Р1зобретение относится к области литейного производства, в частности к оснастке машин литья под давлением.
Известна пресс-форма для литья под давлением, содержащая подвижную полуформу с установленными в ее корпусе плитой вкладышей, плитой выталкивателей с выталкивателями, прижимной плитой, плитой стержней и иеподвижиую полуформу с подвижной обоймой. Пресс-форма позволяет производить обрезку облоя и литииков во время ее раскрытия.
Однако в пресс-форме затруднены операции очистки и смазки плоскостей разъема.
Для удобства обслуживания обойма предлагаемой пресс-формы закреплена на неподвижной полуформе на корпусе подвижной полуформы и плиты стерлинги выполнены кронштейны, связанные между собой рычагами, каждый из которых своей средней частью закреплен в кронштейне корпуса, одним концом подвижно установлен в пазу кронштейна плиты стержней, а другим взаимодействует с прижимной плитой.
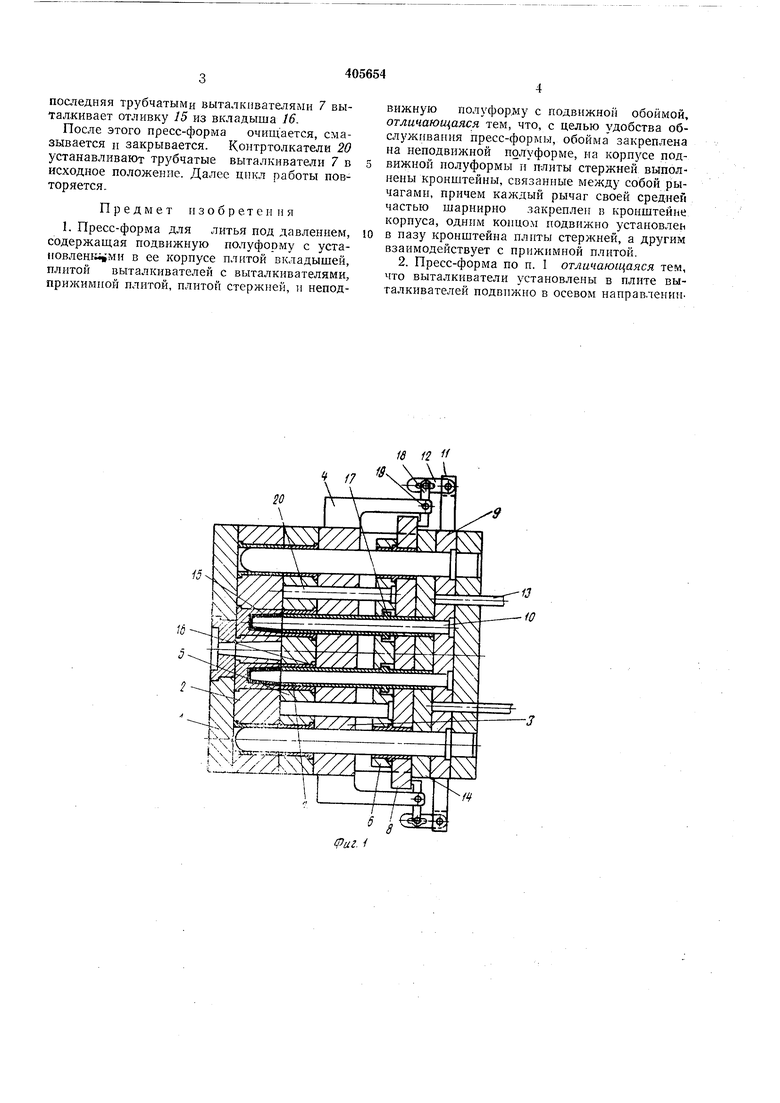
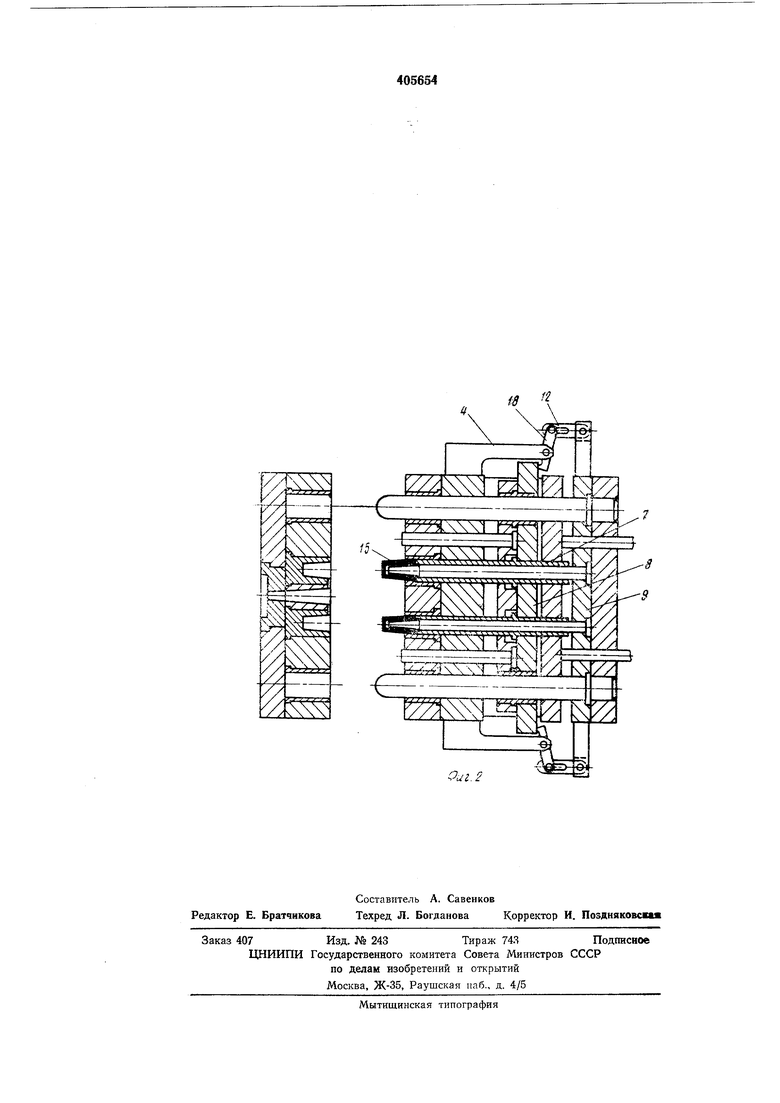
На фиг. 1 изображена описываемая прессформа в разрезе перед обрезкой облоя; на сриг. 2 - пресс-форма в момент выталкивания
отливки.
пресс-форма содержит подвижную и неподв1 л ную полуформы. Неподвижная полуформа включает плиту крепления / жестко связанную с обоймой 2.
Подвижная полуфор.ма включает корпус 5 с кронштейном 4, плиту вкладышей 5, плиту выталкивателей 6 с выталкивателями 7, прижимную плиту 8, плиту стержней 9 с стержнями 10,
На плите стержней 10 выполнены кронц1тейны, каждый из которых содержит планку //, к которой прикреплена тяга 12.
Пресс-форма работает следуюшим образом.
При раскрытии пресс-формы толкатели 13 упираются в плиту 14, жестко связанную с корпусом 3 и обоймой.
При этом стержень 10, закрепленный в плите стержней, движется вместе с подвижной частью машины и за счет усилия обжатия стержня 10 отливкой 15 протягивает последнюю через вкладыш 16 на длину, равную величине зазора между буртом 17 трубчатого выталкивателя 7 и прижимной плитой 8, сре.зая об.юй.
