(54) СПОСОБ ИЗГОТОВЛЕНИЯ ТОРМОЗНЫХ ДИСКОВ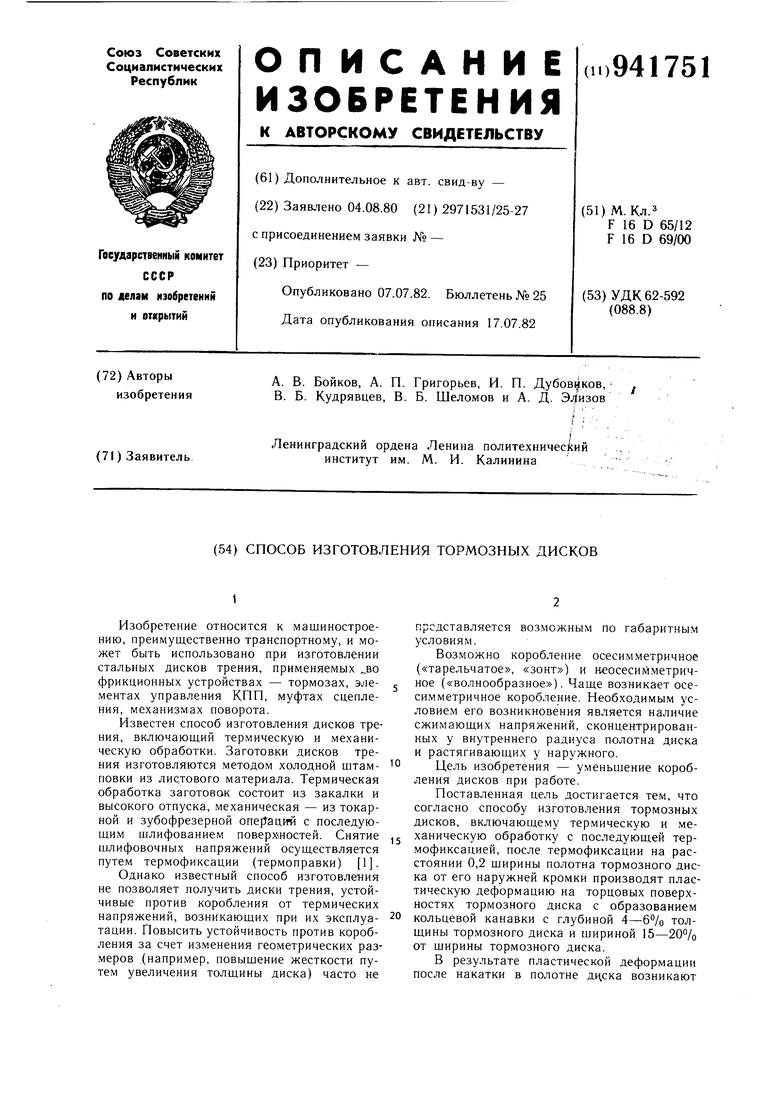
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФРИКЦИОННЫХ ДИСКОВ ТРЕНИЯ | 2001 |
|
RU2210477C2 |
| Способ получения заготовок дисковых изделий | 1988 |
|
SU1678492A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
| РОТОР ТОРМОЗНОГО ДИСКА МОТОЦИКЛА | 2010 |
|
RU2454577C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОЙ ТРУБЫ С KLM-РЕБРАМИ | 2012 |
|
RU2574146C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523395C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОГО САМОСМАЗЫВАЮЩЕГОСЯ ПОДШИПНИКА СКОЛЬЖЕНИЯ НАВИВКОЙ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2013 |
|
RU2550902C1 |
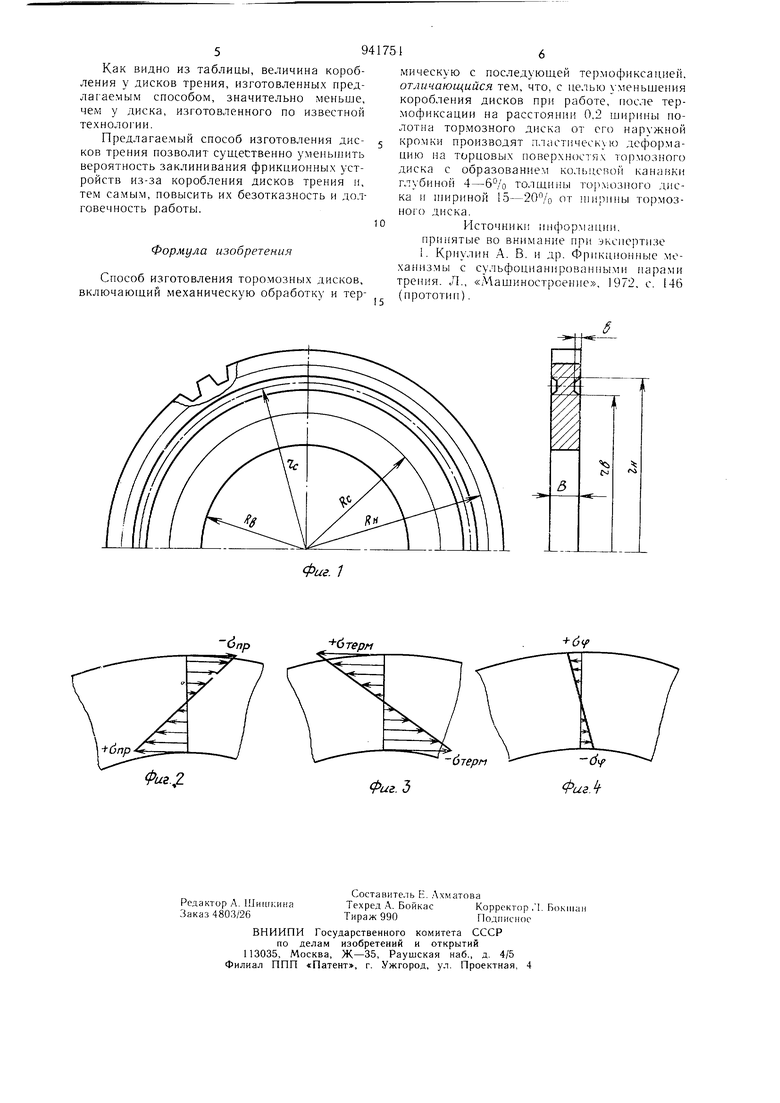
Изобретение относится к машиностроению, преимущественно транспортному, и может быть использовано при изготовлении стальных дисков трения, применяемых во фрикционных устройствах - тормозах, элементах управления КПП, муфтах сцепления, механизмах поворота. Известен способ изготовления дисков трения, включающий термическую и механическую обработки. Заготовки дисков трения изготовляются методом холодной штамповки из листового материала. Термическая обработка заготовок состоит из закалки и высокого отпуска, механическая - из токарной и зубофрезерной операций с последующим шлифованием поверх ностей. Снятие шлифовочных напряжений осуществляется путем термофиксации (термоправки) 1. Однако известный способ изготовления не позволяет получить диски трения, устойчивые против коробления от термических напряжений, возникающих при их эксплуатации. Повысить устойчивость против коробления за счет изменения геометрических размеров (например, повыщение жесткости путем увеличения толщины диска) часто не представляется возможным по габаритным условиям. Возможно коробление осесимметричное («тарельчатое, «зонт) и неосесиМметричное («волнообразное). Чаще возникает осесимметричное коробление. Необходимым условием его возникновения является наличие сжимающих напряжений, сконцентрированных у внутреннего радиуса полотна диска и растягивающих у наружного. Пель изобретения - уменьшение коробления дисков при работе. Поставленная цель достигается тем, что согласно способу изготовления тормозных дисков, включающе.