(54) ПРИВОД ПЕРИОДИЧЕСКОЙ ПОДАЧИ МЕТАЛЛОРЕЖУЩИХ Изобретение относится к автоматизированным электроприводам и быть использовано в качестве привада периодической пода чи металлорежущих станков с преднабором (заданием общего перемещения). Известно устройство для управления переме щением исполнительного органа двигателя постоянного тока, содержащее двигатель, блок пуска, блок торможения, датчик импульсов, блок задания перемещения и блок сравнения 1 . В момент равенства фактического и заданного перемещения подается команда на торможение двига теля, поступающая с блока сравнения. Недостатком такого устройства является неточность отработки заданного перемещения изза невозможности учета выбега двигателя при торможеиии. близким по технической сущности к то&ретента является привод периодичеосой подачи, содержащий последоватефно соединенные блок управления, электродвигатель, датчик импульсов, пфвый реверсивный счетчик, подключенный вторые входом к выходу задат- .
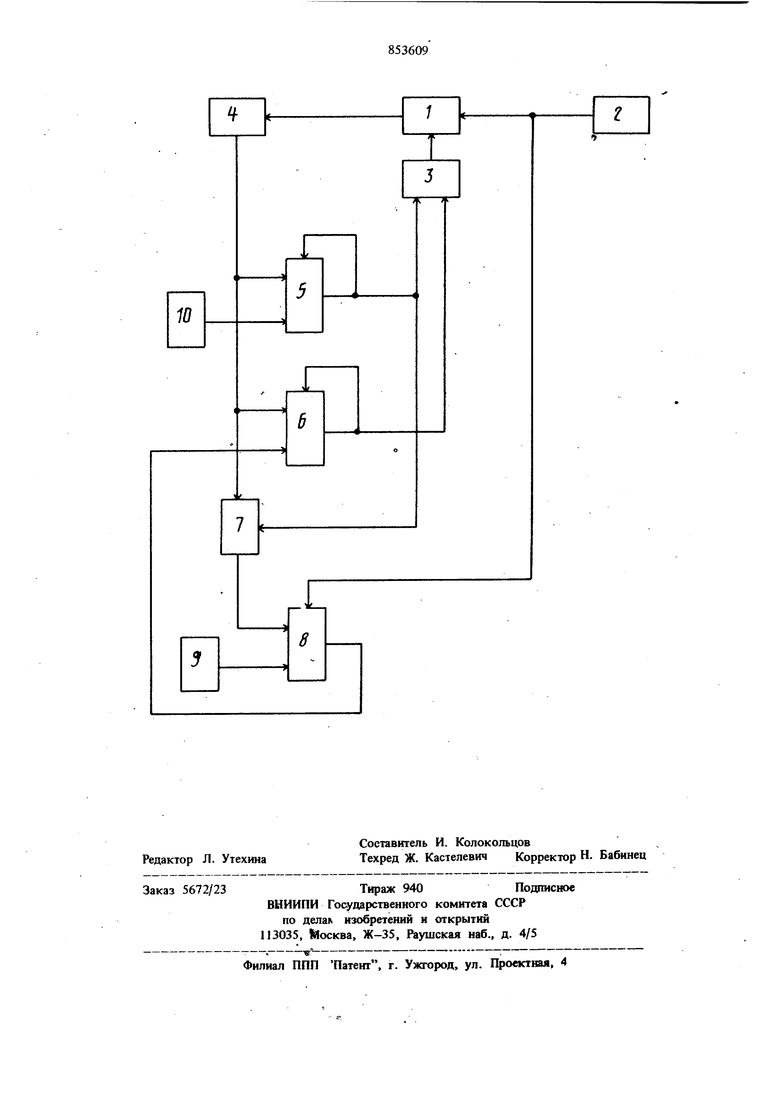
СТАНКОВ чика периодической подачи, и блок торможения 2. Недостатком этого привода является низкая точность. Целью изобретения является повыщенне точности работы привода. Поставленная цель достш-ается тем, что предложенный привод содержит ключевой злемент и последовательно соедииеншле задатчик перемещения, второй реверсивный счетчик и третий реверсивный счегяис, второй вход которого соединен с выходом даттака импульсов и с первым входом ключевого элемента, выход - с вторым входом блока торможения и третьим входом третьего реверсивного счетчика. Выход и третий вход первого реверсивното счетчика через ключевой элемент соедшкяы с вторым входом второго реверсивного счетчика, подключенного третьим входом к выходу блока управления. Функш{ошиш{ая схема привода показана на чертеже. Устройство электродвигатель I, блок управления 2, блок троможепия 3, датчик
импульсов 4, первый реверсивный счетчик 5, третий реверсивный счетчик, 6, ключевой элемент 7, второй реверсивный счетчик 8, задатчик перемещения 9 и задатчик периодической подачи 10.