Упираясь буртом /7 в прижимную плиту 8, трубчатый выталкиватель 7 снимает отливку 15 со стержня 10.
Затем тяга 12 поворачивает рычаг 18 вокруг шарнира 19. При этом свободный конец рычага 18 перемещает прижимную плиту 8,
последняя трубчатыми выталкпвате тями 7 выталкивает отливку 15 из вкладыша 16.
После этого пресс-форма очищается, смазывается II закрывается. Контртолкатели 20 устанавливают трубчатые выталкиватели 7 в исходное положение. Далее цикл работы повторяется.
Предмет изобретения
1. Пресс-форма для литья под давлением, содержащая подвижную полуформу с уста||овлен1ивми в ее корпусе HviHToft вкладышей, плитой выталкивателей с выталкивателями, прижимиой плитой, плитой стержней, и неподвижную полуфор му с подвижной обоймой, отличающаяся тем, что, с целью удобства обслуживания пресс-формы, обойма закреп.лена на неподвижной полуформе, на корпусе подвижной полуформы и плиты стержней выполнены кронштейны, связанные между собой рычагами, причем каждый рычаг своей средней частью шарнирно закреплен в кронштейне корпуса, одним коицо.м подвижно установлен
в пазу кронштейна плиты стерл ней, а другим взаимодействует с прижимной плитой.
2. Пресс-форма по п. I отличающаяся тем, что выталкиватели установлены в плите выталкивателей подвижно в осевом направлении 
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1978 |
|
SU710775A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1174156A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2324574C2 |
| ПРЕСС-ФОРМА ДЛЯ Литья ПОД ДАВЛЕНПЕМ | 1972 |
|
SU352707A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1340894A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1973 |
|
SU385668A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
Out. 2
