Изобретение относится к металлообработке и может быть использовано для закрепления преимущественно тонкостенных деталей.
Известна оправка, на корпусе которой установлены конические упругие зажимные элементы н упорная втулка, перемещаемая винтом 1.
Недостатком этой оправки является низкая точность базирования тонкостенных деталей.
Наиболее близким к изобретению решением является оправка, на поверхности штока которой расположены планшайба, конические упругие зажимные элементы с установленными между ними промежуточными кольцами и упорная шайба 2.
Недостатком известной оправки является низкая точность закрепления деталей из-за неравномерного закрепления детали по всей поверхности.
Цель изобретения - повышение точности закрепления.
Указанная цель достигается тем, что в оправке, на поверхности штока которой расположены планшайба, конические упругие зажимные элементы с установленными между ними промежуточными кольцами и упорная шайба, на поверхности штока выполнены шлицевые пазы, на наружной поверхности зажимных элементов выполнены равномерно расположенные по окружности впадины, а на внутренней - радиальные выступы, предназначенные для взаимодействия со шлицевыми пазами штока, при этом впадины на наружной поверхности каждого последующего зажимного элемента смещены на половину их шага относительно одна другой.
Такое выполнение повышает точность центрирования за счет равномерного распределителя усилий зажима относительно всей площади закрепляемой поверхности детали.
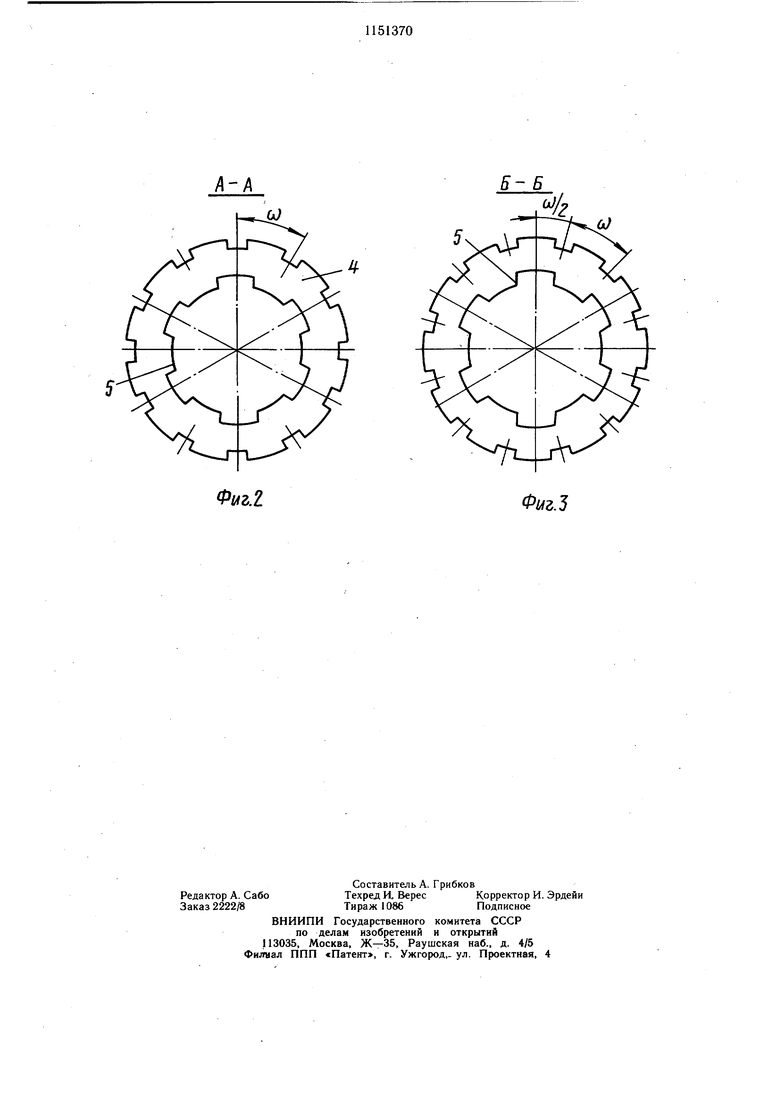
На фиг. 1 представлена оправка, общий вид; на фиг. 2 - сечение А-А на фиг. ; на фиг. 3 - сечение Б-Б на фиг. 1.
Оправка состоит из щтока 1 с шлицевыми пазами на наружной поверхности, планшайбы 2, закрепленной на шпинделе 3.
В шлицевых пазах штока 1 расположены конические упругие зажимные элементы 4, на наружных поверхностях которых выполнены равномерно расположенные по окружности прямоугольные впадины с угловым шагом, а на внутренней поверхности зажимных элементов 4 выполнены радиальные выступы 5, которые входят в шлицевые пазы штока 1. Впадины на наружных поверхностях зажимных элементов 4 смешены на половину их шага а, то есть на величину /2 относительно одна другой в чередующейся последовательности. Между зажимными элементами 4 установлены промежуточные кольца 6. На торцовой поверхности штока 1 установлена упорная шайба 7 и гайка 8. На оправке установлена обрабатываемая деталь 9.
Оправка работает следующим образом.
