(54) УСТРОЙСТВО ДЛЯ КОМПЕНСАЦИИ БИЕНИЯ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ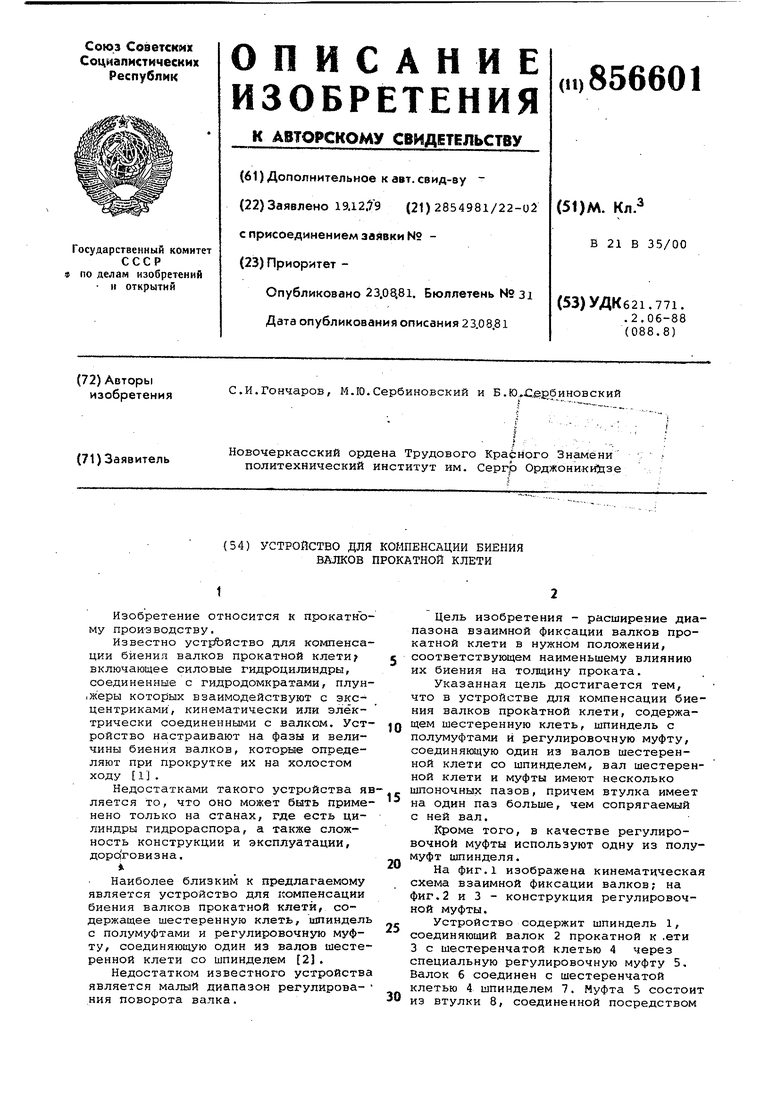
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 1993 |
|
RU2113924C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ВЗАИМНОГО УГЛОВОГО ПОЛОЖЕНИЯ ВАЛКОВ В ПРОКАТНОЙ КЛЕТИ | 2003 |
|
RU2264270C2 |
| Привод рабочих валков реверсивного прокатного стана | 1980 |
|
SU942829A1 |
| Валок для прокатки арматурных периодических профилей | 1988 |
|
SU1588477A1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ШПИНДЕЛЯ ПРОКАТНОГО СТАНА С ВАЛОМ ШЕСТЕРЕННОЙ КЛЕТИ | 2000 |
|
RU2188088C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |
| Нажимное устройство прокатной клети | 1979 |
|
SU804028A1 |
| Шпиндель привода прокатного стана | 1978 |
|
SU706147A1 |
| Нажимное устройство прокатной клети | 1979 |
|
SU880529A1 |
Изобретение относится к прокатному производству.
Известно устройство для компенсации биения валков прокатной клети включающее силовые гидроцилиндры, соединенные с гидродомкратами, плун.жеры которых взаимодействуют с эксцентриками, кинематически или электрически соединенными с валком. Устройство настраивают на фазы и величины биения валков, которые определяют при прокрутке их на холостом ходу 1.
Недостатками такого устройства является то, что оно может быть применено только на станах, где есть цилиндры гидрораспора, а также сложность конструкции и эксплуатации, дораговизна.
Наиболее близким к предлагаемому является устройство для компенсации биения валков прокатной клети, содержащее шестеренную клеть, ишиндель с полумуфтами и регулировочную муфту, соединяющую один из валов шестеренной клети со шпинделем 2.
Недостатком известного устройства является малый диапазон регулирова- ния поворота валка.
