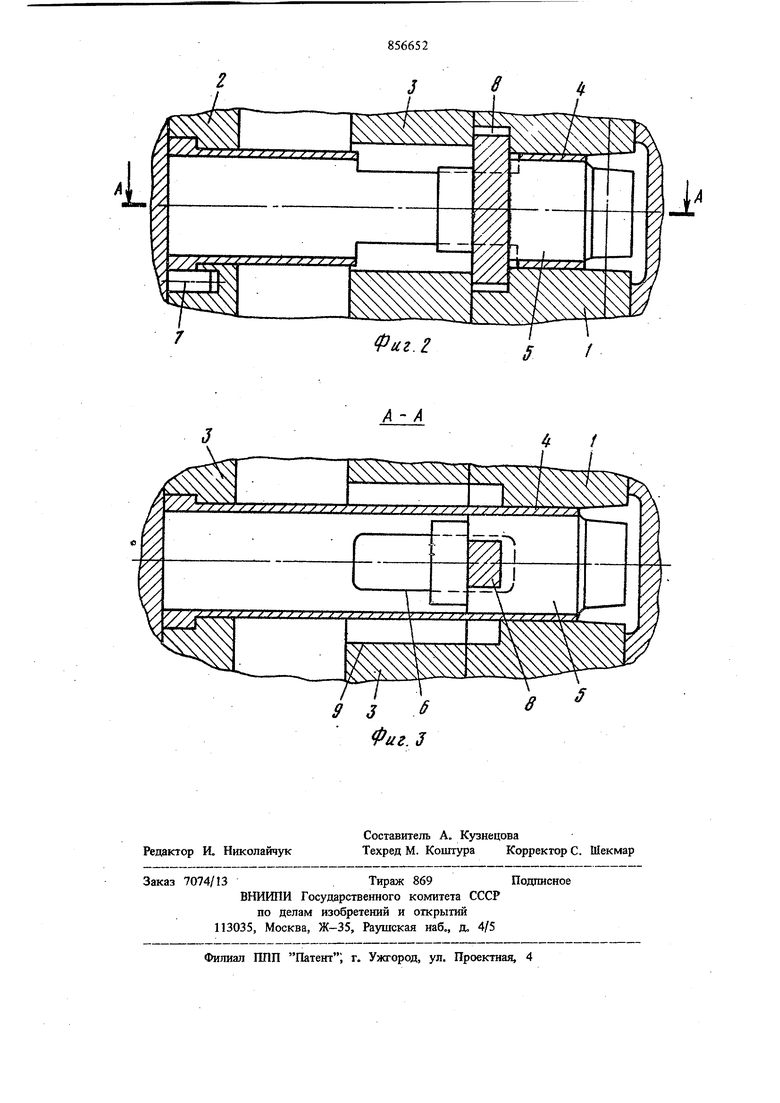
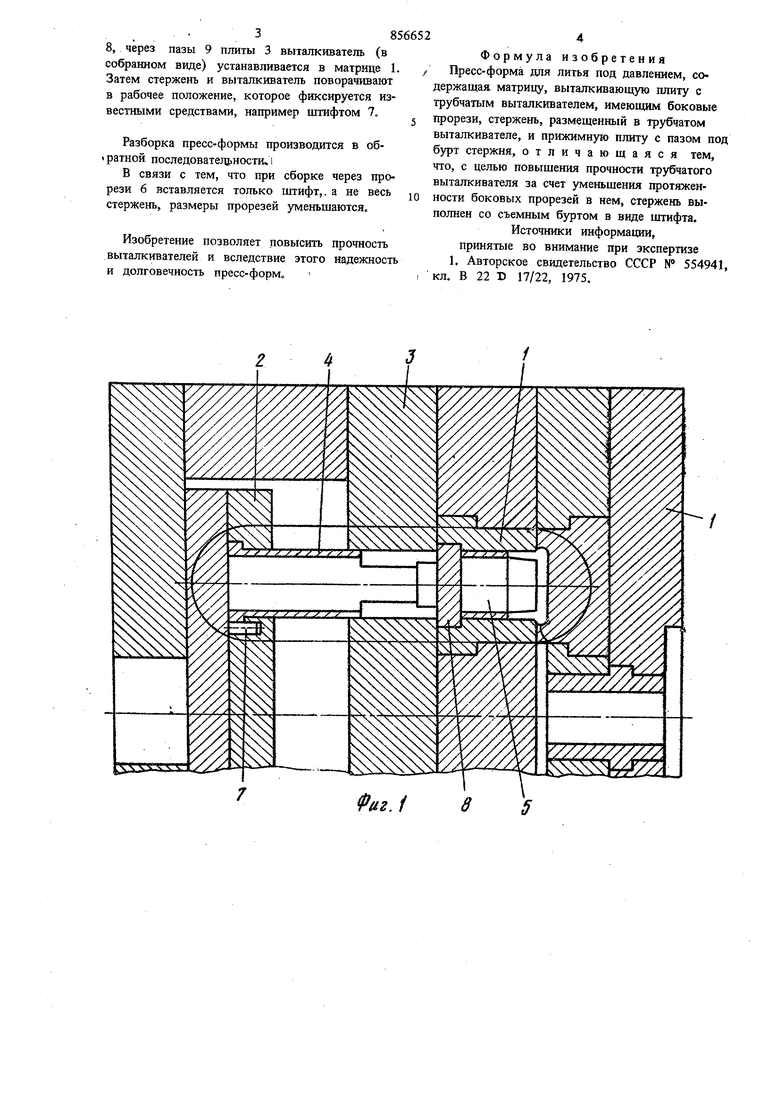
Изобретение относится к литеШюму производству, в частности к литью под давлеююм, я может быть использовано для иэтотовлшия деталей типа гнльз методюд литья под давлением. Известны пресс-формы для лнтья под давле ияем, содержащие матрицу, закрепленную в обойме, выталкивателей с трубчатым выталкивателем, стержень с буртом, размев|енный в трубчатсм выталкивателе, прячем в обойме выполнен сквозной паз под бурт першня. В трубчатом выталкивателе выполнены бо ковые прорези, через которые стержеиь вводятся в выталкиватель (П. Однако прочность выталкивателя, особенно тонкостенного, низкая из-за наличия щюрезей болышп размеров, обеспечивающих ввод стержня во BHyTfHi толкателя. Цель изобретения - повышение прочности трубчатого выталкивателя за счет уменьшения протяженности боковых прорезей в нем. Эта цель достигается тем, что в пресс- , содержащей матрицу, выталкивающую пли ту с трубчатым выталкивателем, имеющим боковые прорези, стержень, рвэме1цеию Й трубчатсш выталкивателе, н пртжямиую пляту с пазом под бурт стержня, стержень выполнен со съемным буртом в «яде штифта. .