Устройство работает следующим образом.
Необходимое число оборотов двигателя 1, а следовательно, и заданное общее перемещение рабочего органа станка задаются с помощью задатчика перемещения 9. Это число записывается на первом входе счетчика 8. Величина периодической подачи задается с помощью задатчика 10 и в виде числа записывается на втором входе счетчика 5. При поступлении команды с блока 2 второй вход второго счетчика 8 устанавливается на нуль, и начинает работать двигатель 1. При работе двигателя 1 датчик импульсов 4 подает импульсы на первый вход счетчика 5 и второй вход счетчика 6. При равенстве чисел импульсов, заданных с помощью задатчика 10 и отработанных, поступивших от датчика импульсов 4, счетчик 5 вырабатывает сигнал, который подается на блок торможения 3 и одновременно на гащение счетчика 5 и на замыкание элемента 7. С этого момента начинается торможение двигателя 1, на первом входе счетчика 5 и втором входе счетчика 8 записывается число импульсов, определяемое выбегом двигателя, которое в счетчике 8 вычитается из общего задания, а результат вычитания пост пает на первый вход счетчика 6. В следующий цикл периодической подачи команда на торможение двигателя 1 будет подаваться после того, как двигатель отработает число оборотов, меньше заданного на величину, соответствующую выбегу двигателя при торможении в течение предыдущего цикла, записанного на первом входе счетчика 5. На первом входе счетчика 6 будет записано после первого пикла работы число, равное разности заданного общего перемещения и тормозного пути, поступившее с выхода счетчика 8. При равенстве числа импульсов счетчика 8 и числа импульсов накопленного на втором входе счетчика 6
В течение циклов работы периодической подачи, на выходе счетчика 6 формируется команда, поступающая на второй вход блока торможения 3. И начинается торможение двигателя, даже в том случае, если не закончена отработка периодической подачи.
Привод позволяет за счет учета выбега электродвигателя при торможении в моменты периодических подач заданном общем перемещении увеличить точность отработки общего перемещения, а за счет этого уменьшить машиное время обработки до 5%.
Формула изобретения
Привод периодической подачи металлорежущих станков, содержащий последовательно соединенные блок управления, электродвигатель, датчик импульсов, первый реверсивный счетчик, подключенный вторым входом к выходу задатчика периодической подачи, и блок торможения подключенный выходом ко второму входу электродвигателя, отличающийся тем, что, с целью повышения точности работы привода, он содержит ключевой элемент и последовательно соединенные задатчик перемещения, второй реверсивный счетчик и третир реверсивный счетчик, второй вход которого соединен с выходом датчика импульсов и с первым входом ключевого элемента, выход - с вторым входом блока торможения и третьим входом третьего реверсивного счетчика, выход и третий вход первого реверсивного счетчика через ключевой элемент соединены с вторым входом второго реверсивного счетчика, подключенного третьим входом к выходу блока управления.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 446034, кл. G 05 В 19/18, 1974.
2.Авторское свидетельство СССР № 617235, .кл. В 23 q 5/00, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод периодической подачи металлорежущих станков | 1981 |
|
SU981938A1 |
| Привод периодической подачиМЕТАллОРЕжущиХ CTAHKOB | 1979 |
|
SU813370A1 |
| Устройство для программного управления | 1977 |
|
SU734620A1 |
| Привод периодической подачи | 1980 |
|
SU884948A1 |
| Привод периодической подачи металлорежущих станков | 1983 |
|
SU1126929A1 |
| Позиционный электропривод | 1990 |
|
SU1778904A1 |
| Устройство для управления приводом станка | 1977 |
|
SU734618A1 |
| Привод периодической подачи | 1981 |
|
SU963798A1 |
| Устройство для управления приводом подачи стола плоскошлифовального станка | 1986 |
|
SU1348771A1 |
| Система программного управления подачей длинномерного материала в рабочую зону обрабатывающей машины | 1986 |
|
SU1335932A1 |
8
