В основной авторском свидетельстве №79524 описан метод ускоренной цементации стали при нагреве током высокой частоты деталей предварительно помещенных в сосуд c керосином.
Согласно описываемому предложению этот метод заключается в том, что науглерожевание осуществляется на поверхности плоских и сферических стальных пластин, а также с внутренней поверхности стальных барабанов.
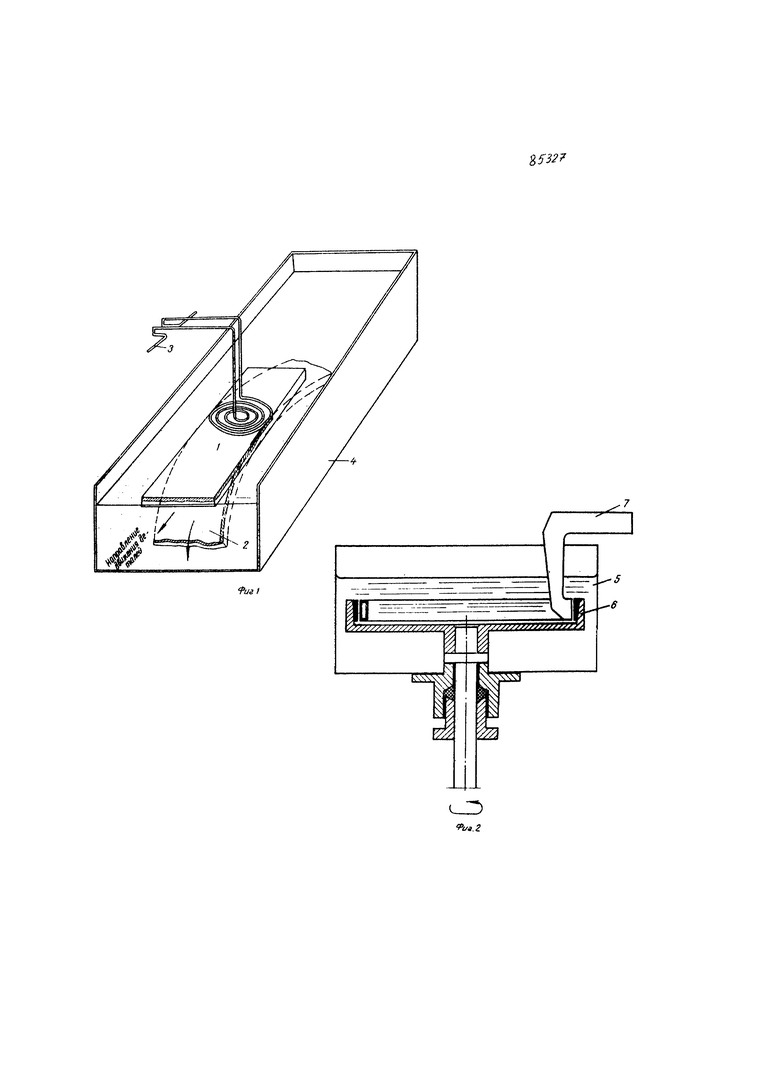
На фиг. 1 изображена схема установки для цементации деталей с плоской или сферической поверхностями, на фиг. 2 - схема установки для цементации внутренней поверхности барабана.
Способ цементации таких деталей заключается в том, что в ванну с керосином помещается плоская или сферическая деталь. Над плоской деталью 1 (фиг. 1) или сферической 2, располагается торцевый индуктор 3 для нагрева верхней поверхности детали твч до 1150°Ц; 4 - керосиновая ванна. Стрелками обозначено направление движения детали.
По мере расплавления верхнего слоя плоской детали или сферы, последние передвигаются параллельно индуктору, в результате чего вся необходимая поверхность детали или сферы могут быть науглерожены до требуемой степени и глубины.
Указанный методом получается двухслойная сталь с мягким основанием и твердым поверхностным слоем (отбеленный чугун) глубиной 7 мм и более.
Во втором случае (фиг. 2) в круглый открытый бак 5, залитый керосином, на ось насаживается барабан 6. В барабан вводится индуктор 7 для нагрева внутренней поверхности, образующей полый цилиндр.
Одновременно с нагревом и оплавлением указанной поверхности производится вращение барабана и центробежной силой слой расплавленного металла концентрично удерживается центробежной силой на внутренней поверхности барабана. При достижении необходимой глубины диффузии углерода в жидком слое стали твч выключается и слой, остывая, закрепляется на внутренней поверхности барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЕНД ЛАЗЕРНОЙ ЗАКАЛКИ ОПОРНОЙ ПОВЕРХНОСТИ ИГЛ ВРАЩЕНИЯ ВЫСОКОСКОРОСТНЫХ ЦЕНТРИФУГ | 2012 |
|
RU2527979C2 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧЕЙ ПОВЕРХНОСТИ ЗУБЬЕВ | 2010 |
|
RU2436850C2 |
| СПОСОБ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2044105C1 |
| Способ комплексного поверхностного упрочнения деталей | 1989 |
|
SU1779694A1 |
| Способ цементации стальных изделий | 1990 |
|
SU1731869A1 |
| Способ изготовления биметаллических втулок сталь-баббит | 2015 |
|
RU2643000C2 |
| Способ термической обработки износостойких втулок буровых насосов нефтегазового оборудования из инструментальных хромистых сталей | 2018 |
|
RU2708722C1 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| Способ цементации стальных изделий | 1987 |
|
SU1611982A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
Способ скоростного получения науглероженного слоя на изделиях из малоуглеродистых марок стали при нагреве их током высокой частоты, по авторскому свидетельству №79524, отличающийся тем, что деталь или индуктор перемечаются в керосине, благодаря чему нагревается, науглероживается и охлаждается вся поверхность пластины, а индуктор стационарно помечают с внутренней стороны цементируемого барабана, который при его вращении нагревается, цементируется и охлаждается.
