Т54) ПРУЖИННАЯ ОПРАВКА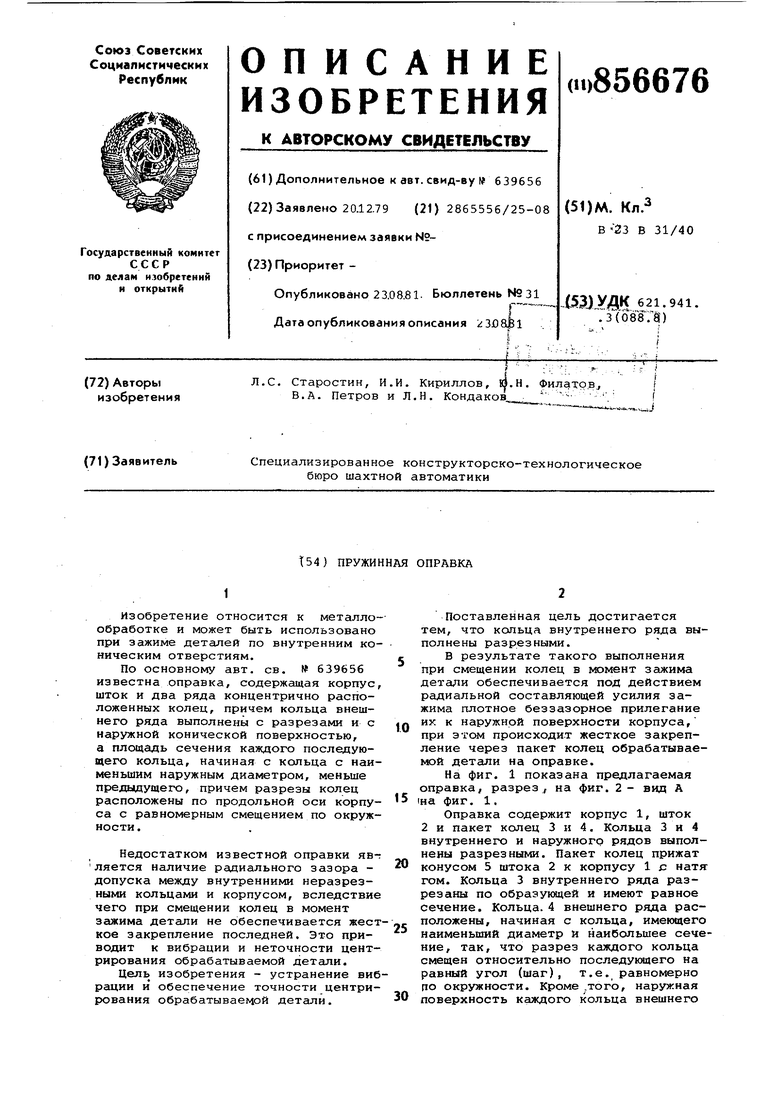
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для наружного хонингования поршневых колец | 1979 |
|
SU776891A1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| Оправка | 1983 |
|
SU1151370A1 |
| Устройство для компенсации дисбаланса вращающейся сборочной единицы | 2019 |
|
RU2710399C1 |
| Устройство для закрепления тонко-СТЕННыХ ТРуб | 1979 |
|
SU806282A1 |
| Устройство для зажима рулона бумаги | 1982 |
|
SU1046373A1 |
| УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ БЕГОВЫХ ДОРОЖЕК КОЛЕЦ ПОДШИПНИКОВ | 1992 |
|
RU2057631C1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| Разжимная оправка | 1982 |
|
SU1047608A2 |
Изобретение относится к металло-обработке и может быть использовано при зажиме деталей по внутренним коническим отверстиям.
По основному авт. св. № 639656 известна оправка, содержащая корпус, шток и два ряда концентрично расположенных колец, причем кольца внешнего ряда выполнены с разрезами и с наружной конической поверхностью, а площадь сечения каждого последующего кольца, начиная с кольца с наименьшим наружным диаметром, меньше предыдущего, причем разрезы колец расположены по продольной оси корпуса с равномерным смещением по окружности.
