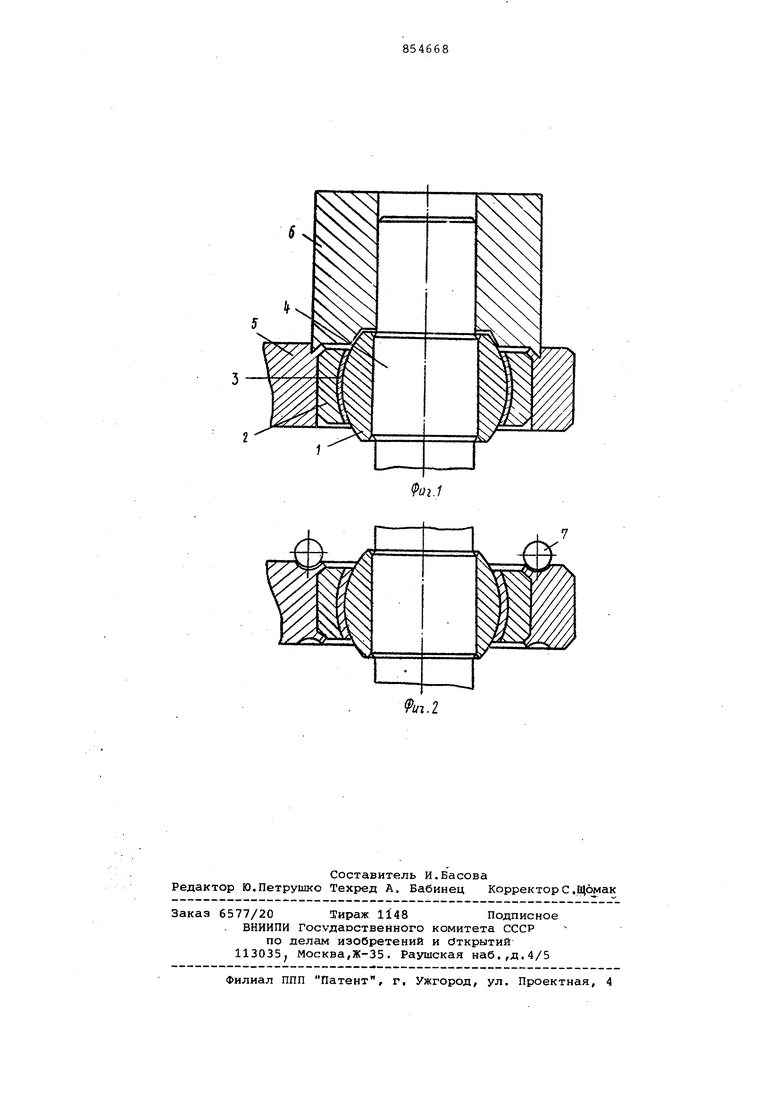
равку 4 с натягом, величина которого больше величиьгы радиального зазора в подшипнике, лежащем в пределах 15-25 мкм. Экспериментально установлено, что натяг не должен превышать 30 мкм. Затем подшипник с оправкой запрессовывают в отверстие коопуса 5 путем пластической деформации материала корпуса 5. Конструктивно технологическая оправка 4 выполнена так, что, будучи запрессованной в подшипник, концы её CXBOCTOBHICI выетупают за поверхность корпуса и выполняют роль направляющих для приспособления , осущестБляющего чеканку или завальцовку. В дальнейшем под1аипник фиксируют в изделии путем чеканки ма териала корпуса 5 изделия пуансоном 6, завальцовкой шариками 7 (см. фиг.2) в соответствии с требованиями ОСТ 1.03841-76. Затем технологическую оправку 4 выпрессовывают, после чего внутреннее, кольцо приобретает подвиж ность относительно вклад.1;ыша. Запрессовку технологической оправки 3 можно производить также после закрепления подшипника в отверстии корпуса изделия Пример . Шарнирный подшипник скольжения типа ПН-15Ю высокого класса точности В с антифрикционным вкла дышем из металлофторопласта с размерами: наружный диаметр мм, диаметр отверстия d,,15 мм.монтируют в корпусе из алюминиевого сплава Д16Т с раз мерами отверстия по напряженной подшипниковой посадке ( мм (допуски приведены в микронах) следующим образом. Выбирают тип заделки в зависимости от предела прочности материала корпуса изделия. Для корпуса из алюминиево го сплава (( кгс/мм) приемлем первый тип заделки - сплсиная завальцовка путем обкатывания шариками без специальной проточки в корпусе. Запрессовывают технологическую цен трирующую оправку во внутреннее кольцо подшипника. Диаметр оправки в зависимости от материала корпуса и типоразмера подшипника подбирается экспериментально и равен 15,02 мм+2 мкм. Запрессовывают подшипник в корпусе. При этом возможен максимальный натяг 17 мкм или максимальный зазор 15 мкм Затем выполняют сплошную эавальцовку шариками. После завальцовки внутреннее кольцо оказывается защемленным независимо от посадки подшипника в корпусе. После этого выпрессовывают технологическую оправку, и внутреннее кольцо получает требуемую подвижность Использование предлагаемого технологического решения при монтаже подшипников повышает .