му термическую и механическую обработку с последующей термофиксацией, после термофиксации на расстоянии 0,2 щирины полотна тормозного диска от его наружней кромки производят пластическую деформацию на торцовых поверхностях тормозного диска с образованием кольцевой канавки с глубиной 4-6% толщины тормозного диска и шириной 15-20% от ширины тормозного диска. В результате пластической деформации после накатки в полотне дцска возникают предварительные напряжения, обратные по знаку термическим напряжениям, возникающим в процессе эксплуатации. На фиг. 1 представлен диск трения с указанием расположения места накатки (RH, RB, RC - соответственно наружный, внутренний и средний радиусы поверхности трения; г, г, г - соответственно наружный, внутренний и средний радиусы част поверхности диска, подвергнутой операции накатки; В - толщина диска; в - глубина пластического деформирования в результате накатки); на фиг. 2 - эпюра предварительных напряжений ёлр возникающих в результате накатки части поверхности трения в зоне между наружны.м и средним радиусами диска; на фиг. 3 - термические наприжения, возникающие и накапливающиеся в диске при его эксплуатации; на фиг. 4 - эпюра фактических напряжений 6ф являющаяся результатом совместного дейстВИЯ предварительных напряжении, полученных при накатке, и термических напряжений, возникающих в процессе эксплуатации. Поскольку предварительные напряжения, возникающие в результате накатки части поверхности трения в зоне между наруж- 25 ным и средним радиусами диска, противоположны по знаку термическим напряжениям, возникающим при эксплуатации, фактические напряжения всегда уменьшены на величину . . Величина коробления от термических напряжений при этом существенно уменьшается.
Предлагае.мым способо.м изготовляют диски трения из стали ЗОХТСА. Геометрические
20
15
оптимальных параметров накатки (ПО ширине и месту расположения накатанной зоны) .
Для получения сравнительных данных параллельно были проведены контрольные испытания диска, изготовленного по известной технологии (диск 3). У всех дцсков контролировалось отклонение от плоской формы.
