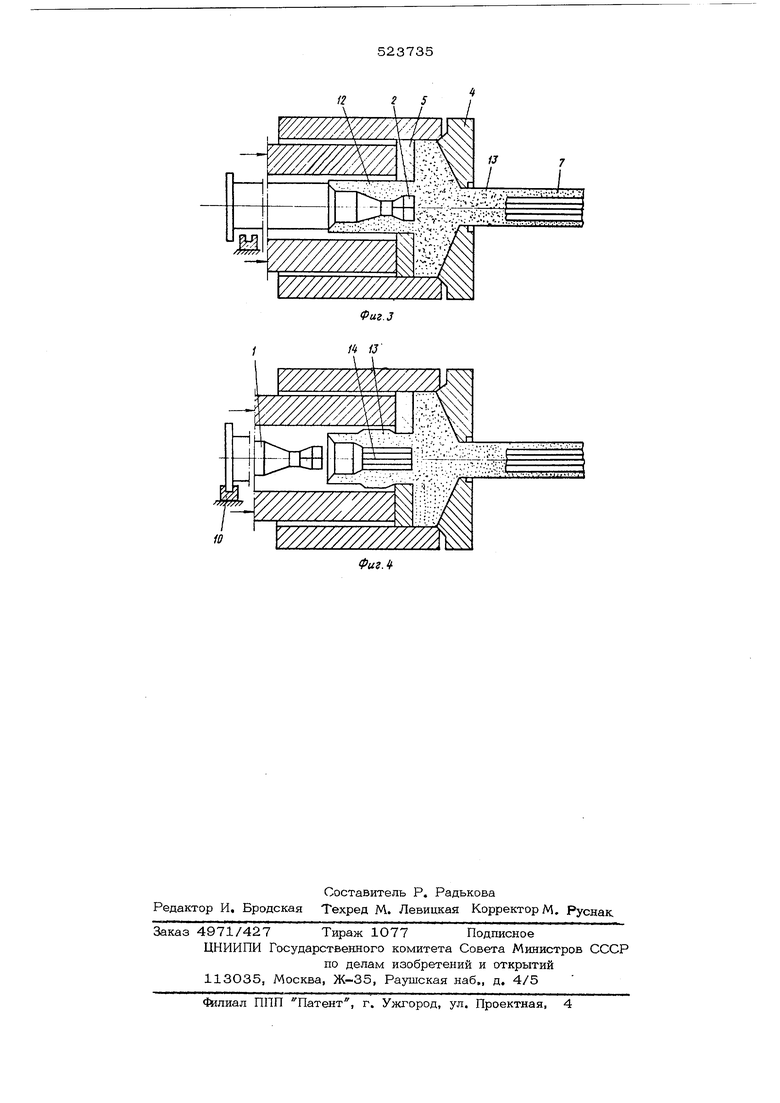
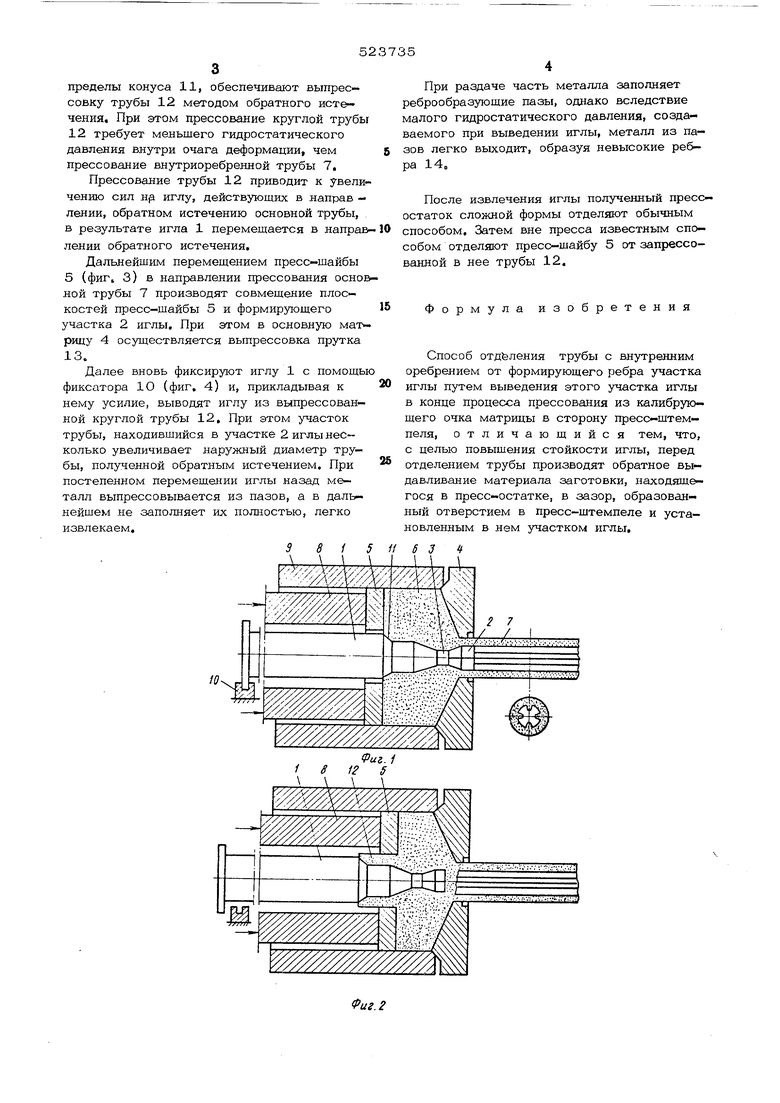
пределы конуса 11, обеспечивают выпрессовку трубы 12 методом обратного истечения. При этом прессование круглой трубы 12 требует меньшего гидростатического давления внутри очага деформации, чем прессование внутриоребренной трубы 7. Прессование трубы 12 приводит к увели чению сил н иглу, действующих в направ лении, обратном истечению основной трубы. результате игла 1 перемещается в направ лении обратного истечения. Дальнейшим перемещением пресс-шайбы 5 (фиг. З) в направлении прессования осно ной трубы 7 производят совмещение плоскостей пресс-щайбы 5 и формирующего участка 2 иглы. При этом в основную мат рицу 4 осуществляется выпрессовка прутка Далее вновь фиксируют иглу 1 с помощь фиксатора 10 (фиг. 4) и, прикладывая к нему усилие, выводят иглу из выпрессованной круглой трубы 12. При этом участок трубы, находившийся в участке 2 иглы несколько увеличивает наружный диаметр трубы, полученной обратным истечением. При постепенном перемещении иглы назад металл выпрессовывается из пазов, а в дальнейшем не заполняет их полностью, легко извлекаем. 1 8 12 5
Риг. 1 При раздаче часть металла заполняет еброобразующие пазы, однако вследствие алого гидростатического давления, создааемого при выведении иглы, металл из паов легко выходит, образуя невысокие реба 14о После извлечения иглы полученный прессстаток сложной формы отделяют обычным пособом. Затем вне пресса известным спообом отделяют пресс-щайбу 5 от запрессо. о, . с ..