Недостатком известной оправки яв-т ляется наличие радиального зазора допуска между внутренними неразрезными кольцами и корпусом, вследствие чего при смещении колец в момент зажлгла детали не обеспечивается жесткое закрепление последней. Это приводит к вибрации и неточности центрирования обрабатываемой .детали.
Цель изобретения - устранение вибрации и обеспечение точности центрирования обрабатываемой детали.
Поставленная цель достигается тем, что кольца внутреннего ряда выполнены разрезными.
В результате такого выполнения при смещении колец в момент зажима детали обеспечивается под действием радиальной составляющей усилия зажима плотное беззазорное прилегание их к наружной поверхности корпуса,
to при этом происходит жесткое закрепление через пакет колец обрабатываеMOfi детали на оправке.
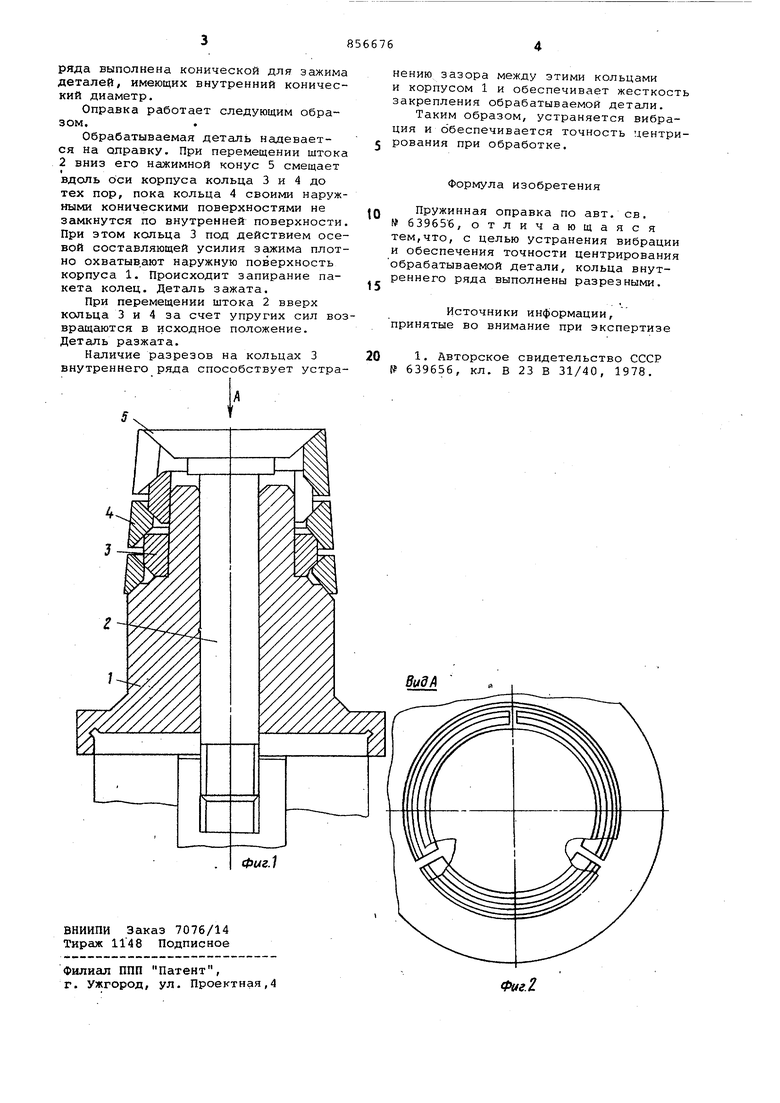
На фиг. 1 показана предлагаемая оправка, разрез, на фиг. 2- вид А
15 1на фиг. 1.
Оправка содержит корпус 1, шток 2 и пакет колец 3 и 4. Кольца 3 и 4 внутреннего и наружного рядов выполнены разрезными. Пакет колец прижат
20 конусом 5 штока 2 к корпусу 1 с натя гом. Кольца 3 внутреннего ряда разрезаны по образующей и имеют равное сечение. Кольца. 4 внешнего ряда расположены, начиная с кольца, имеющего
25 наименьший диаметр и наибольшее сечение, так, что разрез каждого кольца смещен относительно последукадего на равный угол (шаг), т.е. равномерно по окружности. Кроме того, наружная
30 поверхность каждого кольца внешнего
