1134
Изобретение относится к автоматическим системам управления и может быть использовано в качестве привода подач металлорежущих станков, в частности плоскошлифовальных.
Цель изобретения - повышение точности обработки детали.
На чертеже представлена функциональная схема устройства управления приводом подачи стола плоскопшифоваль ного станка.
Устройство содержит задатчик 1 величины перемещения, нуль-орган 2, блок 3 реверса задания скорости, за- датчик 4 ускорения, усилитель 5 мощности, элек,тродвигатель 6, датчик 7 числа импульсов, третий элемент И 8, делитель 9 импульсов, элемент ИЛИ 10, третий ключевой элемент 11, счет- чик 12 импульсов, триггер 13, первый ключевой элемент 14, четвертый ключевой элемент 15, датчик J6 среднего положения, второй элемент И 17, первый элемент И 18, первый элемент НЕ 19 второй ключевой элемент 20, пятый ключевой элемент 21, датчик 22 скорости, блок 23 сравнения, второй элемент НЕ 24.
Устройство управления работает следующим образом.
Устройство работает в двух режимах. В первом режиме, когда снимается черновой припуск с детали, обеспечивается процесс шлифования всей дета- ли на участках как пуска, так и торможения электропривода. Во втором режиме, снимается чистовой припуск, процесс шлифования производится только ija установившейся скорости, чтобы обеспечить точность и качество обрабатываемой детали, т.е. привод работает согласно выбранному прототипу. Режимы работы изменяет блок,
названный ключевым элементом 20 переключения вертикальных подач. Фактически этим ключом в устройстве является команда логического нуля или единицы, которая поступает от привода вертикальной подачи.
В исходном положении на выходе триггера 13 присутствует уровень логического О. В это же время уровни логических нулей присутствуют на выходах счетчика 12.
, Сигнал с выхода задатчика 1 величины перемещения (может быть вьшол- нен в виде программных переключателей тип ТШЮ-ХВ), пропорциональный
5 0 5
0
д 0
5
Q
12
половине заданного перемещения, по- ст тпает на первый вход нуль-органа 2.
Поскольку процесс шлифования начинается с черновых подач, то от привода вертикальной подачи, осуществляющего переключение с черновых подач на чистовые при снятии чернового npimycKa, поступает сигнал, который открьшает ключевой элемент 20 переключения вертикальных подач. На выходе ключевого элемента 20 при снятии чернового припуска присутствует сигнал логической 1, который открывает элементы 14 и 11.
Когда снимается чистовой припуск, на выходе ключевого элемента 20 присутствует сигнал логического О. Переключение его или измеиение сигнала на противоположный осуществляет привод вертикальной подачи. Сигнал с выхода ключевого элемента 20 поступает на входы ключевых элементов 14 и 11. Последние открьшаются. Сигнал с выхода ключевого элемента 20, инвертированный элементом НЕ 19, поступает на первый вход ключевого элемента 15, закрьшая его, и на вход элемента И 18, с выхода которого сигнал уровня О поступает на вход ключевого элемента 21, закрьшая его. При запуске привода сигнал с блока 3 реверса задания скорости, пропорциональный заданной скорости перемещения, поступает на первый вход блока 23 сравнения, через задатчик 4 ускорв ния, который может быть выполнен в виде емкостно-диодного иди интегро- задающего устройства - на усилитель 3 мощности и далее на электродвигатель 6. Задатчик 4 ускорения формирует линейно изменяющийся во времени задающий сигнал, т.е. ускорение привода при пуске и торможении одинаково, а следовательно, перемещения привода при пуске и торможении равны. При разгоне привода на вход блока 23 сравнения от датчика 22 скорости поступает сигнал, пропорциональный скорости электродвигателя 6. Поскольку в процессе пуска нет равенства заданной и действительной скоростей, то на выходе блока 23 сравнения присутствует сигнал уровня О, который инвертируется элементом НЕ 24 и поступает на вход второго элемента И 8, на другой вход которого поступают импульсы от датчика 7 числа импульсов. В результате импульсы проходят
