(54) ЗМДИТНО-ЭКРАНИРУЩЕЕ УСТРОЙСТВО УСТАНОВКИ
НЕПРЕРЫВНОГО ЩТЬЯ СЛИТКОВ В ЭЛЕКТРОМАГНИТНОМ КРИСТАЛЛИЗАТОРЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| Установка для непрерывного или полунепрерывного литья слитков в электромагнитном кристаллизаторе | 1976 |
|
SU854563A1 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ В ЭЛЕКТРОМАГНИТНОМ ПОЛЕ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ ПРЯМОУГОЛЬНОЙ ФОРМЫ | 1994 |
|
RU2086352C1 |
| Установка для непрерывного литья слитка | 2024 |
|
RU2822902C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ РЕЖИМА ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЖИДКОЙ ФАЗЫ СЛИТКА В МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2464123C1 |
| Устройство для полунепрерывной разливки металлов | 1973 |
|
SU455794A1 |
| СПОСОБ ДЛЯ НЕПРЕРЫВНОЙ И ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2457064C1 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
Изобретение относится к области , металлургии, в частности, к производству слитков из черных и цветных металлов и сплавов на установке непрерывной или полунепрерывной разливки металлов в электромагнитный кристаллизатор.
Известна установка для непрерывного или полунепрерывного литья слитков в злектромагнитном кристаллизаторе, включающая индуктор, формирующий слиток, злектромагнитный экран, кольцевой охладитель и защитное тепло-экранирующее устройство из огнеупорного, химически инертного к расплаву и немагнитного материала, выполненного в виде установленной с возможностью перемещения вдоль технологической оси установки крышки со съемны / фланц-экранами, размещенными в расточках ее 1j.
Недостатками известного устройства являются:
- выделение легкоплавких легирующих компонентов сплава с высокой упругостью пара (например, цинка в латунях) через открытую поверхность жидкой зоны слитка, что нарушает стабильность процесса формирования отливки вследствие интенсивного
возмущения жидкой зоны и приводит к образованию дефектов на брковОй поверхности слитка и периферийном слое металла ,
- невозможность использования по- кровно-рафинирующих флюсов с целью защиты поверхности жидкой зоны слитка;
-образование на открытой боковой
10 поверхности жидкой зоны слитка и части верхней тонких окисных пленок, которые нарушают ус11рвия формообразования отливки электромагнитным полем индуктора, вызывая на боковой по15верхности слитка дефекты и снижение качества металла, отливки)
-необходимость вести процесс литья слитков при более высокой температуре расплава.
20
Цель изобретения - получение слитков с высоким качеством боковой поверхности и плотной кристаллической структурой.
Поставленная цель достигается
25 тем, что защитно-экранирующее устройство установки непрерывного литья слитков в электромагнитном кристаллизаторе, содержащее крышку со съемны;ми фланц-экранами, установленную с возможностью перемещения, снабжено
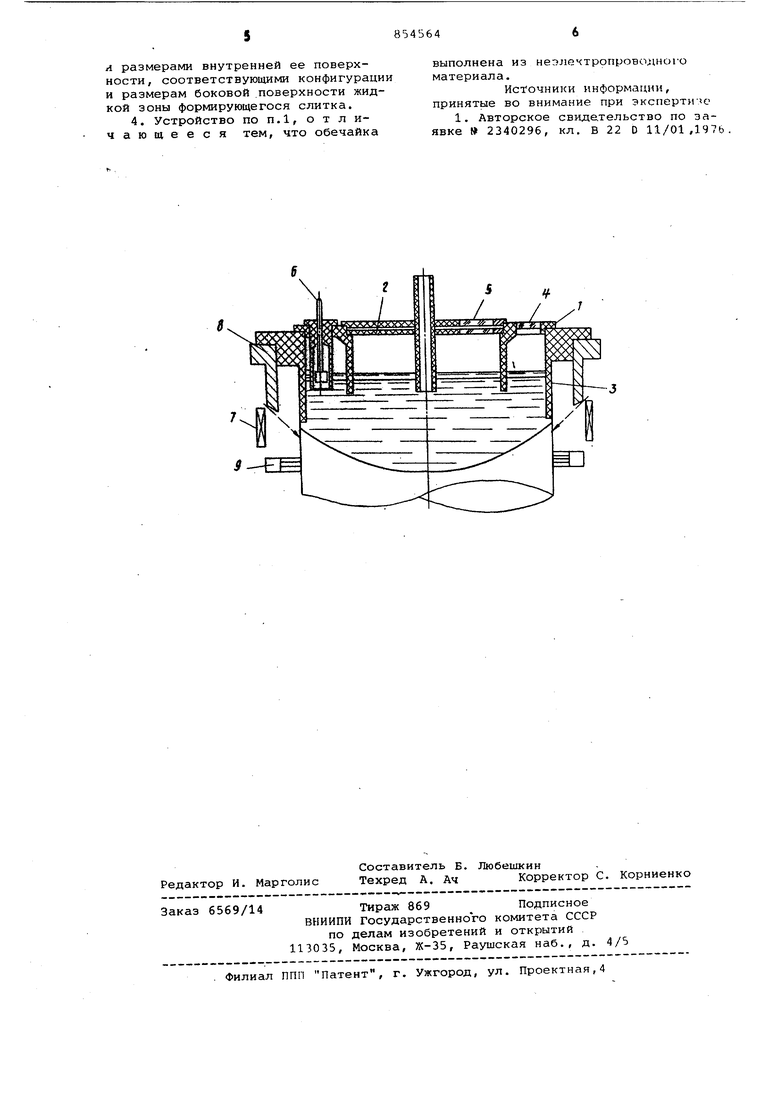
30 обечайкой, установленной с возможностью вертикального перемещения, внутри которой установлена крышка, а в съемных фланц-экранах и крышке предусмотрены смотровые окна. Кроме того, стенка обечайки может быть выполнена с конфигурацией и размерами внешней поверхности, соответствующей боковой поверхности жидкой зоны формирующего слитка. Как вариант, стенка обечайки может быть выполнена с конфигурацией размерами внутренней ее поверхности соответствующими конфигурации и размерам боковой поверхности жидкой зоны формирующегося слитка. Обечайк выполнена из неэлектропроводного ма териа41а. На чертеже представлена установка, продольный разрез. Защитно-экранирующее устройство включает крышку 1 со съемными фланц экранами 2, обечайку 3. Крышка 1 и обечайка 3 установлены с возможностью вертикального перемещения. Крышка 1 