/3 14
(Л
сд
о со
со
3150
Изобретение относится к литейному производству, а именно к призводству литейных форм для изготовления выплавляемых моделей.
Цель изобретения - расширение технологических возможностей для изготовления кольцевого.коллектора различной высоты путем бесступенчатого изменения длины центрального стержня
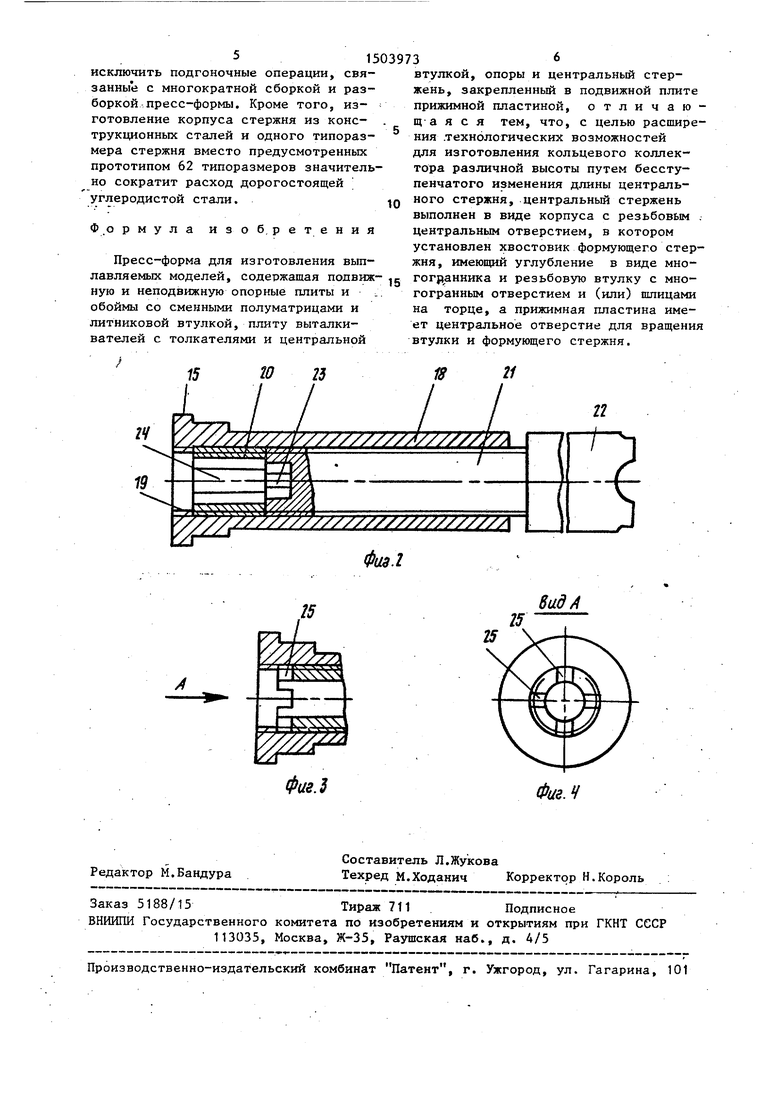
На фиг. 1 показана предлагаемая пресс-форма; на фиг. 2 - хвостовик формующего стержня; на фиг. 3 - резьбовая втулка; на фиг. 4 - вид А на фиг. 3.
Пресс-форма для изготовления выплавляемых моделей состоит из двух основных частей: подвижной и неподвижной.
Подвижная часть пресс-формы со- держит подвижную обойму 1, закрепленную на подвижной опорной плите 2, в которой расположены центрирующая втулка 3 и литниковая втулка 4. В подвижной обойме 1 установлена смен- нал полуматрица 5. ,
Неподвижная часть пресс-ФОРМЫ содержит неподвижную обойму 6 со сменной полуматрицей 7, промежуточную
0
73
0 5
5
отверстия 24 хвостовика 21 формующего стержня 22.
Пресс-форма для изготовления выплавляемых моделей работает следующим образом.
По окончании прессования одного наименования выплавляемых моделей производится замена полуматриц 5 и 7 в подвижной и неподвижной частях пресс-формы. При этом в зависимости от высоты вновь изготавливаемых деталей,изменяя величину хода плиты выталкивателей 12, производится замена упоров 1 1 в опорной плите 10, а также выталкивателей 13 и центральной втулки 14. Одновре- менно с заменой полуматрицы 5 производится замена литниковой втулки 4.
