Известные прессы для упаковки хлопкового волокна в цилиндрические кипы при помощи наматывания волокна на вращающуюся скалку с одновременным обжатием образующейся кипы прижимными радиально-передвигающимися роликами, не обеспечивают постоянной скорости наматывания того же назначения.
Описываемый пресс отличается от известных тем, что скорость наматываемого волокна поддерживается постоянной с помощью привода скалки от автоматического бесступенчатого регулятора.
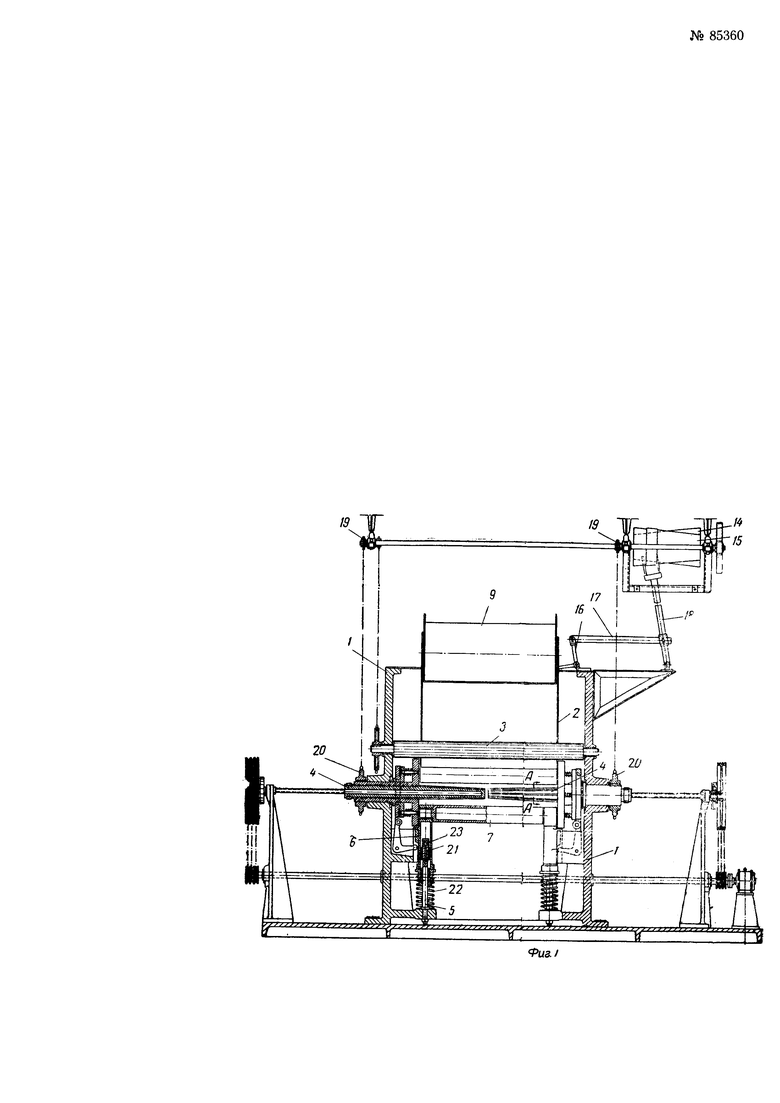
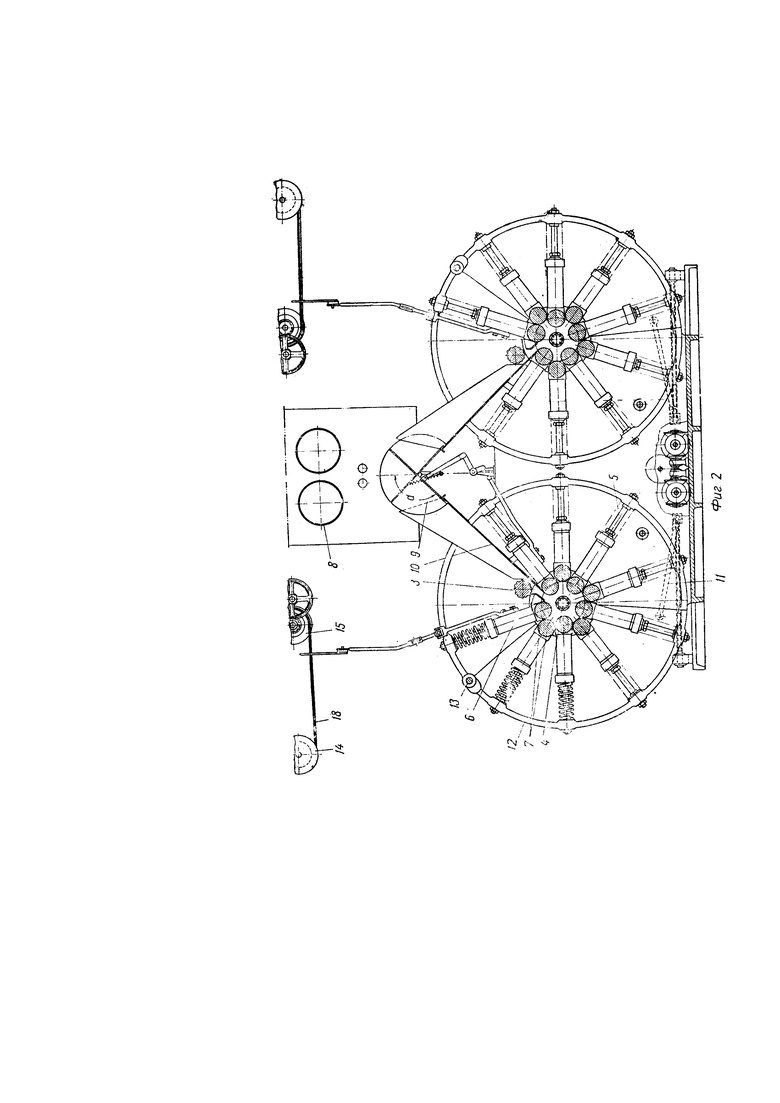
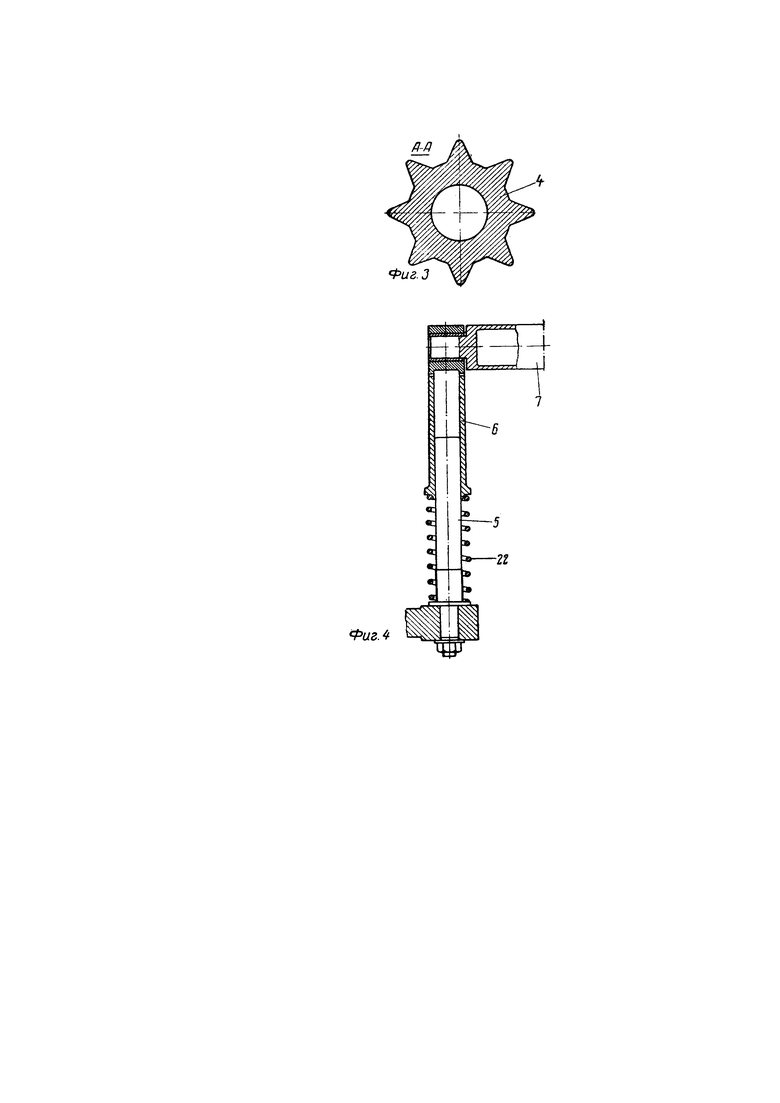
На фиг. 1 показан вид двухкамерного пресса для упаковки волокна в продольном разрезе; на фиг. 2 - вид пресса в поперечном разрезе; на фиг. 3 - сечение скалки по А-А; на фиг. 4 - вариант нажимного ролика пресса, управляемого пружиной, в разрезе.
