со ю
О
;о
И:«)бр(мхч1ие относится к обработке меТЛ.1ЛОВ лавлением, к частности к штампоBoii оснастке для изготовления деталей из 1))(),1х заготовок.
Известен универсальный штамн для гибки проката с настраиваемым на заданHhiii н)офи,ль рабочей поверхности и набран1нл ; из 11омен1енных в обойму пластин рабочими инструментами. Штамп позволяет полу|;гп. раз.шчные но фор.ме поверхности ра(:|)чсг( инструмента 1.
Недостаток известных П1тампов состоII i li с.южности переналадки на каждый типоразмер изделия.
Паибо.тее близким к предлагаемому но |ч ним1чК()й сущности является штамн для подсечки профилей, содержащий подвижную н.1ит с нодсечпым пуансоном и под||ружииен1н ьм прижимом, ненодвижную плиту с размещенными в обой.ме нрдпружиненiHiiM прижимом и матриней, ,пнепной в виде ку,1ачк()В-зажи.мов, один из которых устаи()в.1ен с возможностью взаимодействия с подпружиненным к верхней плите клипом |2|.
Недостатком известного П1тамг1а являе ся то. что в местах перегиба стенки про1|)и.;и1 возникают трещины, приводящие к браку деталей, а применение специальных к.1;1чков-зажимов значительно иовып1ает затраты на изготовление оснастки.
Цель изобретения - повышение качества изделий за счет уменыпения растягивающих напряжений в очаге деформапии и снижение затрат на изготовление оснастки.