3
с выхода элемента И 8 через делитель 9 импульсов с коэффициентом 0,5 на вход элемента ИЛИ 10, а далее - через ключевой элемент II - на счетный вход счетчика 12, После окончания пуска привода сигналы на входах блока 23 сравнения равны и элемент И 8 не пропускает импульсы с датчика 7 числа импульсов, а в счетчике импульсов 12 записано число, пропорциональное половине перемещения при пуске. Когда стол с закрепленной на нем деталью достигает датчика 16 сред134
20
30
35
него положения, т,е, прошлифуется по- 45 через ключевой элемент 15 поступает ловина обрабатьгоаемой детали, на вход триггера 13 поступает сигнал, который переключает триггер 13, В результате на входе элемента И 17 - сигнал уровня 1, на вход элемента И 1 7 поступают импульсы с датчика 7 числа импульсов, т,е, разрешается прохождение импульсов через элемент ИЛИ 10 на вход ключевого элемента 1 1 и далее на вход счетчика 12 им- 25 пульсов, с выхода которого число, пропорциональное накопленному перемещению, поступает на вход нуль-органа 2, В момент равенства заданного перемещения отработанному на выходе нуль-органа 2 появляется сигнал, поступающий на вход блока 3 реверса задания скорости. Последний изменяет сигнал на противоположный, и начинается реверсирование привода. При первом реверсировании привода шлифование не производится на участке, равном половине перемещения при пуске, так как при первом пуске привод запускается с нулевой скорости. Одновременно с началом реверсирования сигнал с выхода нуль-органа 2 поступает через ключевой элемент 14 на второй вход (гашения) счетчика 12 импульсов, обнуляя последний, и переключает триггер 13 по его входу. Этим запрещается прохождение импульсов с датчика 7 через элемент И 17. Поскольку в момент реверсирования равенство между заданной и действительной скоростями нарушается, то устройство управления работает как описьша- лось вьппе, но, начиная с второго реверсирования, процесс шлифования проходит уже и на участках пуска и торможения. Это происходит потому, что в процессе первого реверсирования в счетчик 12 импульсов уже за- письшается число, пропорциональное пе40
45
50
55
на вход счётчика 12 импульсов, обнуляет последний и переключает триг гер 13, В результате на обоих входах элемента И 18 будут уровни 1, что приводит к открытию ключевого элемента 21, Тогда импульсы с датчика 7 через элемент 21 поступают на первый вход счетчика 12 и myльcoв, В момент равенства заданного перемещения отра ботанному нуль-орган 2 выдает, как и ранее, сигнал на реверсирование пр вода и переключение триггера 13, Это приводит, в свою очередь, к запрету прохождения импульсов на счетчик 12 импульсов,
Таким образом, процесс шлифования при снятии чернового припуска произв дится на участках пуска и торможения привода, а при снятии чистового припуска - только на участках установив шейся скорости,
Формула изобретени
Устройство для управления приводом подачи стола плоскошлифовальног станка, содержащее задатчик величины перемещения, подкл оченный выходом к первому входу нуль-органа, выход которого соединен с входом блока ре верса задания скорости, второй вход с первым входом триггера и первым входом первого ключевого элемента, также усилитель мощности, датчик среднего положения, выход которого подключен к второму входу триггера, отличающееся тем, что, с целью повьш1ения точности обработки деталей при шлифовании, введены задатчик ускорения, датчик скорости датчик числа импульсов, первый, второй и третий элементы И, делитель импульсов, элемент ИЛИ, блок сравнения, счетчик импульсов, два элемен8771