Внутри станины 1 пресса перегородками 2 образованы две камеры прессования. В отверстия в станине вставлены втулки принудительно вращаемых уплотнительного валика 3 и скалки 4. В приливах станины жестко укреплены штоки 5 подвижных гидравлических цилиндров 6, несущих на себе нажимные ролики 7.
Из бункера 8 хлопковое волокно попадает на качающийся шток 9, направляющий его поочередно в одну и в другую камеры по лоткам 10. Валик 3 уплотняет слой волокна, а ролики 7 прижимают этот слой к скалке 4. Сначала действуют только пять роликов, которые выдвинуты ближе к скалке. По мере отжима этих роликов в радиальном направлении в работу вступают еще четыре ролика. По окончании намотки кипы скалки 4 выводятся из камер, при этом рычагом 11 сектор (дверца) 12 поднимается на шарнире 13 и освобождает кипу от действия на нее четырех роликов 7. Выталкивание кипы из камеры прессования производят ролики, действующие на кипу со стороны, противоположной открывающейся дверце пресса.
Скалки 4, наматывающие на себя «холст» из хлопкового волокна, имеют переменное число оборотов с таким расчетом, чтобы окружная скорость кипы с момента образования диаметр 140 мм, до окончания намотки диаметр 400 мм сохранялась постоянной. Переменное число оборотов скалки осуществляется с помощью бесступенчатого регулятора. С этой целью в цепь, передающую движение скалкам, включены два конических барабана 14, 15. Перемещаясь в радиальном направлении, цилиндры 6 воздействуют на рычаги 16, 17, 18, которые переводят ремень от малого диаметра ведомого барабана 14 к большему, уменьшая тем самым число его оборотов. Одновременно уменьшается число оборотов связанной с ним цепной передачей 19, 20 скалки 4. Уплотняющий валик 3 имеет самостоятельный привод с постоянным числом оборотов.
Ролики 7 свободно вращаются в подшипниках цилиндров 6. Эти цилиндры по мере намотки надвигаются на поршни 21 штоков 6, причем жидкость из полости под поршнем переливается через отверстие в поршне в полость над ним. После окончания намотки цилиндры 6 перемещаются в обратном направлении пружинами 22. Клапан 23 предназначен для ускорения обратного хода цилиндра. На фиг. 4 показан второй вариант перемещения роликов 7 без гидравлики. Здесь отжимание роликов происходит под действием давления навиваемого «холста», а обратное их перемещение после удаления кипы - под действием пружины 22.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки пленочных негативов | 1935 |
|
SU46135A1 |
| Устройство для навивания холста на трепальной машине | 1973 |
|
SU556199A1 |
| Лентосоединительная машина | 1960 |
|
SU137429A1 |
| Эксцентриковый пресс для формовки полых камней | 1930 |
|
SU25555A1 |
| Способ изготовления пакетов медицинское ваты и установка для осуществления способа | 1952 |
|
SU97804A1 |
| Способ изготовления трубчатых изделий и устройство для его осуществления | 1978 |
|
SU917688A3 |
| Намоточно-размоточное устройство для металлической полосы | 1985 |
|
SU1274796A1 |
| КАРДО-ПРЯДИЛЬНЫЙ АВТОМАТ | 1927 |
|
SU9054A1 |
| Приспособление к гидравлическим и тому подобным прессам для одновременной укладки и прессования холстов из волокнистых материалов | 1938 |
|
SU59777A1 |
| УСТРОЙСТВО ДЛЯ нА.^\отки нити | 1971 |
|
SU303791A1 |
1. Пресс для упаковки хлопкового волокна в цилиндрические кипы с применением для обжима наматываемого на скалку волокна радиально перемещающихся нажимных роликов, расположенных вокруг скалки и управляемых гидравлическими цилиндрами или пружинами, отличающийся тем, что для поддерживания постоянной скорости наматываемого хлопкового волокна в привод скалки включена автоматическая бесступенчатая передача.
2. Форма выполнения пресса по п.1, отличающаяся тем, что переставной элемент бесступенчатой передачи сопряжен с одним из управляющих нажимными роликами цилиндров.