Поставленная цель дости1ается тем, что универсальный П1тамп для подсечки профилей, содержащий подвижную плиту с иодсечным пуансоном и подпружиненным прижимом, неподвижную плиту с раз.мещенпыми в обойме подпружиненным прижимом и матрицей, выполненной в виде кулачковзажимов, один из которых установлен с возможностью взаимодействия с подпружиненным к верхней плите клином, снабжен узлом подпора стенки профиля, выполненным в виде опорной вставки, устаповлеппой в матрице, взаимодействующего с ней клинового механизма с ползушкой-посредником, размещенного в обойме, и толкателя, закрепленного на верхней плите с возможностью взаимодействия с клиновым механизмом, а также подпружиненным стопором, установленным в верхней части кулачка-зажима, взаимодействующего с клином, при этом рабочие кромки кулачковзажпмов выполнены из упругого мат-ериала.
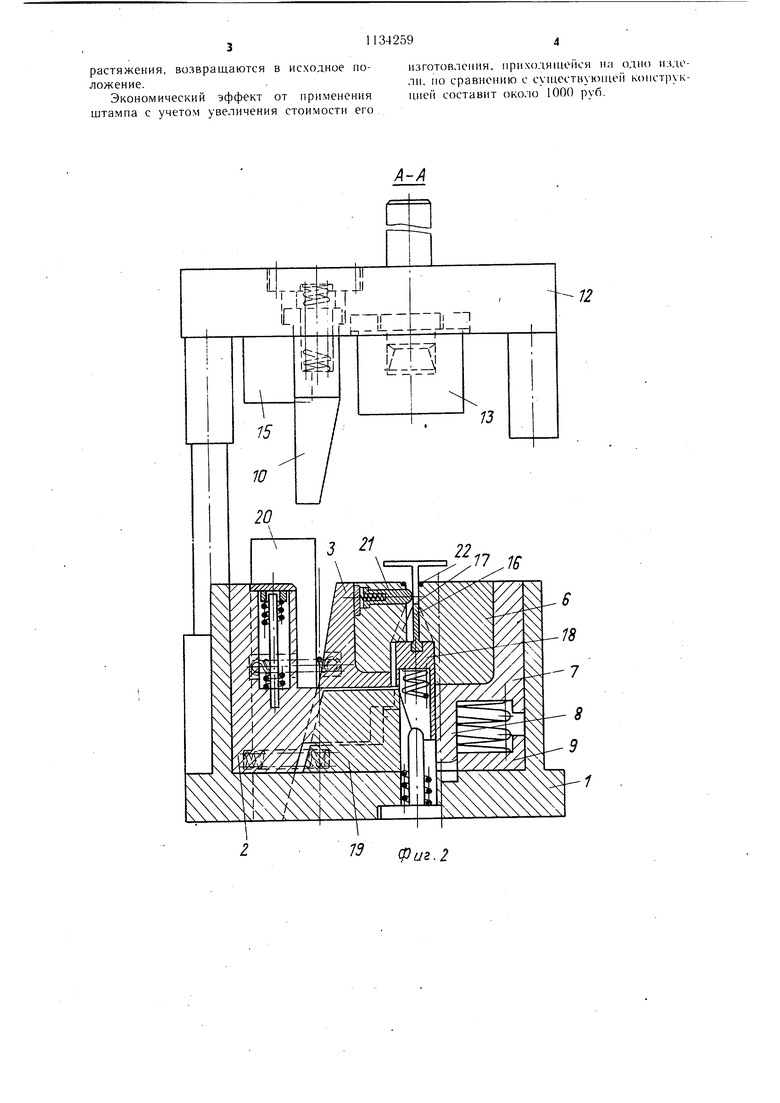
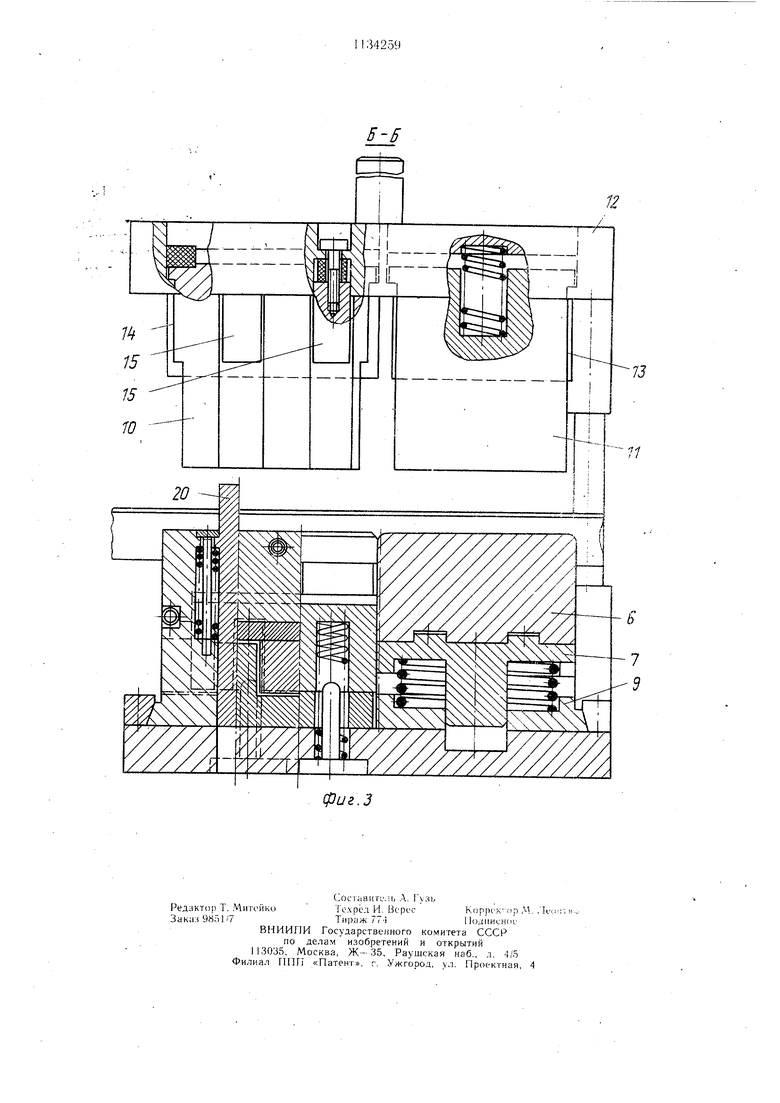
На фиг. 1 представлен штамп д.-т подсечки профилей, вид сверху; на фиг. 2 - то же, сечение А--А на фиг. 1; на фиг. 3 -то же, сечение Б --Б на фиг. 1.
Штамп состоит из нижней плиты 1 с установленной на ней обоймой 2, в которой
раз.мещена .матрица в виде кулачков--зажимов 3 и 4 и прижи.м в виде кулачков-зажимов 5 и 6. Последние установлены в подпружиненной обой.ме 7 с хвостовиком 8, размещенным в направляющей 9.