Цель изобретения - расширение диапазона взаимной фиксации валков прокатной клети в нужном положении, соответствующем наименьшему влиянию их биения на толщину проката.
Указанная цель достигается тем, что в устройстве для компенсации биения валков прокатной клети, содержащем шестеренную клеть, шпиндель с полумуфтами и регулировочную муфту, соединяющую один из валов шестеренной клети со шпинделем, вал шестеренной клети и муфты имеют несколько шпоночных пазов, причем втулка имеет на один паз больше, чем сопрягаемый с ней вал.
Кроме того, в качестве регулировочной муфты используют одну из полумуфт шпинделя.
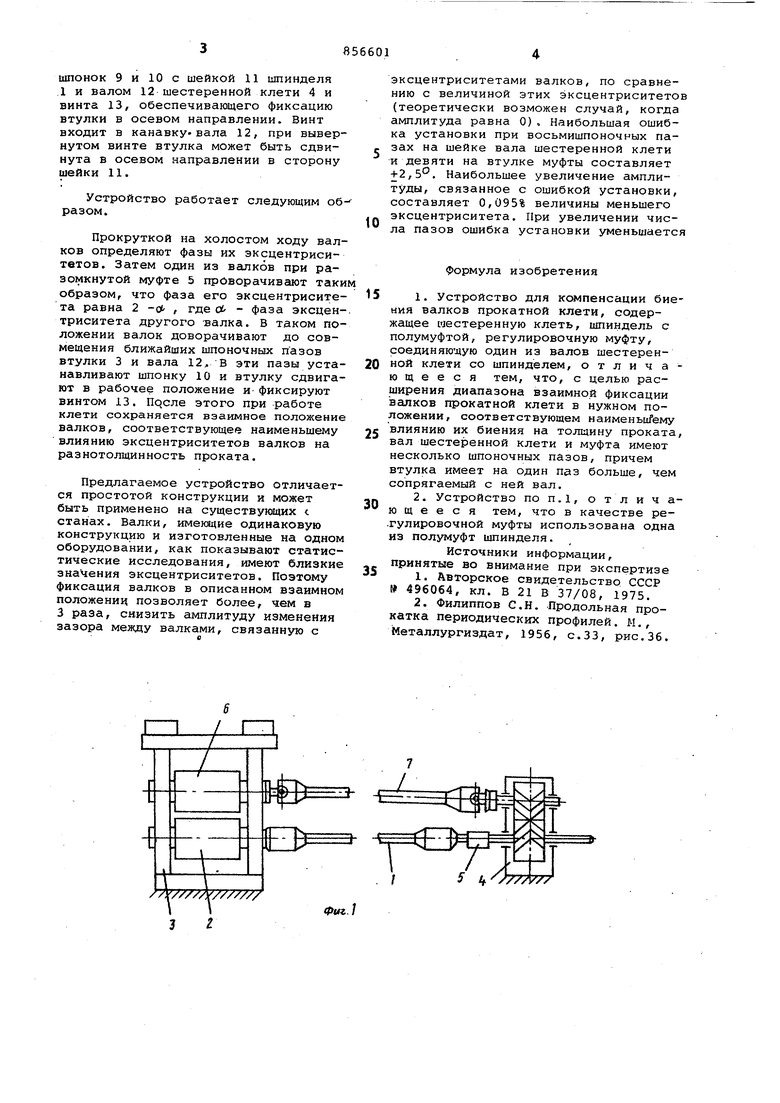
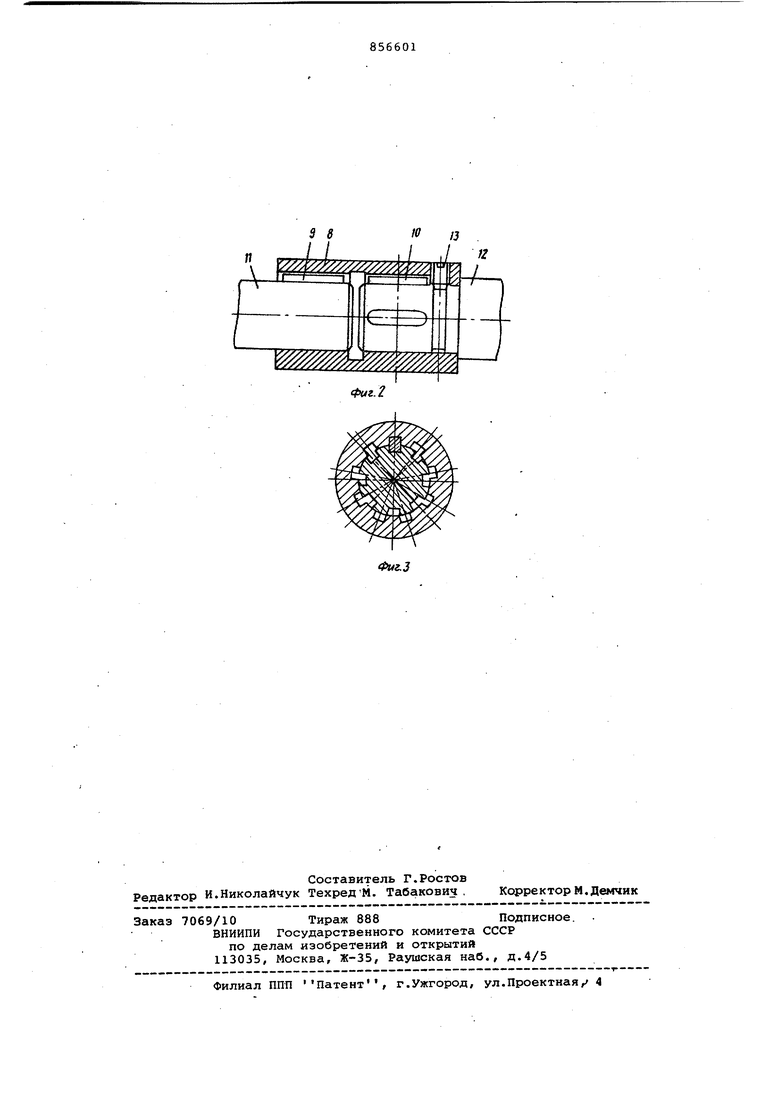
На фиг.1 изображена кинематическая схема взаимной фиксации валков; на фиг.2 и 3 - конструкция регулировочной муфты.
Устройство содержит шпиндель 1, соединяющий валок 2 прокатной к .ети 3 с шестеренчатой клетью 4 через специальную регулировочную муфту 5. Валок 6 соединен с шестеренчатой клетью 4 шпинделем 7. Муфта 5 состоит
30 из втулки 8, соединенной посредством шпонок 9 и 10 с шейкой 11 шпинделя 1 и валом 12 шестеренной клети 4 и винта 13, обеспечивающего фиксацию втулки в осевом направлении. Винт входит в канавку.вала 12, при вывернутом винте втулка может быть сдвинута в осевом направлении в сторону шейки 11. Устройство работает следующим об разом. Прокруткой на холостом ходу вал ков определяют фазы их эксцентриситетов. Затем один из валков при разомкнутой муфте 5 проворачивают таки образом, что фаза его эксцентриситета равна 2 - , где оь - фаза эксцентриситета другого -валка. В таком положении валок доворачивают до совмещения ближайших шпоночных пазов втулки 3 и вала 12, В эти пазы устанавливают шпонку 10 и втулку сдвигают в рабочее положение и фиксируют винтом 13. Помеле этого при работе клети сохраняется взаимное положение