I
ИзобЕ етение относится к метгшлургии цветных металлов и сплавов и направлено на совершенствование устройства для рафинирования расплавов,например алюминиевых, продувкой газами (азотом, аргоном и др.).
Эффективность рафинирования расплавов продувкой при прочих равных условиях определяется размером пузырЬ ков продуваеьюго газа - при уменьшении диаметра газовых пузырьков возрастает продолжительность их контакта с обрабатываемым металлом и увеличивается общая поверхность пузырьков газа.
Известны устройства для ввода рафинирукхаего газа в расплав, содержащие систему подачи газа и трубку-спираль с большим количеством мелких (диаметром 1 мм) отверстий flj.
Однако материал трубок быстро разъедается жидким расплавом алюминия и отверстия увеличиваются, после чего трубка заменяется новой. Процесс изготовления таких трубок нетехнологичен и трудоемок. При непрерывной подаче газа даже через мелкие (0,51 мм) отверстия пузырьки газа отделяются от трубки только после достижения размеров 10-15. мм.
Цель изобретения - повышение эффективности рафинирования и увеличение сройа службы трубки.
Указанная цель достигается тем, что в устройстве, включающем систему подачи газа и трубку с отверстиями для выхода газа, рабочий участок трубки выполнен со сквозным продольным паэом и закрыт сменными кольцами,
10 имеющими с одного торца радигшьные канавки, с другого торца - фаски по g внутреннему диаметру, а на нерабочем конце трубки установлен поршневой пульсатор газового потока, действуюISщий по принципу привода встряхивающей формовочной машины с отсечкой и с расширением газа.
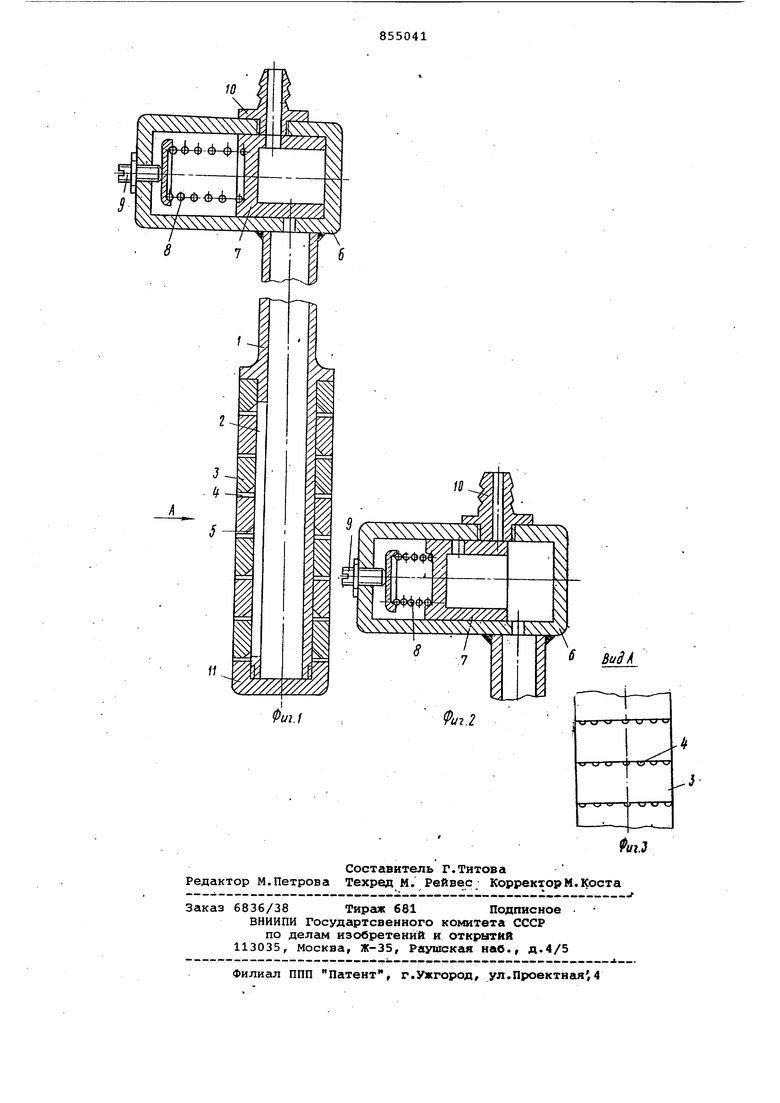
На фиг.1 изобргикено устройство для ввода рафинирукхаего газа в расплав
20 в момент заполнения камеры пульсатора сжатым газом, общий вид, разрез (система подачи газа не показана); на фиг.2 - пульсатор газового потока в момент расширения , разрез; на
25 фиг.З - вид А на фиг.1 (рабочий учас.ток трубки- снаружи). I Устройство содержит трубку 1 со сквозным продольным пазом 2 на рабочем участке. Рабочий участок трубки