1/3
0,66
1/5
0,08 размеры дисков, мм; наружный радиус 250; внутренний радиус 225; толщина 4. В результате расчета величин напряжений, возникающих при пластическом деформировании части поверхности трения, при накатке, и величин возможных окружных напряжений, возникающих при экспулатации, определяют место и величину зоны накатки, а также требуемую глубину деформации. Установлены следующие оптимальные для данной конструкции и материала параметры накатки: накатке подвергаются обе поверхности трения вблизи их наружного радиуса; щирина накатанной части поверхности трения составляет 15-20% от ширины полотна диска; средний радиус накатанной части поверхности трения удален от наружного радиуса диска на 1/5 щирины полотна диска; глубина пластического деформирования при накатке составляет 4-6% толщины диска В таблице приведены результаты испытаний. Диски 1 и 2 были изготовлены в соответс1вии с предлагаемым способо.м, из которых диск 2 был изготовлен в полном соответствии с полученными оптимальными параметра.ми для данной конструктивной реализации, а диск 1 имел отклон от Как видно из таблицы, величина коробления у дисков трения, изготовленных предлагаемым способом, значительно меньше, чем у диска, изготовленного по известной технологии. Предлагаемый способ изготовления дисков трения позволит существенно уменьп1ить вероятность заклинивания фрикционных устройств из-за коробления дисков трения li, тем самым, повысить их безотказность и долговечность работы. Формула изобретения Способ изготовления торомозных дисков, включающий механическую обработку и термическую с последующей термофиксацией. отличающийся тем, что, с целью уменьщения коробления дисков при работе, после термофиксации на расстоянии 0.2 щирины полотна тормозного диска от его наружной кромки производят пластическую деформацию па торцовых поверхностях тормозного диска с образованием кольцевой канагжи глубиной 4-6°/о толщины .:Озпого диска и пцфиной 15-20 /о от ширины тормозного диска. Источники информации, принятые во внимание при экспертизе 1. .Л. В. и др. Фрикционные механизмы с сульфоцианироваппыми нарами трения. Л., «Мащиностроение. 1972. с. 146 (ирототип).