валков, соответствующее наименьшему влиянию эксцентриситетов валков на разнотолщинность проката. Предлагаемое устройство отличается простотой конструкции и может быть применено на существующих t станах. Валки, имеющие одинаковую конструкцию и изготовленные на одном оборудовании, как показывают статистические исследования, имеют близкие значения эксцентриситетов. Поэтому фиксация валков в описанном взаимном положении позволяет более, чем а 3 раза, снизить амплитуду изменения зазора между валками, связанную с эксцентриситетами валков, по сравнению с величиной этих эксцентриситетов (теоретически возможен случай, когда амплитуда равна 0). Наибольшая ошибка установки при восьмишпоночных пазах на шейке вала шестеренной клети и девяти на втулке муфты составляет +2,5°. Наибольшее увеличение амплитуды, связанное с ошибкой установки, составляет 0,095% величины меньшего эксцентриситета. При увеличении числа пазов ошибка установки уменьшается формула изобретения 1.Устройство для компенсации биения валков прокатной клети, содержащее шестеренную клеть, шпиндель с полумуфтой, регулировочную муфту, соединяющую один из валов шестеренной клети со шпинделем, отличающееся тем, что, с целью расширения диапазона взаимной фиксации валков прокатной клети в нужном положении, соответствующем наименьи/ему влиянию их биения на толщину проката, вал шестеренной клети и муфта имеют несколько шпоночных пазов, причем втулка имеет на один паз больше, чем сопрягаемый с ней вал. 2.Устройство по П.1, о тл и ч аю щ е е с я тем, что в качестве ре.гулировочной муфты использована одна из полумуфт шпинделя. Источники информации, принятые во внимание при экспертизе .. . свидетельство СССР 496064, кл. В 21 В 37/08, 1975 2. Филиппов С.Н. Продольная прокатка периодических профилей, ы., Металлургиздат, 1956, с. 33, рис . 36.
//r/vxx T/vy/y/v
Фиг. 3 г