Кулачки 3 и 5 имеют скосы, контактирующие с клиньями 10 и 11 соответственно закрепленными на верхней плите 2, на которой также установлены подсечной пуансон 13, прижим 14 и толкатели 15. Штамп снабжен узло.м подпора стенки профиля. содержап;им опорную вставку 16 с площадкой 17, размещенную между кулачками 3 и 4 .матрицы и установленную на клиновом механизме, состоящем из подпружиненного вкладыша 18, ползущки-посредника 19 и к..1ипьев 20, установленных в обой.ме 2 и взаи.модействующих с толкателями 15. На верхней части кулачка-зажима 3 закреплен подпружиненный стопор 21. Рабочие кромки кулачков-зажимов выполнены из упругого материала 22.
Штамп работает следующим образом.
Заготовка устанавливается на опорную вставку 16. Подпружиненный стопор 21 удерживает заготовку в вертикальном положении (это особенно важно в случае высоких профилей).
При опускапии верхней плиты 12 подсечной пуансон 13 и прижим 14, надавливая на профиль, опускают до соприкосновения полок с повер.хностью кулачков-зажи.мов. При этом онорная вставка 16 опускает подпружиненный вкладып. 18, который пере.мещает по.чзушку 19 в положение, соответствующее высоте стенки профиля: В мо.мент прижатия полок п|)о((1иля к поверхности кулачков-зажимо - 3 и 5 последние клиньями 10 и 11 перемещаются и зажи.мают сте1н и профиля. Ползчтпка 9 фиксируется в своем положении подпружиненными клиньями 20, которые приводятся в движение толкателями .. При дальнейшем опускании ве)хней плиты njTaMna пуансон 13 надавливает на -laiOTOBKy и соответственно на кулачки-зажимь 5 и 6, которые опускаются на заданную В1 1соту. При этом,оформляется необходимая высота подсечки, которая настраивается ползуном пресса. В процессе деформирования неподвижная часть профиля, т. е. нижняя плоскость полки, снизу опирается на опорную встанку 16, имеющую в передней части пло ц;1лк 17, причем последняя должна иметь pa.i мер, равный макси.мальной толщине стоны: деформируемых заготовок профилей, loc.u окопчания процесса деформирован;;) верхние элементы штампа вместе с no.i:uHr,i пресса, а нпжние - за счет действия прчгих СИ.1 соответствующих пружин сжатия и
311342594
растяжения, возвращаются в исходное по-изготовления, приходящейся на одно издоложение..ли, но сравнению с существующе конструкЭкономический эффект от примененияцией составит около 1000 руб. штампа с учетом увеличения стоимости его
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Штамп для формовки выводов радиоэлементов | 1983 |
|
SU1707801A1 |
| Штамп для изготовления изделий типа лезвий | 1974 |
|
SU489565A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для изготовления петель на концах лент | 1984 |
|
SU1235597A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1985 |
|
SU1354449A1 |
| Устройство к прессу для групповой развальцовки при сборке узла деталей | 1981 |
|
SU958033A1 |
| Штамп для резки проката | 1976 |
|
SU616069A1 |
| Штамп совмещенного действия для гибки и отрезки деталей | 1989 |
|
SU1694286A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |
УНИВЕРСАЛЬНЫЙ ШТАМП ДЛЯ ПОДСЕЧКИ ПРОФИЛЕЙ, содержащий, подвижную плиту с подсечным пуансоно.м и подпружиненным прижимом, неподвижную плиту с разменаенными в обойме подпружиненным прижимом и матрицей, выполненной в виде кулачков-зажимов, один из которых установлен, с возможностью вза имодействия с подпружиненным к верхней плите клином, отличающийся тем, что, с целью повышения качества изделий за счот уменьшения растягиваюших напряжений и очаге деформации и снижения затрат на изготовление оснастки, он снабжен уз,1ом подпора стенки профиля, выпо,тненным в виде опорной вставки, установленной в матрице, взаимодействующего с ней клинового .механизма с ползушкой-посредником, размещенного в обойме, и толкателя, закрепленного на верхней плите с возможностью взаимодействия с клиповым механизмом, а также подпружиненным стонором, установленным в верхней части кулачка-зажима, взаимодействующего с клином, при этом I рабочие кромки кулачков-зажимов выпо,1(Я нены из упругого материала.
7-9 фиг.2
фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Универсальный штамп гибки проката | 1979 |
|
SU772650A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горбенко Н | |||
| И | |||
| и др | |||
| Заготовительношта.мповочные работы в самолетостроении | |||
| М. | |||
| Оборонгиз, 1961, с | |||
| Счетная бухгалтерская линейка | 1922 |
|
SU386A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