После закрепления в пресс-форме для изготовления выплавляемых моделей сменных- элементов через отверстие 17 .прижимной пластины 16с помощью ключа, введенного в отверстие 24 резьбовой втулки 20, резьбовая втулка
20вывинчивается на несколько оборотов, раскрепляя фиксацию хвостовика
21в резьбовом отверстии 19. Затем производится закрытие подвижной и цеподвижной частей пресс-формы меж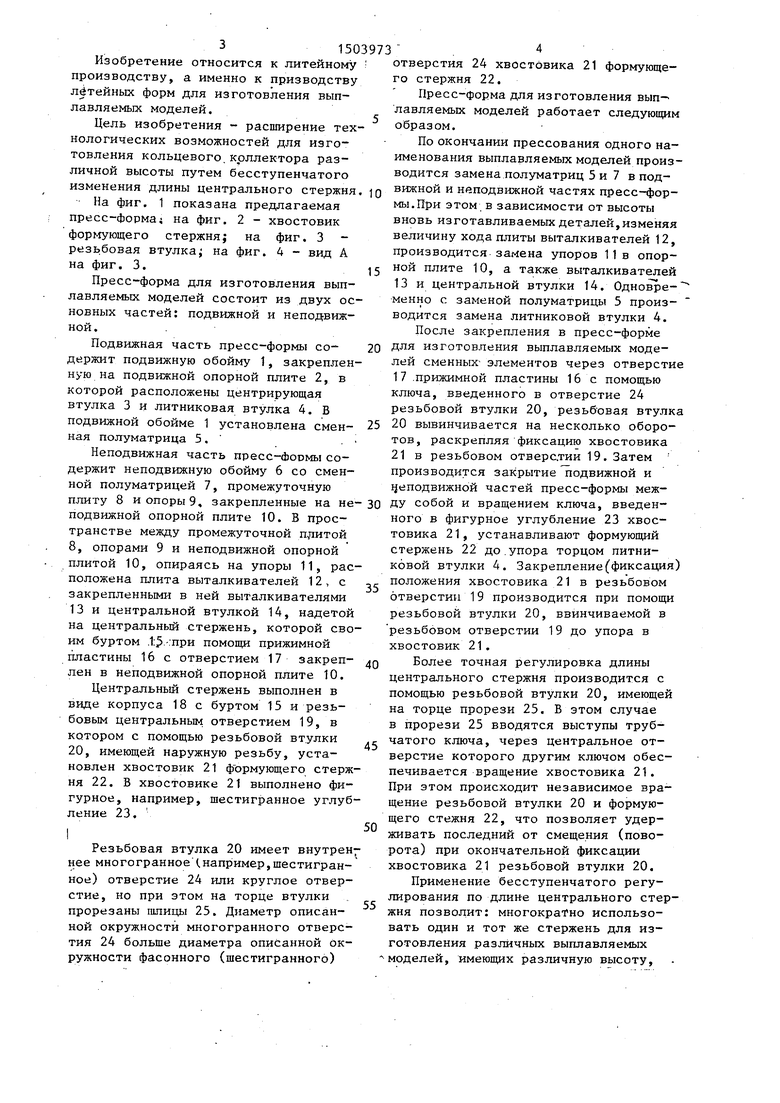
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1292904A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1980 |
|
SU950496A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1447527A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1599226A1 |
| Блок-форма для изготовления изделий с резьбами | 1990 |
|
SU1722856A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1986 |
|
SU1452639A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1990 |
|
SU1770029A1 |
| Пресс-форма для выплавляемых моделей | 1986 |
|
SU1430177A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1650467A1 |
| Литьевая пресс-форма | 1989 |
|
SU1680543A1 |
Изобретение относится к литейному производству. Цель изобретения - расширение технологических возможностей изготовления кольцевого коллектора различной высоты бесступенчатого изменения длины центрального стержня. По окончании цикла прессования одного наименования моделей заменяют полуматрицы 5 и 7, упоры 11 и выталкиватели 13 с центральной втулкой 14, а также литниковую втулку 4. С помощью ключа резьбовую втулку ввинчивают на несколько оборотов, раскрепляя фиксацию хвостовика. Затем устанавливают формующий стержень до упора торцом литниковой втулки 4, а затем закрепляют хвостовик резьбовой втулкой. Экономическая эффективность изобретения состоит в сокращении расходов на изготовление стержней из углеродистой стали. 4 ил.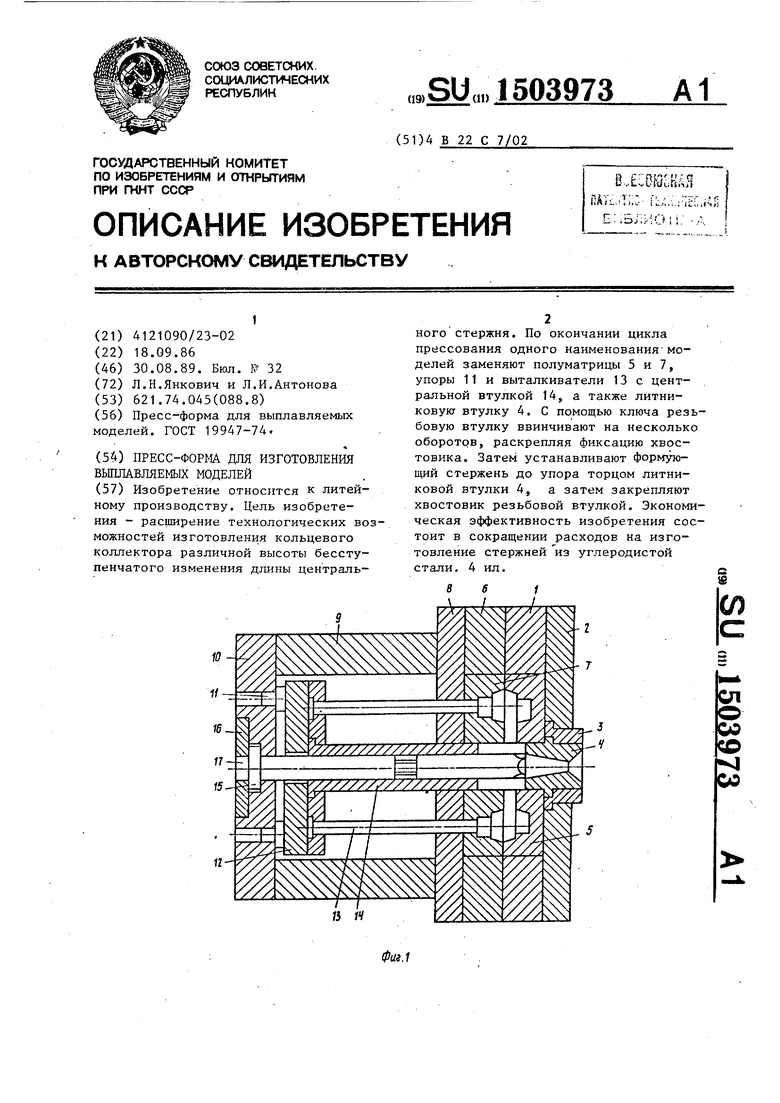
плиту 8 и опоры 9, закрепленные на не-ЗО ДУ собой и вращением ключа, введенподвижной опорной плите 10. В пространстве между промежуточной п,дитой 8, опорами 9 и неподвижной опорной плитой 10, опираясь на упоры 11, расположена плита выталкивателей 12, с закрепленными в ней выталкивателями 13 и центральной втулкой 14, надетой на центральный стержень, которой своим буртом .1;5.-:при помощи прижимной пластины 16 с отверстием 17 закреплен в неподвижной опорной плите 10. Центральный стержень выполнен в виде корпуса 18 с буртом 15 и резьбовым центральным отверстием 19, в котором с помощью резьбовой втулки 20, имеющей наружную резьбу, установлен хвостовик 21 формующего стержня 22. В хвостовике 21 выполнено фигурное, например, шестигранное углубление 23.
I