качество монтажа. Так, количество брака при монтаже по сравнению с известным, способом уменьиается на 70%. Ожидаемая годовая экономическая эффективность от использования предлагаемого способа на одном машиностроительном предприятии составляет 50 тыс.руб. Формула изобретения Способ монтажа подшипников, заключающийся в том, что во внутреннее кольцо подшипника устанавливают технологическую центрирующую оправку, устанавливают подшипник с оправкой в отверстие корпуса оправку, устанавливают подшипник с оправкой в отвер- . стие корпуса с последующим закреплением наружного кольца подшипника путем пластической деформации материала корпуса по периметру подшипника, после чего оправку удаляют , о т л и ч аю щ и и с я тем, что, с целью обеспечения монтшка подшипников скольжения с антифрикционным вкладышем качества соединения, центрирующую оправку устанавливают во внутреннее кольцо подшипника с натягом, величина которого больше величины радиального зазора в подшипнике. Источники информации, принятые во йнимание при экспертизе 1. Авторское свидетельство СССР № 437601, кл. В 23 Р 19/02, 1972.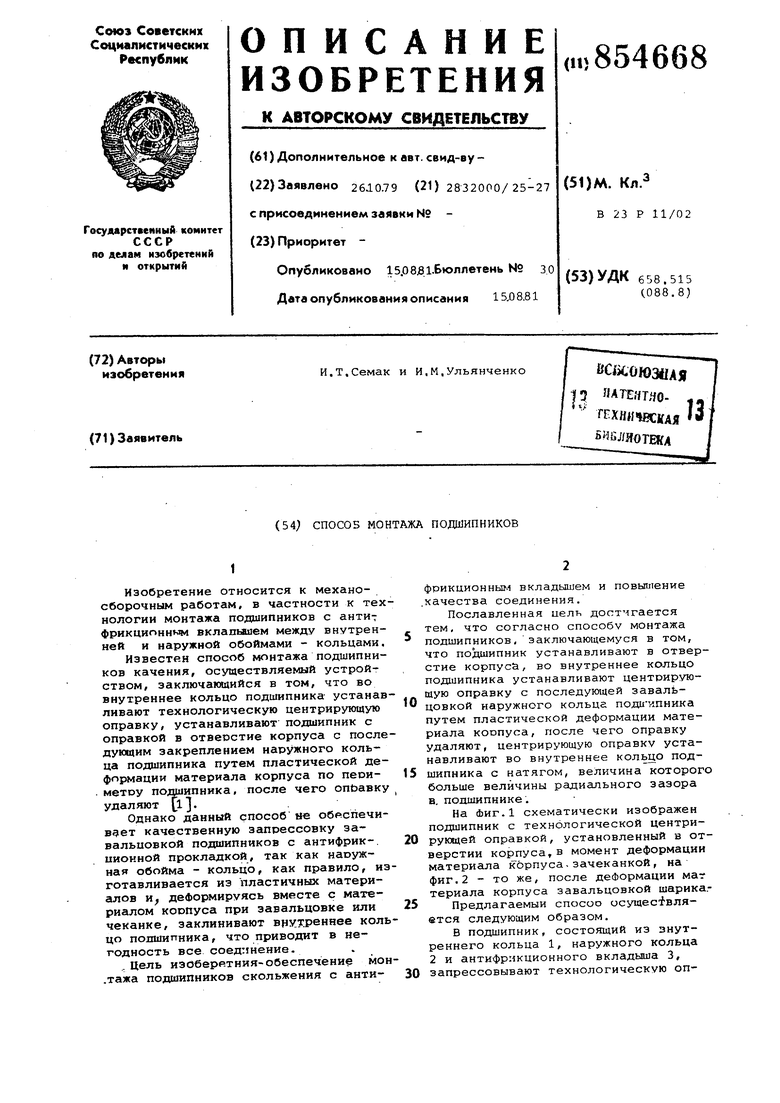
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления неразъемного сферического подшипника скольжения | 1973 |
|
SU502136A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАСИТЕЛЯ КРУТИЛЬНЫХ КОЛЕБАНИЙ И ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 1998 |
|
RU2222732C2 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ изготовления подшипника скольжения | 1985 |
|
SU1284693A1 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| Способ заделки подшипника в детали и устройство для его осуществления | 1987 |
|
SU1555559A1 |
| СПОСОБ ИМПУЛЬСНОГО РАСКАТЫВАНИЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2012 |
|
RU2522996C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЛЕКТОРНОГО УЗЛА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2000 |
|
RU2174731C1 |
| Способ установки колец | 1980 |
|
SU1115860A1 |