« анной в нее трубы 12. Формула изобретения Способ отделения трубы с внутренним оребрением от формирующего ребра участка иглы путем выведения этого участка иглы в конце процесса прессования из калибрующего очка матрицы в сторону пресс-штемпеля, отличающийся тем, что, с целью повышения стойкости иглы, перед отделением трубы производят обратное выдавливание материала заготовки, находящегося в пресс-остатке, в зазор, образованный отверстием в пресс-штемпеле и установленным в нем участком иглы. S J «
v////////mm
iO
13
i
L,
Фиг.З
/« /J
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб,оребренных изнутри | 1975 |
|
SU1069898A1 |
| Способ отделения внутренних ребер трубы от профильного участка иглы | 1973 |
|
SU507379A1 |
| Способ прессования профильной заготовки и инструмент для его осуществления | 1989 |
|
SU1697918A1 |
| Инструмент для прессования изделий | 1981 |
|
SU1107924A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ ИЗ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2016 |
|
RU2650474C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕПРЕССОВАННЫХ ТРУБ | 2004 |
|
RU2262403C1 |
| Инструментальный блок для прессования изделий | 1989 |
|
SU1803216A1 |
| Устройство для прессования труб | 1978 |
|
SU774660A1 |
| Способ освобождения опрессованной трубы хвостовика иглы от внутренних ребер | 1975 |
|
SU610584A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕГКОСПЛАВНЫХ ТРУБ | 1999 |
|
RU2168382C1 |