1
Изобретение относится к автоматике, автоматизации технологического оборудования и может быть Использовано для управления различными типами манипуляторов.
Известно устройство управления манипулятором, состоящее из блока генераторов тактовых импульсов, соединенного с блоком сравнения и блоком распределения импульсов, наборного штеккерного поля, блока исполнительных элементов и блока реле времени fl .
Недостатком данного устройства является отсутствие в нем контроля отработки программы по датчикам обратной связи, отработка программы осуществляется по реле времени.
Известно также устройство управления манипулятором, содержащее блок режимов и ручного управления, сдвигающий регистр, программную матрицу, вход которой связан с выходами сдвигающего регистра и датчиков обратной связи. В этом устройстве переход с одного шага отработки программы манипулятора на другой осуществляется по датчикам обратной связи 2.
Недостатком данного устройства является отсутствие в нем блока блокировок манипулятора, что может привести к возникновению различного рода аварийных ситуаций.
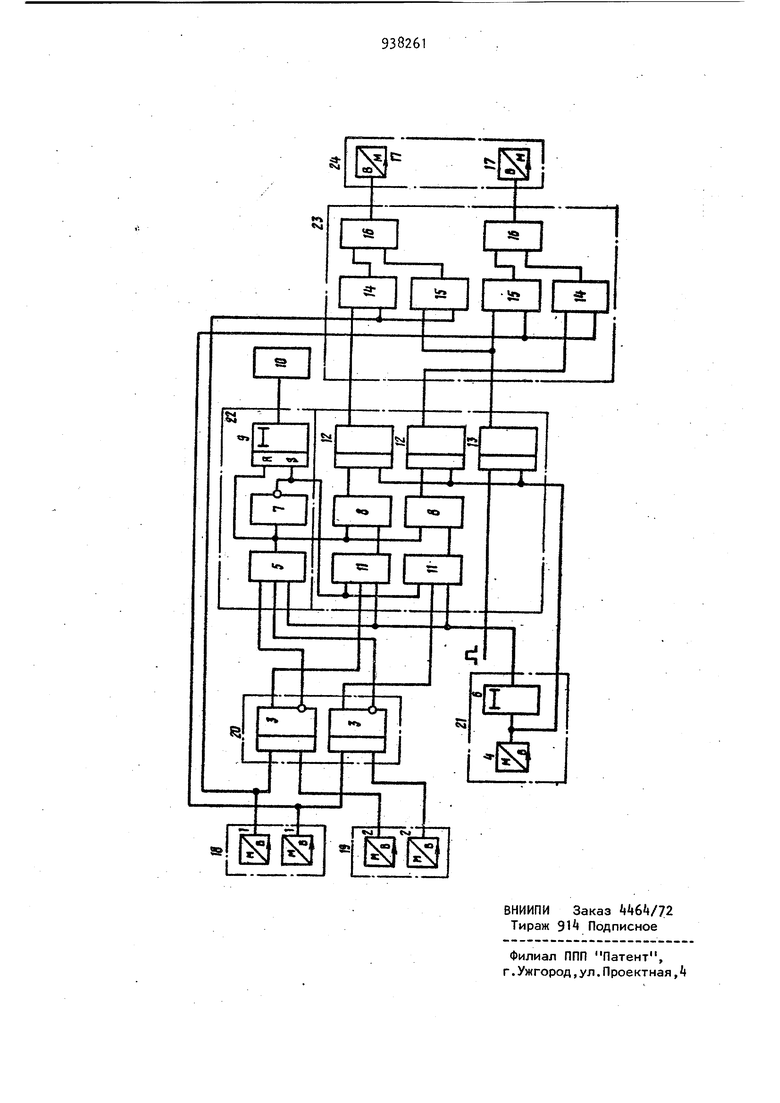
Наиболее близким по технической сущности к изобретению является устройство для управления манипулятором, содержащее узел сопряжения с датчиками манипулятора и узел блокировок, выходы которых соединены с входами узла управления, узел технологических команд, выходы которого соединег ны с входами узла исполнительных элементов технологического оборудования и схвата, узел стробирования и узел аварийного отключения привода манипулятора t3J. 393 Недостатком известного устройства являются аварийные отключения привода манипулятора, осуществляемые через усилители приводов манипулятора при невыполнении команд на отработку каким-либо исполнительным элементом технологического оборудования или схвата, что приводит к простоям Манипулятора до прибытия наладчика, в то время как при определенных условиях невыполнение манд могло бы самоустраняться в те ч«нии одного или нескольких циклов. Цель изобретения - повышение надежности устройства и, следовательно производительности манипулятора за счет сокращения числа аварийных отключений. Поставленная цель достигается тем, что в устройство для управления манипулятором, содержащее узел сопря жения с датчиками манипулятора и узе блокировок, выходы которых соединены с входами узла управления, узел технологических команд, выходы которого соединены с входами узла исполнитель ных элементов, узел стробирования и узел аварийного отключения привода манипулятора, введен узел формирования подпрограмм, входы которого соединены с выходами узла управления и с. выходами узла стробирования, а выходы - с входами узла технологических команд и с входом узла аварийного отключения привода манипулятора, выходы узла сопряжения с датчик:ами манипулятора соединены с входами узла технологических команд. Кроме того, узел формирования подпрограмм содержит-блок временного контроля, состоящий из последовательно соединенных первых элементов И, ИЛИ и реле времени, блок формирования подпрограмм, состоящий из каналов последовательно соединенных вторых .элементов И, ИЛИ и RS-триггеров управления и RS-триггера начальной установки, выход первого элемента И соединен с входом сбро са реле времени и входами первого и всех вторых элементов ИЛИ, инверсный выход первого элемента ИЛИ соединен с первыми входами всех вторых элементов И, R входы RS-триггеров управления и R и S входы RS-триг гера начальной установки подключены к соответствующим входам узла, выход всех триггеров и реле времени - к выходам узла, а вторые и третьи входы первого и .