30 1 закрыт сменными кольцами 3, имеющими с одного торца радиальные канавки 4, с другого - фаски 5 по внутреннему диаметру. На нерабочем конце трубки 1 установлен поршневой пульсатор газового потока, состоящий из корпуса б, поршня 7, пружины 8 и регулировочного винта 9. На корпусе 6 пульсатора установлен штуцер 10 для подвода газа из, системы подачи газа. Сменные кольца 3 закреплены на рабочем участке трубки 1 с помощью гайки 11.
Устройство работает следующим образом .
Из системы подачи газа- через штуцер 10 газ поступает в полость поршня 7 пульсатора и, преодолевая сопротивление пружины 8, перемещает поршенв 7 влево до перекрытия отверстия для поступления газа (). В этот момент поршень открывает отверстие из корпуса пульсатора в трубку (фиг.2). Газ поступает в полость трубки, проходит через продольный паз 2, попадает в кольцевую полость, образованную фаской, и выходит через радиальные каналы 4. При этом давление в полости пульсатора падает,поршень 7 под действием пружины 8 возвращается в крайнее правое положение и цикл повторяется.
Таким образом из радиальных каналов в расплав поступает тонкая струя газа с изменяющимся давлением. При минимальном значении давления формируется пузырек газа и отрывается от трубки. Путем перемещения регулировочного ,винта 9 устанавливается частота пульсации, обеспечивающая образование пузырьков с минимальными
размерами. Частота пульсации зависит от величины полости пульсатора, вязкости расплава, давления газа и т.п. и определяется опытным путем.
Предлагаемое устройство обеспечивает ввод рафинирующего газа в виде мелких пузырьков, обеспечивающих эффективное рафинирование расплава. При засорении, разъедании жидким расплавом сменные кольца снимаются с трубки, очищаются в растворе щелочи или заменяются. Сама трубка практически не подвергается действию жидкого расплава и может служить неограниченно долго.
Формула изобретения
Устройство для ввода рафинирующего газа в расплав, например алюминия включающее систему газа и трубку, отличающееся тем что, с.целью повышения эффективности рафинирования и увеличения срока службы трубки, ее рабочая часть выполнена со сквозным продольным паЗом и закрыта сменными кольцами, имеющими с одного торца радиальные канавки с другого - фаски по внутреннему диаметру, а на нерабочем конце трубки установлен поршневой пульсатор газового потока.
