Изобретение относится к машиностроению и может найти применение при товлении деталей типа ва/юи с некруглыми цилиндрическими или коническими поверхностями моментопередзющих соединений.
Цель изобретения - повышение точности формообразования
Ото достигается за счет тоге, что траекторию относительного движения выходной точки каждого лезвия режущего инструмента совмещаюч с траекторией относительного движения пходной точки предыдущего его лезвия, вследствие чего криволинейную поверхность за время одного прохода в каждом его сечении обрабатывают многократно.
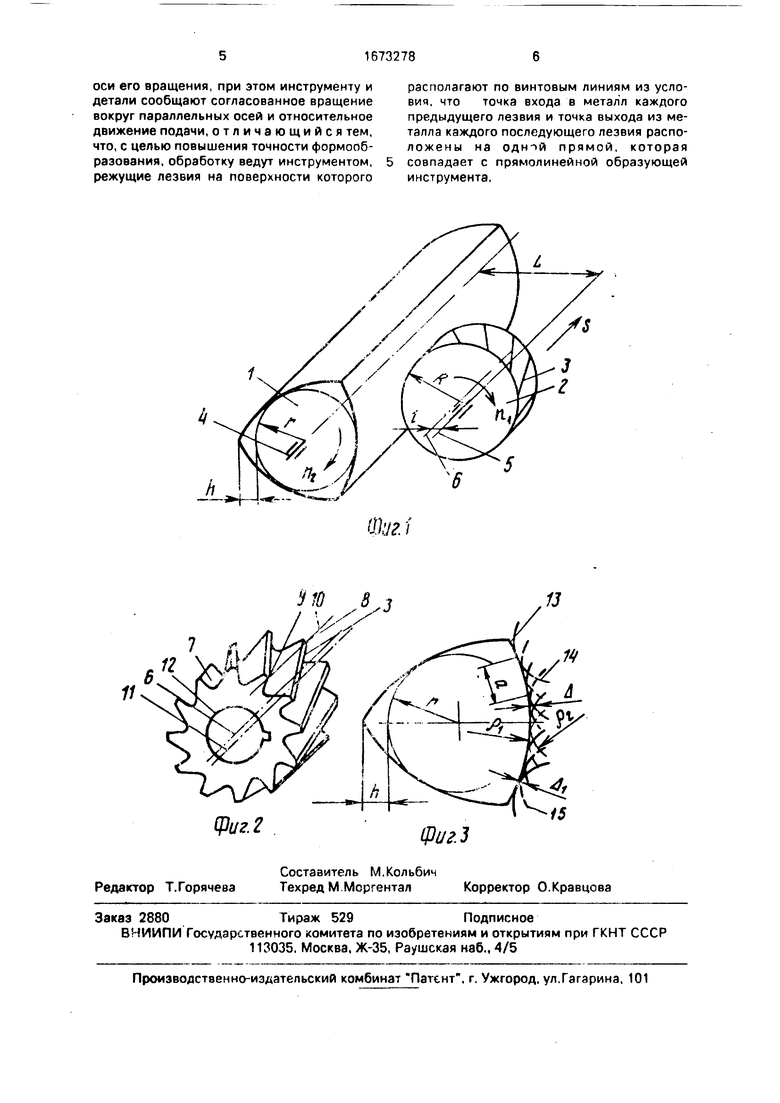
На фиг. 1 представлена схема обрабатываемой поверхности по предлагаемому способу; на фиг.2 - конструкция инструмента; на фиг 3 - схема образования профиля поверхности.
Способ осуществляют следующим образом
Деталь 1 и режущий инструмент 2 с цилиндрической инструментальной поверхностью радиусом R и равномерно расположенными по чей лезвиями 3 устанавливают с возможностью сращения вокруг параллельных осей 4 и 5 соответственно. Геометрическую ось 6 инструмента 2 устанавливают параллельно оси 5 его вращения с эксцентриситетом I, величину которого настраивают в два раза меньше высоты h выО
VI
СО Ю XI 00
ступов обработанной многогранной поверхности над вписанной в ее поперечное сечение окружностью радиусом г. Отношение частоты ni вращения режущего инструмента 2 к частоте П2 вращения детали 1 задают равным числу выступов (граней) многогранной поверхности.