вторых элементов И - к одним из входов узла. На чертеже представлена блок схема предлагаемого устройства. Устройство содержит преобразователи 1, соединенные с датчиками манипулятора, расположенными по циклу отработки с возможностью их регулировки по времени включения в пределах цикла, преобразователи 2, соединенные с датчиками контроля технологического процесса, триггеры 3, датчик it конца цикла, первый элемент Н 5 элемент 6 временной задержки, первый 7 и вторые 8 элементы ИЛИ, реле 9 времени, узел 10 аварийного отключения привода манипулятора, вторые элементы И 11, RS-триггеры 12 управления, RS-триггер 13 начальной установки, элементы И 14 и 15, элемент ИЛИ 16, исключительные элементы 17, узел 18 сопряжения с датчиками манипулятора, узел 19 блокировок, узел 20 управления, узел 21 стробироаания, блок 22 формирования подпрограмм, узел 23 технологических команд и узел 2 исполнительных элементов Устройство работает следующим образом.. При первоначальном включении устройства на входе RS-триггера 13 формируется импульс, который производит установку триггера и RS-триггер 13 разрешает прохождение информации от преобразователей 1 к элементам 17. В первом цикле происходит поочередное срабатывание всех преобразователей 1 и установка от них триггеров 3. В указанном манипуляторе движение по всем трем координатам осуществляется от одного электродвигателя за счет рационального построения его кинематической схемы. ;Циклом в работе манипулятора называется определенная последовательность манипуляций его схвата по всем трем координатам до момента начала повторения движений. Цикл манипулятора характеризуется оборотом его главного вала на 360°. Вокруг главного вала расположены командные датчики (например, магнитоуправляемые контакты), каждый из которых срабатывает в определенном положении главного вала (например, от магнита, жестко связанного с валом), а следовательно, в определенном- месте . пространственного положения схвата. Рассмотрим цикл манипулятора, ра ботающего, например, на операции вторичной штамповки. Схват манипулятора выдвигается к устройству ориентирования и выдачи детали (например к вибробункеру) Осуществляется кивок охвата и его включение от одного из командных да чиков. Схват захватывает деталь и начинается его втйгивание, а затем поворот на 90. Далее охват выдвигается в зону штампа и делает кивок к матрице. От следующего командного датчика осуществляется отключение схвата и деталь кладется наматрицу штампа. Далее начинается втягивание схвата и при выходе его из зоны штампа от одного из командных датчи ков осуществляется включение Пресса При повороте охвата по направлению к вибробункеру оледующим командным датчиком осуществляется включение устройства удаления отштампованной детали с матрицы штампа (например, устройства сдува). На этом цикл работы манипулятора заканчивается так как далее начинается его повторное выдвижение к устройству ориентирования (вибробункеру). Конец цикла характеризуется срабатыванием датчиком конца цикла. Таким образом, в первом цикле :устанавливаются вое триггера 3 и одновременно сигналы о командных датчиков через Преобразователи 1 проходят через элементы И 15 так Как имеется расширение о RS-триггера 13 и далее проходят через элемент ИЛИ 16 и подаютоя на управление элементов 17- Таким стразом, в процеосе выполнения цикла работы ма нипулятора при посредстве командных датчиков осуществляется подача команд на включение исполнительных элементов самого манипулятора, например устройства схвата детали, и на включение исполнительных элементов технологического оборудования, например преооа, устройства подачи детали, устройства сдува детали и т.