Источники информации, принятые во внимание при экспертизе
1. Постников С.Н. Прогрессивные методы плавки и литья алюминиевых сплавов . М., Металлургия, 1973, с.65-68. .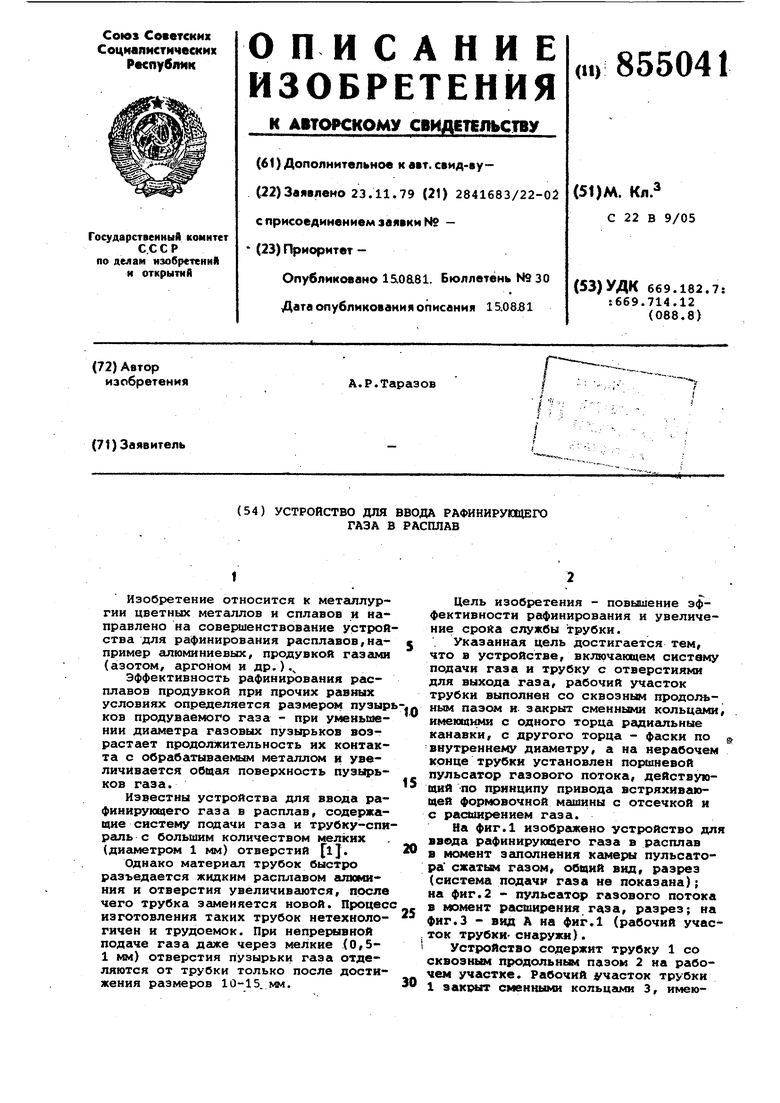

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для рафинирования алюминия и его сплавов | 1986 |
|
SU1435639A1 |
| УСТРОЙСТВО ДЛЯ РАФИНИРОВАНИЯ РАСПЛАВА АЛЮМИНИЯ И ПРИСПОСОБЛЕНИЕ ДЛЯ ДИСПЕРСИОННОЙ ПОДАЧИ ГАЗА В РАСПЛАВ АЛЮМИНИЯ В УСТРОЙСТВЕ ДЛЯ РАФИНИРОВАНИЯ РАСПЛАВА АЛЮМИНИЯ | 1992 |
|
RU2090635C1 |
| Способ рафинирования расплавленного алюминия и его сплавов | 1973 |
|
SU982546A3 |
| СПОСОБ ПОДГОТОВКИ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2016911C1 |
| ПОГРУЖНОЙ ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН | 1992 |
|
RU2042288C1 |
| Устройство для рафинирования и модифицирования алюминиевых расплавов системы системы алюминий - кремний | 1988 |
|
SU1682409A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО РАФИНИРОВАНИЯ МЕТАЛЛА | 1994 |
|
RU2092592C1 |
| УСТРОЙСТВО ДЛЯ ДРОБЛЕНИЯ СТРУИ МЕТАЛЛА | 1988 |
|
RU2016085C1 |
| Устройство для рафинирования металлов | 1979 |
|
SU846591A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ ГАЗАМИ ПРИ БЕСФЛЮСОВОМ ПРИГОТОВЛЕНИИ | 2000 |
|
RU2173722C1 |
Л
11
Фиг.1
ВиЗК
