшенной толщиной или шириной. Дополнительные пластины 2 устанавливаются симметрично относительно краев основных пластин 1. Затем осуществляется заневоливание и термофиксирование торсиона с дополнительными пластинами, контроль полученного торсионом остаточного угла закручивания и крутящего момента М, регулирование требуемого крутящего момента торсиона путем удаления части дополнительных пластин. Таким образом, благодаря введению в пластинчатый торсион винтообразной формы дополнительных пластин с уменьщенной толщиной или щириной обеспечиваются условия регулирования и повышения точноети установки крутяпдего момента и уменьшается объем отбраковки. Формула изобретения Способ изготовления пластинчатого торсиона винтообразной формы, заключающийся в том, что собирают торсион из основных пластин одинакового размера, заневоливают их с последующей термофиксацией и контролируют характеристики торсиона, отличающийся тем, что, с целью уменьшения объема отбраковки торсионов путем повышения точности установки крутящего момента, при сборке между основными пластинами одинакового размера размещают дополнительные пластины с меньшей толщиной или щириной, а после термофиксации и контроля фактических характеристик торсиона для регулирования требуемого крутящего момента часть дополнительных пластин удаЛЯЮТ. Источники информации, принятые во внимание при экспертизе 1. Отраслевой стандарт ОСТ 92-8766- 76. и Торсионы пластинчатые для уравновешивания крышек люков. Методика расчета, с. 52-53 (прототип).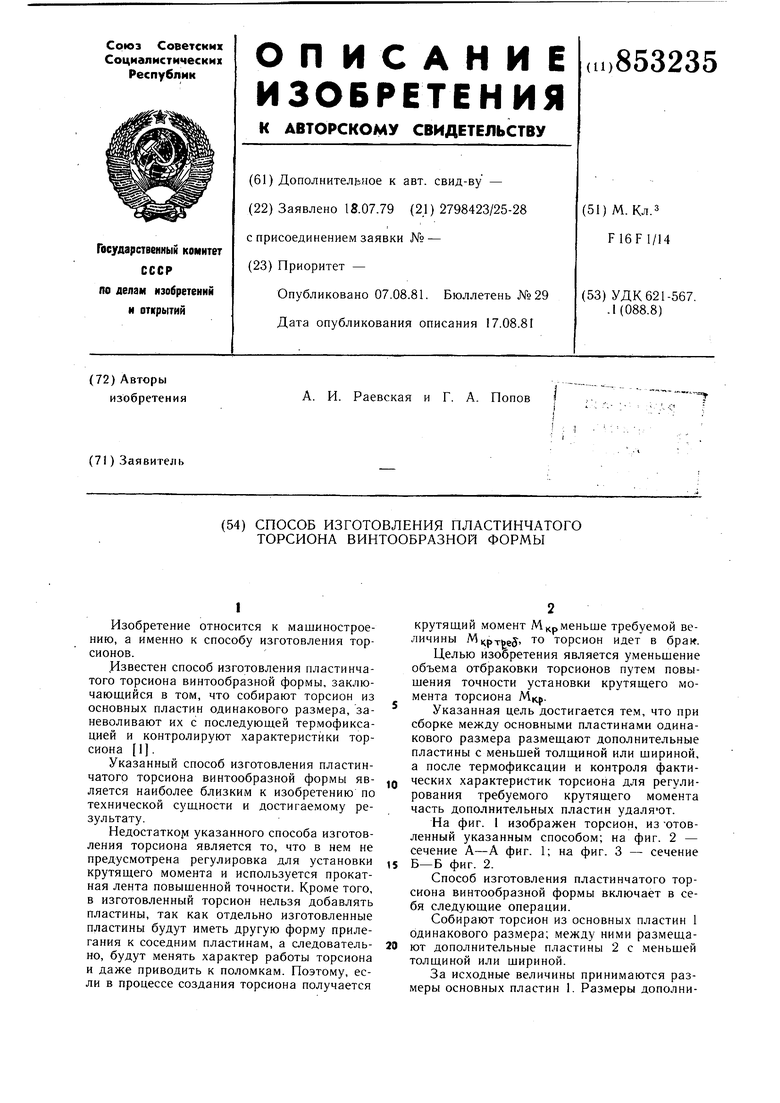
| название | год | авторы | номер документа |
|---|---|---|---|
| ТОРСИОННЫЙ ПЕРЕДАЮЩИЙ ЭЛЕМЕНТ С УПРУГИМ ОТВЕТНЫМ ДЕЙСТВИЕМ | 2014 |
|
RU2648486C2 |
| СПОСОБ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖА ДЛЯ РЕМОНТА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2002 |
|
RU2235188C2 |
| ЭНЕРГОПОГЛОЩАЮЩИЙ БУФЕР ГРУЗОВОГО АВТОМОБИЛЯ | 2004 |
|
RU2263592C1 |
| Способ изготовления тормозных дисков | 1980 |
|
SU941751A1 |
| Способ контроля качества рабочих лопаток турбомашин с бандажными полками | 2024 |
|
RU2837492C1 |
| Способ регулирования величины натяжения | 1974 |
|
SU623513A3 |
| КОНЦЕНТРИЧЕСКАЯ СИММЕТРИЧНАЯ СИСТЕМА ТЕПЛООБМЕННИКОВ С РАЗВЕТВЛЕННОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2663676C1 |
| СПОСОБ ВЕРТИКАЛЬНОЙ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 1991 |
|
RU2022741C1 |
| СПОСОБ УМЕНЬШЕНИЯ НАПРЯЖЕНИЯ ГАРНИТУРНОЙ ЛЕНТЫ В МАШИНЕ ДЛЯ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ, СПОСОБ УМЕНЬШЕНИЯ ОТБРАКОВКИ В МАШИНЕ ДЛЯ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ И ГАРНИТУРНОЕ УСТРОЙСТВО ДЛЯ МАШИНЫ ДЛЯ ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ | 2018 |
|
RU2747031C2 |
| ТОРСИОННЫЙ ОГРАНИЧИТЕЛЬ ДВИЖЕНИЯ ДВЕРИ | 2012 |
|
RU2587559C2 |