На фиг. 1 изображена предлагаемы прессформа, разрез; на фиг. 2 - выталк1шатель со стержнем, рабочее положение; на фиг. 3 разрез А-А на фнг. 2. Пресс-форма для литья под давлением содержнт матрицу 1, выталкнвающую плиту 2, прижимную плиту 3, тонкостенный тру&птый выталкиватель 4 н стержень 5, размещбюшй в выталкивателе. На выталкивателе выполнены боковые прорезн 6. От провсфота выталкиватель зафикс{фован в плите 2 штифтом 7. Стержень 5 снабжен буртом, выполнопным съемным в виде штифта 8, устанавливаемого в отверстие в стержне. Сборка пресс-формы производится следующим образом. Стержень 5 вводится во внутрь выталкивателя со стороны его рабочей плоскости до совмещення отверстия под штифт 8 с прорезями 6 выталкивателя 4. Вставляется штифт
3856652
8, через пазы 9 плиты 3 выталкиватель (в собранном ввде) устанавливается в матрице 1. / Затем стержень и выталкиватель поворачивают в рабочее положение, которое фиксируется известными средствами, например штифтом 1,
Разборка пресс-формы производится в обратной последовательности, i
В связи с тем, что при сборке через прорези 6 вставляется только штифт,, а не весь JQ стержень, размеры прорезей уменьшаются.