Шток 1 находится в крайнем правом положении, при этом зажимные элементы 4 и промежуточные кольца 6 нахо.аятся в свободном состоянии. Деталь 9 устанавливается внутренней поверхностью на зажимные элементы 4 до упора с планшайбой 2. Затем шток 1 перемещается влево, сжимая последовательно зажимные элементы 4, которые при этом увеличивают свой наружный диаметр, взаимодействуя своей поверхностью с внутренней поверхностью обрабатываемой детали 9.
Происходит надежная фиксация детали 9. Усилие зажима определяется величиной хода штока 1 влево.
Предложенная конструкция повышает точность закрепления детали, осуществляя равномерный зажим за счет наличия на зажимных элементах радиальных пазов с равномерным шагом, чередующихся в шахматном порядке.
Технико-экономическая эффективность при применении изобретения обусловлена повышением точности закрепления детали.
/l-A
Б- Б
Фиг..
Фиг-З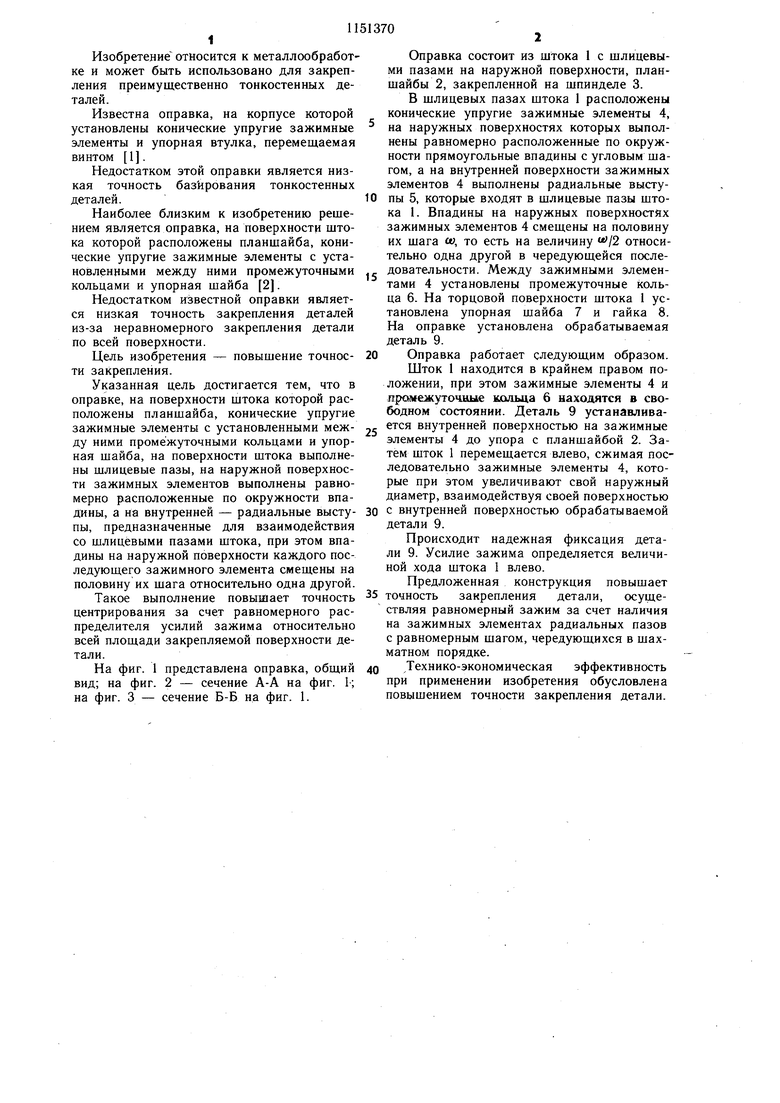
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ЦЕНТРИРОВАНИЯ И ЗАКРЕПЛЕНИЯ ТОНКОСТЕННОЙ ДЕТАЛИ | 1998 |
|
RU2134182C1 |
| Узел ступенчатой коробки передач с жестко связанными одно с другим блокирующим кольцом синхронизатора и зубчатым кольцом и способ его сборки | 1984 |
|
SU1157288A1 |
| Устройство для намотки трубчатых изделий | 1985 |
|
SU1391927A1 |
| Предохранительная фрикционная муфта | 1989 |
|
SU1762018A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| РАСКАТКА ДЛЯ ДОРОЖКИ КАЧЕНИЯ КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА | 2013 |
|
RU2541220C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ГОФРИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071852C1 |
ОПРАВКА, на поверхности штока которой расположены планшайба, конические упругие зажимные элементы с установленными между ними промежуточными кольцами и упорная шайба, отличающаяся тем, что, с целью повышения точности закрепления, на поверхности штока выполнены шлицевые пазы, на наружной поверхности зажимных элементов выполнены равномерно расположенные по окружности впадины, а на внутренней - радиальные выступы, предназначенные для взаимодействия со шлицевыми пазами штока, при этом впадины на наружной поверхности каждого последующего зажимного элемента смещены на половину их шага относительно одна другой. (Л сд со 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ансеров М | |||
| А | |||
| Приспособления для металлорежущих станков | |||
| М., Машгиз, 1960, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ансеров М | |||
| А | |||
| Приспособления для токарных и круглошлифовальных станков | |||
| Лениздат, 1953, с | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
| Приспособление для градации давления в воздухопроводе воздушных тормозов | 1921 |
|
SU193A1 |