установлена внутри обечайки 3. В съемных фланц-экранах 2 и крыш ке 1 предусмотрены смотровые окна 4 и 5 для визуального наблюдения. Контроль высоты уровня расплава в процессе литья производится датчи ком б. Защитно-экранирующее устройство установлено в установке непрерывного литья слитков в электромагнитном кристаллизаторе, содержащей индукто 7, электромагнитный экран 8 и охладитель 9. При производстве слитков из сплавов , имеющих относительно легкоплав кие легирующие компоненты с высокой упругостью пара и уменьшающие при кристаллизации свой объем, конфигурация и размер внешней поверхности стенки обечайки соответствуют конфигурации и размеру боковой поверхности жидкой зоны формирующегося слитка. При литье слитков из тугоплавких химически активных металлов и сплавов , имеющих высокую смачивающую способность, конфигурация и .размер внутренней поверхности стенки обеча ки соответствуют конфигурации и раз меру боковой поверхности жидкой зоны фоЕ1МИрующегося слитка. Установка работает следующим обр зом. Перед началом процесса литья в з ну электромагнитного поля индуктора 7 вводят поддон (не показан на черт и на его боковую поверхность подают охладитель. Устанавливают необходим для процесса литья величину напряжения на индукторе 7 и расход охладителя. После этого на электромагни ный экран 8 устанавливают защитноэкранирующее устройство таким образом, чтобы нижний торец обечайки 3 не контактировал в процессе литья с началом фронта кристаллизации на боковой поверхности слитка и был бы несколько ниже торца стенки крышки 1. Перед подачей расплава защитно-экранирующее устройство нагревают до 600-800с. Момент начала опускания поддона определяют по высоте жидкой зоны слитка в поле индуктора 7, изменение высоты которого контролируется визуальн.о через смотровые окна 4 и 5 или по показанию датчика б уровня. Предлагаемое защитно-экранирующее устройство способствует значительному снижению потерь расплавом компонентов с высокой упругостью пара (например, цинка в латунях), что, в свою очередь, устраняет нежелательное и неконтролируемое бурление (возмущение) жидкой зоны слитка. Устройство позволяет вести процесс литья слитков с оптимальной для каждого сплава температурой, равной или на 30-40с ниже, чем при литье слитков в кристаллизаторе скольжения, а также вести процесс литья как под слоем покровно-рафинирующего флюса верхней части жидкой зоны, . так и без него в зависимости.от природы сплавов, из которых отливают слитки. Защитно-экранирующее устройство предохраняет от окисления боковую поверхность жидкой зоны и слитка, следовательно окислы не попадают в область формирования и кристаллизации . Формула изобретения 1.Защитно-экранирующее устройство установки непрерывного литья слитков в электромагнитном кристаллизаторе, содержащее крышку со съемными фланц-экранами, установленную с возможностью перемещения, отличающееся тем,что,с целью получения слитаов с высоким качеством боковой поверхности и плотной кристаллической структурой, оно снабжено обечайкой, установленной с возможностью вертикального перемещения, внутри которой установлена крышка, а в съемных фланцэкранах и крышке предусмотрены смотровые Окна. 2.Устройство по П.1, о т л ичающееся тем, что стенка обечайки выполнена с конфигурацией и размерами внешней поверхности, соответствующей боковой поверхности жидкой зоны формирующегося слитка. 3.Устройство по П.1, о т л ичающееся тем, что стенка обечайки выполнена с конфигурацией
л размерами внутренней ее поверхности, соответствующими конфигурации и размерам боковой поверхности жидкой зоны формирующегося слитка.
выполнена из неэлечтропроводного материала.
Источники информации, принятые во внимаЕ1ие при экспертизе 1. Авторское свидетельство по заявке 2340296, кл, В 22 D 11/01,1976