Изобретение позволяет повысить прочность выталкивателей и вследствие этого надежность и долговечность пресс-форм. i
Формула изобретения Пресс-форма для лнтья под давлением, содержащая матрицу, выталкивающую штату с трубчатым выталкивателем, имеющим боковые прорези, стержень, размещенный в трубчатом выталкивателе, и прижимную плиту с пазом под бурт стержня, отличающаяся тем, что, с целью повышения прочности трубчатого выталкивателя за счет уменьшения протяженности боковых прорезей в нем, стержень выполнен со съемным буртом в виде щтифта.
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 554941, кл, В 22 D 17/22, 1975.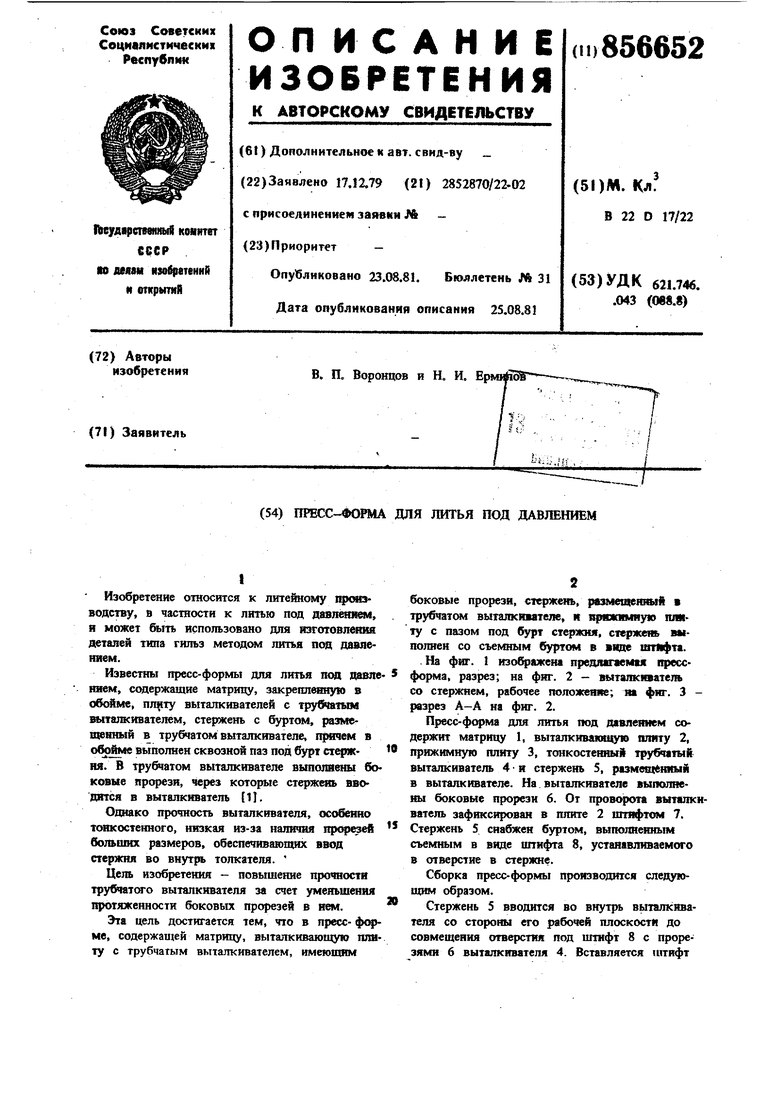
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1990 |
|
SU1770062A1 |
| Форма для литья под давлением | 1987 |
|
SU1493488A1 |
| Прессформа для литья под давлением | 1975 |
|
SU554941A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1973 |
|
SU405654A1 |
| Универсальный блок для сменных пакетов форм литья под давлением | 1981 |
|
SU1004001A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1106580A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ ТРУБЧАТОЙ ФОРМЫ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2102186C1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1503973A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ СМЕННЫМИ БЛОКАМИ-РЕЗАКАМИ "ВИКОСТ" | 2000 |
|
RU2184031C2 |