Резьбовая втулка 20 имеет внутреннее многогранное (.например, шестигранное) отверстие 24 или круглое отверстие, но при этом на торце втулки прорезаны шлицы 25. Диаметр описанной окружности многогранного отверстия 24 больше диаметра описанной окружности фасонного (шестигранного)
5
0
5
0
5
ного в фигурное углубление 23 хвостовика 21, устанавливают формующий стержень 22 до.упора торцом литниковой втулки 4. Закрепление(фиксация) положения хвостовика 21 в резьбовом отверстии 19 производится при помощи резьбовой втулки 20, ввинчиваемой в резьбовом отверстии 19 до упора в хвостовик 21.
Более точная регулировка длины центрального стержня производится с помощью резьбовой втулки 20, имеющей на торце прорези 25. В этом случае в прорези 25 вводятся выступы трубчатого ключа, через центральное отверстие которого другим ключом обеспечивается вращение хвостовика 21. При этом происходит независимое вращение резьбовой втулки 20 и формующего стежня 22, что позволяет удерживать последний от смеще.ния (поворота) при окончательной фиксации хвостовика 21 резьбовой втулки 20.
Применение бесступенчатого регулирования по длине центрального стержня позволит: многократно использовать один и тот же стержень для изготовления различных выплавляемых моделей, имеющих различную высоту.
исключить подгоночные операции, связанные с многократной сборкой и разборкой пресс-формы. Кроме того, из- готовление корпуса стержня из коне- трукционных сталей и одного типоразмера стержня вместо предусмотренных прототипом 62 типоразмеров значительно сократит расход дорогостоящей углеродистой стали.
Ф .о рмула изо б. ре тения Пресс-форма для изготовления выплавляемых моделей, содержащая подвиж- g гогранника и резьбовую втулку с многогранным отверстием и (или) шлицами
ную и неподвижную опорные плиты и обоймы со сменными полуматрицами и литниковой втулкой, плиту выталкивателей с толкателями и центральной
на торце, а прижимная пластина имеет центральное отверстие для вращения втулки и формующего стержня.
}
15
Фиг.
втулкой, опоры и центральный стержень, закрепленный в подвижной плите прижимной пластиной, отличаю- Щ а я с я тем, что, с целью расширения .технологических возможностей для изготовления кольцевого коллектора различной высоты путем бесступенчатого изменения длины центрального стержня, центральный стержень выполнен в виде корпуса с резьбовым . центральным отверстием, в котором установлен хвостовик формующего стержня, имеющий углубление в виде мнона торце, а прижимная пластина имеет центральное отверстие для вращения втулки и формующего стержня.
22
6ud/t
Фиг. Ч
| Пресс-форма для выплавляемых моделей | |||
| Устройство для уменьшения кормового сопротивления среды движению судов | 1927 |
|
SU19947A1 |