д. При помощи датчиков контроля тех нологического процесса через узел 19 ооущеотвляется контроль отработк исполнительных элементов манипулятора и технологического оборудования, например контроль взятия детали манипулятором, контроль сдува детали из зоны штампа и т.д. По ме16ре орабатывания датчика контроля через преобразователь 2 ооуществляют оброс триггеров 3. Далее по циклу манипулятора, когда все исполнительные элементы долж ны отработать, срабатывает датчик и конца цикла Ц, сигнал с выхода которого осуществляет сброс триггера 13 и через элемент 6 и тем самым запрет на дальнейшее прохождение информации от преобразователей 1 через элементы И Т5 к элементам 1 и кроме того, осуществляется сброс триггеров 12, каждый из которых а дальнейшем осуществляет разрешение либо запрет на прохождение информации на управляемый им элемент 17 Через элемент 6 сигнал с выхода дат чика k подается на элемент И 5 на остальные входы которого подаются сигналы с инверсных выходов триггеров 3.I Если все элементы 17 в предыдущем цикле отработали и, следователь но, все триггеры 3 сброшены, элемент И 5 срабатывает, и сигнал с его выхода через элементы ИЛИ 8 устанавливает все триггеры 12, которые разрешают прохождение информации от преобразователей 1 через элементы И и элементы ИЛИ 16 на все элементы 17. Это, так называемый, рабочий режим устройства управления. Если какие-нибудь из элементов 17 не отработали, преобразователи не сработают и не сбросят соответствующие триггеры 3- Элемент И 5 не сработает и сигнал с выхода элемента ИЛИ 7 разрешит прохождение информации с прямых выходов триггеров 3 через элемент И 11 и элементы ИЛИ 8 на установку триггеров 12, причем по данному каналу произойдет установка лишь тех триггеров 12, которые соответствуют неотработавшим элементам 17 и, следовательно, несброшенным триггерам 3- Следовательно, в следующем цикле на элементы 17 пройдет информация лишь от преобразователей 1, соответствующих неотработавшим элементам 17, т.е. устройство переходит в режим работы по подпрограмме. С выхода элемента ИЛИ 7 осуществляется запуск реле 9, которое настроено на определенное количество циклов, например 3- Если в течение этого времени в результате работы в режиме по подпрограмме про79изошла отработка всех элементов 17 срабатывает элемент И 15 и с его выхода осуществляется сброс реле 9, и устройство переходит в рабочий режим. Если же за время, на которое настроено реле, так и не произойдет срабатывание всех элементов 17, на выходе реле 9 возникает сигнал, который подается на вход узла 10 и происходит аварийное отключение манипулятора. Например, в процессе работы мани Нулятора по какой-то причине не cpaбotaлo устройство удаления детали из штампа. Манипулятор переходит в резервный режим работы по под программе, в которой не включается схват, не осуществляется отключение схвата, не включается ход пресса, а включается лишь устройство удаления детали. Одновременно запускается реле 9 и данной подпрограмме раз решается отработать какое-то задан ное Число циклов, например