ремещению при пуске, а значит, и торможение привода начинается раньше на эту величину,
В момент снятия чернового припуска на выходе ключевого элемента 20 переключения вертикальных подач сигнал изменяется на противоположный, в результате закрьшаются элементы 14 0 и 11 и открьшается элемент 15, Работа устройства при этом изменяется следующим образом. Когда прошлифуется половина обрабатьшаемой детали, сигнал с выхода датчика 16 среднего положения
через ключевой элемент 15 поступает
на вход счётчика 12 импульсов, обнуляет последний и переключает триггер 13, В результате на обоих входах элемента И 18 будут уровни 1, что приводит к открытию ключевого элемента 21, Тогда импульсы с датчика 7 через элемент 21 поступают на первый вход счетчика 12 и myльcoв, В момент равенства заданного перемещения отрак ботанному нуль-орган 2 выдает, как и ранее, сигнал на реверсирование привода и переключение триггера 13, Это приводит, в свою очередь, к запрету прохождения импульсов на счетчик 12 импульсов,
Таким образом, процесс шлифования при снятии чернового припуска производится на участках пуска и торможения привода, а при снятии чистового припуска - только на участках установившейся скорости,
Формула изобретения
Устройство для управления приводом подачи стола плоскошлифовального станка, содержащее задатчик величины перемещения, подкл оченный выходом к первому входу нуль-органа, выход которого соединен с входом блока реверса задания скорости, второй вход - с первым входом триггера и первым входом первого ключевого элемента, а также усилитель мощности, датчик среднего положения, выход которого подключен к второму входу триггера, отличающееся тем, что, с целью повьш1ения точности обработки деталей при шлифовании, введены задатчик ускорения, датчик скорости, датчик числа импульсов, первый, второй и третий элементы И, делитель импульсов, элемент ИЛИ, блок сравнения, счетчик импульсов, два элемен51
та НЕ и четыре ключевьрс элемента, первый вход второго ключевого элемента является входом устройства для управления приводом подачи стола, а выход соединен с вторым входом первого и третьего ключевых элементов и через первый элемент НЕ - с первым входом четвертого ключевого элемента и с первым входом первого элемента И второй вход которого подключен к выходу триггера и первому входу второго элемента И, второй вход которого соединен с выходом датчика числа импульсов, первым входом третьего элемента И и первым входом пятого ключе вого элемента, второй вход которого подключен к выходу первого элемента И, а выход - к выходу третьего ключевого элемента и счетному входу счетчика импульсов, обнуляющий вход
Редактор А.Маковская
Составитель И.Швец Техред Л.Сердюкова
Заказ 5186/45
Тираж 862Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
487716
которого соединен с выходами первого и четвертого ключевых элементов, а выход - с вторым входом нуль-органа, выход датчика среднего положения под- кхпочен к второму входу четвертого ключевого элемента, а выход датчика скорости - к первому входу блока сравнения, соединенного вторым входом с
( выходом блока реверса задания скорости и входом задатчика ускорения, выход которого подключен к входу усилителя мощности, выход блока сравнения через второй элемент НЕ соединен с 15 вторым входом третьего элемента И, выход которого через делитель импульсов подключен к первому входу элемента ИЛИ, второй вход которого соединен с выходом второго элемента И, а выход - с вторым входом третьего ключевого элемента.