Обработку осуществляют режущим инструментом (см, фиг.2), на корпусе которого размещены режущие зубья 7, лезвия 3 которых расположены по винтовым линиям. При этом точка 8 вхождения в металл каждого лезвия и точка 9 выхода из металла последующего лезвия расположены на одной прямолинейной образующей 10 инструментальной поверхности.
Ось 11 посадочного отверстия 12 в корпусе смещена относительно его геометрической оси 6 для обеспечения возможности настройки величины эксцентриситета I. °зс- стояние L между осями 4 и 5 вращения детали 1 и инструмента 2 устанавливают по соотношению
L-r + R + l.
В процессе обработки для получения многогранного профиля 13 детали сообщают вращение вокруг оси 4 с частотой n, a режущему инс ггументу вращение с той in иокру оси 5. Для образования попер- хноет и по длине инструмент/ 2 относить ьнс детз .и 1 сообщают также прямолинейно0, перемощение с S (мм/ос, зяготоьки).
За O/JHH оборот инс грумента 2 вокруг оси 5 осуществляемся обработка в данном сечении одной грани многогранной поверхности точками 8 всех егп лезвий 3. Поэтому профиль 13 грани образуется как огибающая Z кривых 1-1 - траекторий относитэль ного дс,.я точек 8, где Z- количество режущих зубьев 7, и имеет огранку высотой Л
Так как лезвия 3 н j совпадают с образу ющими 10, то вследствие движения подзчи инструмента рассмотренное сечение данной грани обрабатывается повторно точками лезвий 3. удаленных от их точек 8 в осевом направлении но расстояние Г, и повторно образовано Z кривыми 15, смещенными относительно кр,Ьых 14. В результате этого огранка обработанной поверхности уменьшается от значения Д до значения
Ai .
Поскольку точка 8 каждого лезвия и точка 9 следующего лезвия расположены на прямолинейной образующей 10, то каждое сечение грани обработанной поверхности за время одного прохода формир ется описанным способом несколько раз, количество которых равно целой части К отношения
О
-к, где В - ширина цилиндрической части
режущего инструмента. Максимальный ре- зультат достигается при совмещении траектории относительного движения выходной точки каждого лезвия режущего инструмента с траекторией относительного давления входной точки предыдущего его лезаья. Для выполнения этого условия подача инструмента за один оборот детали должна быть кратча ширине ргбочей части режущего инструмента.
Если - ралиус кривизны сечения гра- ни, - радиус кривизны траектории относительного перемещения режущего инструмента, а - расстояние между соседними точками контакта режущих лезвий инструмента с обработанной поверхностью, то высота А огранки с достаточной точно- стью выражается известной зависимостью
Л - - (-- 4- - А 8 УЭ1
JL
Р2
Если расстояние а соответствует известному спосо ) обрлбо ки, -о в предлагаемом оно ум. шг Э;сч е К , поэтому высота огранки Л-1 сос-зьлжт
Д, - U
о .... t
РК2
V Рb
Седовагельмо, при обработке по . редлага- емсму С обу расчетная высока огранка
Л „- уманьи зет .я е -д- к. - раз.
Скорость резанио пои обработке по предле ем )м. способу равна сумме окружных ско| юстей детали и инструмента в точке их контакта. Максимальное ее значение V ;.рл задс-нг.ых частотах вращения инструмент n. и дегд: и П2 соответствует моменту обработки середины гряч, которого
V 2 лг(Н + :)щ +-2 л т Так как т т 2, то
7-2 + I) m + f) Следовательно, часто: вращения заготовки па задают по зависимое MI
V
(гп(Я +I7+7) Скорость резания V и пода S назначают по нормативам режимов резания.