три. Есл в течение этих трех циклов деталь удалилась из штампа, манипулятор ср зу же после удаления переходит на основной цикл работы, при неудалени детали происходит аварийное отключе ние манипулятора. Число циклов, на которое настроена каждая подпрограм ма, выбирается из опытных данных и при правильном подборе его число ав рийных отключений манипулятора резко сокращается. Испытания опытного образца устройства показали его надежную работоспособность и повышение производи тельности манипулятора за счет значительного сокращения числа простоев. Формула изобретения 1. Устройство для управления манипулятором, содержащее узел сопряжения с датчиками манипулятора и узел блокировок, выходы которых соединены с входами узла управления узел технологических команд, выходы которого соединены с входами узла исполнительных элементов, узел стробирования и узел аварий|-юго отключения привода манипулятора, отличающееся тем, что, с целью повешения надежности устройства путем сокращения числа аварийных отключений, в него введен узел формирования подпрограмм, входы которого соединены с выходами узла управления и с выходами узла стробироаания, а выходы - с входами узла технологических команд и с входом узла аварийного отключения привода манипулятора, выходы узла сопряжения с датчиками манипулятора соединены с входами узла технологических команд. 2. Устройство по п. 1, отличающееся тем, что узел формирования подпрограмм содержит блок временного контроля, состоящий из последовательно соединенных первых элементов И, ИЛИ и реле времени, блок формирования подпро - рамм, состоящий из каналов последовательно соединенных вторых элементов И, ИЛИ и RS-триггеров управления и RS-триггера начальной установки, выход первого элемента И соединен с входом сброса реле времени и входами первого и всех вторых элементов ИЛИ, инверсный выход первого элемента ИЛИ соединен с первыми входами всех вторых элементов И, R входы RS-триггеров управления и R и S входы RS-триггера начальной установки подключены к соответствующим входам узла, выходы всех триггеров и реле времени - к выходам узла, а вторые и -третьи входы первого и вторых элементов И - к одним из входов узла. Источники информации, принятые во внимание при экспертизе 1.Белянин П.М. Промышленные роботь1. М. , Машиностроение, 1975 с. 211, рис. 123. 2.Технология электротехнического производства. М., Информэлектро,, 1977, вып. 9(100), с. 10, рис. 5. 3.Промышленные работы. Каталог. М., НИИМАШ, 1976, с. 81-82, рис. 123 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Система для управления робототехнологическим комплексом | 1987 |
|
SU1413599A1 |
| Устройство для циклового программного управления манипуляторами | 1982 |
|
SU1176303A1 |
| Устройство управления укладчиком листового стекла | 1988 |
|
SU1551664A1 |
| Программируемый логический контроллер | 1988 |
|
SU1647518A1 |
| Устройство для программного управления | 1985 |
|
SU1267362A2 |
| Устройство для управления автоматической сменой заготовок на токарных станках с числовым программным управлением | 1985 |
|
SU1275374A1 |
| Устройство управления резонансным позиционным механизмом | 1987 |
|
SU1451646A1 |
| Система программного управления инерционным вибропресс-молотом | 1986 |
|
SU1366271A1 |
| Устройство управления манипулятором | 1984 |
|
SU1168898A1 |
| Пневматическая система для управления кранами многониточной газораспределительной станции | 1982 |
|
SU1083162A1 |
н