20
Корректор А.Обручар

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления круглым врезным шлифованием и устройство для его осуществления | 1988 |
|
SU1734991A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ВРЕЗНОГО ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2133186C1 |
| Устройство для программного управления шлифовальными станками | 1978 |
|
SU746430A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Способ управления рабочим циклом поперечной подачи при шлифовании и устройство для его осуществления | 1985 |
|
SU1316800A1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |
| Система адаптивного управления шлифовальным станком | 1983 |
|
SU1156000A1 |
| Устройство для управления подачейплОСКОшлифОВАльНОгО CTAHKA | 1979 |
|
SU807231A1 |
| Устройство индикации и управления для станков | 1985 |
|
SU1290262A1 |
| Способ управления процессом врезного круглого шлифования и устройство для его осуществления | 1986 |
|
SU1382636A1 |
Изобретение относится к автоматическим системам управления и может быть использовано в качестве привода подач металлорежущих станков, в частности плоскошлифовальных. Цель изобретения - повьш1ение точности обработки детали. Устройство для управления приводом подачи стола плоскошлифовального станка содержит задат- чик 1 величины перемещения, датчик 7 скорости числа импульсов, датчик 16 среднего положения, элементы И 8, 17, 18, элементы НЕ 24, 19, элемент ИЛИ 10, триггер 13, блок 3 реверса задания скорости, задатчик 4 ускорения, усилитель 5 мощности, блок 23 сравнения, счетчик 12 импульсов, делитель 9 импульсов и ключевые элементы 11, 14, 15, 20, 21. Устройство позволяет производить шлифование при снятии чистового припуска только на участках установившейся скорости, а при снятии чернового припуска - на участках пуска и торможения привода . 1 ил . с (Л Zif ЮНИж со 4 00 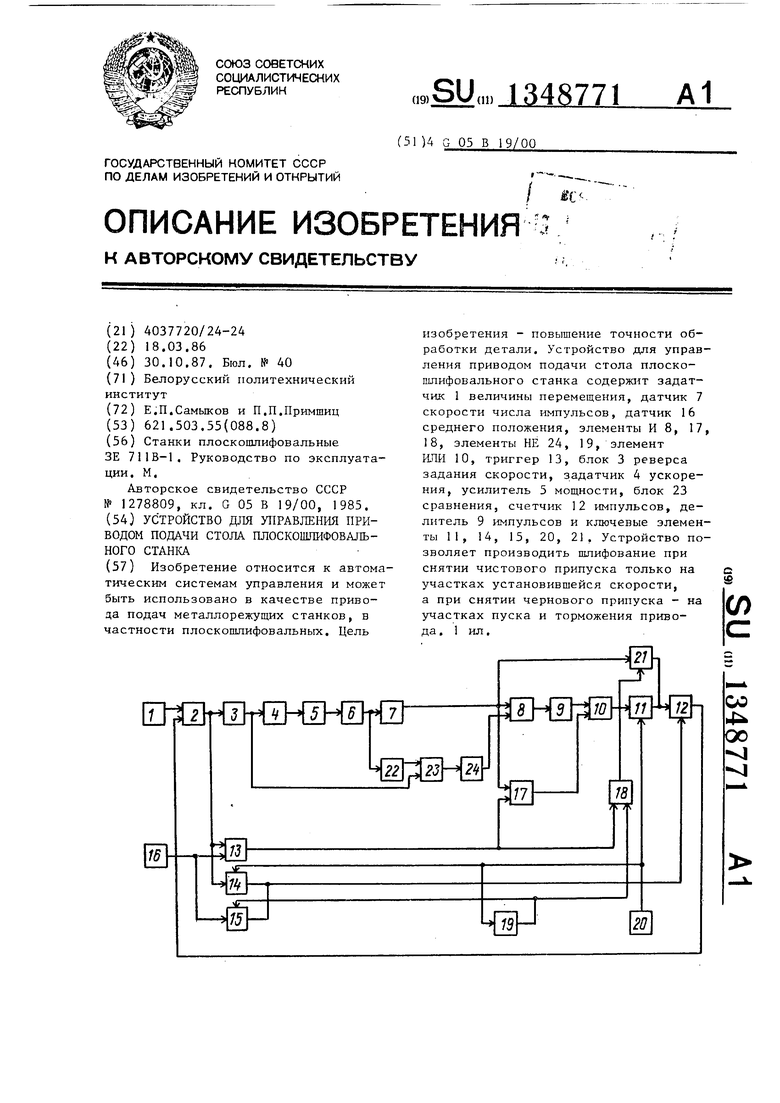

| ШТАНГЕН-ЦИРКУЛЬ С ВЫДВИЖНОЮ НОЖКОЮ | 1922 |
|
SU711A1 |
| Руководство по эксплуатации | |||
| М | |||
| Устройство для управления перемещением стола плоскошлифовального станка | 1985 |
|
SU1278809A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