Формула изобретения
Способ обработки многогранных криволинейных поверхностей многолезвийным цилиндрическим инструментом, который устанавливают эксцентрично относительно
оси его вращения, при этом инструменту и детали сообщают согласованное вращение вокруг параллельных осей и относительное движение подачи, отличающийся тем, что, с целью повышения точности формообразования, обработку ведут инструментом, режущие лезвия на поверхности которого
располагают по винтовым линиям из условия, что точка входа в металл каждого предыдущего лезвия и точка выхода из металла каждого последующего лезвия распо- ложены на прямой, которая совпадает с прямолинейной образующей инструмента,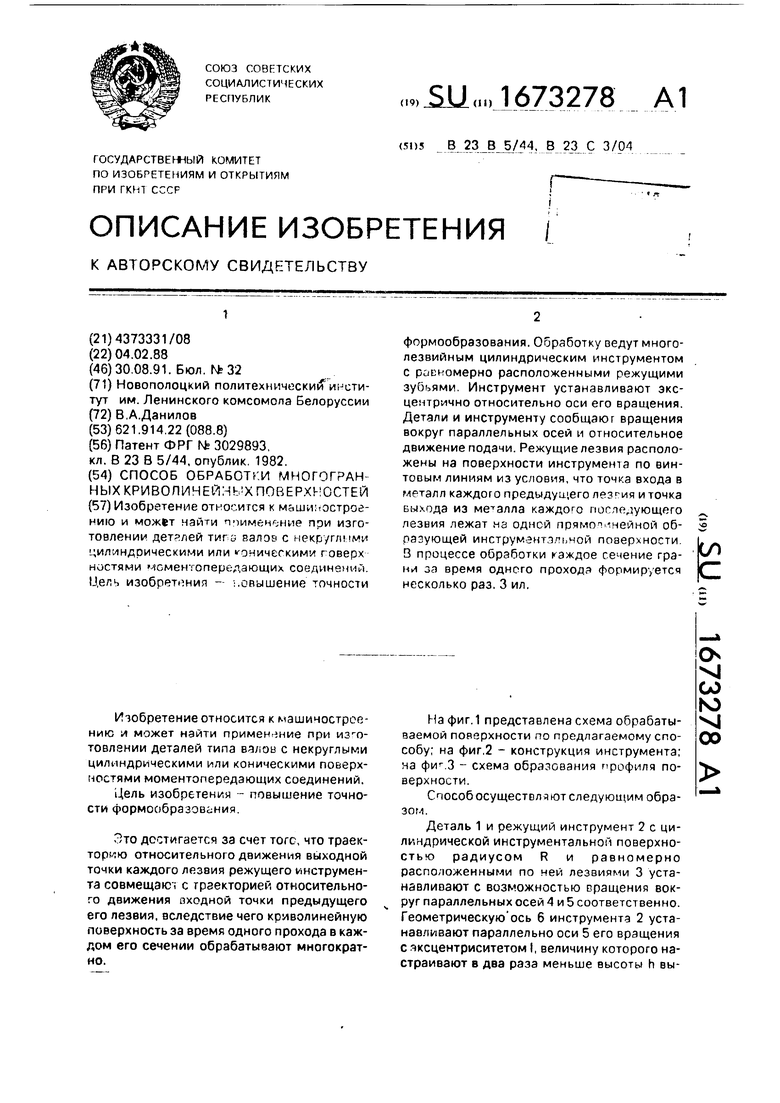

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТЕЛ ВРАЩЕНИЯ НЕКРУГЛОГО СЕЧЕНИЯ | 2001 |
|
RU2211118C1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Способ обработки многогранных изделий | 1986 |
|
SU1404203A1 |
| Способ тангенциального точения | 1974 |
|
SU480497A1 |
| Способ получения частиц порошка методом ротационного точения многогранными резцами | 2024 |
|
RU2830785C1 |
| Способ обработки многогранных поверхностей | 1990 |
|
SU1815012A1 |
| Способ обработки отверстий мерным многолезвийным инструментом | 1987 |
|
SU1710213A1 |
| Способ обработки некруглых валов | 1990 |
|
SU1764859A1 |
| Способ обработки цилиндрической детали с многогранным поперечным сечением | 1981 |
|
SU1009726A1 |
Изобретение относится к машиностроению и может найти применение при изготовлении деталей типа валов с некруглыми цилиндрическими или коническими поверхностями моментопередающих соединений. Цель изобретения - повышение точности формообразования. Обработку ведут многолезвийным цилиндрическим инструментом с равномерно расположенными режущими зубьями. Инструмент устанавливают эксцентрично относительно оси его вращения. Детали и инструменту сообщают вращение вокруг параллельных осей и относительное движение подачи. Режущие лезвия расположены на поверхности инструмента по винтовым линиям из условия, что точка входа в металл каждого предыдущего лезвия и точка выхода из металла каждого последующего лезвия лежат на одной прямолинейной образующей инструментальной поверхности. В процессе обработки каждое сечение грани за время одного прохода формируется несколько раз. 3 ил.
УЮ 8 j
i S SJ
п
Фиг. 2
Фе/г3
| Патент ФРГ Nk 3029893, кл.В 23 В 5/44,опублик 1982. |
