(54) ПОЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для изготовления цилиндрических разрезных кожухов | 1989 |
|
SU1775236A1 |
| Устройство для намотки ленточного материала | 1983 |
|
SU1138375A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| Устройство для формообразования кромок деталей | 1980 |
|
SU927375A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| ПРЕСС ДЛЯ ВЫРУБКИ ДЕТАЛЕЙ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛА | 1993 |
|
RU2042459C1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
1
Изобретение относится к обработке иеталлов давлением и может быть использовано для изготовления деталей типа кожухов.
Известен полуавтомат для изготовления разрезных кольцевцх деталей из ленточного материала, содержащий станину, на которой установлены механизм подачи, профилирования и формообразования, выполненный в виде нижнего и верхнего валков, механизм гибки и механизм отрезки, выполненный в виде двух ножей и привода перемещения 1.
Недостатком такого устройства является его низкая производительность.
Цель изобретения - повыщение производительности.
Указанная цель достигается тем, что в полуавтомате для изготовления разрезных кольцевых деталей из ленточного материала, содержащем станину, на которой установлены механизм подачи, профилирования и формообразования, выполненный в виде нижнего и верхнего валков, механизм гибки и механизм отрезки, выполненный в виде двух ножей и привода перемещения, механизм подачи, профилирования и формообразования снабжен подпружиненной относительно станины кареткой с роликами, установленными с возможностью взаимодействия с нижним валком.
При этом механизм гибки выполнен в виде плиты, установленных на ней с возможностью возвратно-поступательного перемещения роликов и размещенной над роликами щтанги с шириной, равной щирине обрабатываемого ленточного материала.
Механизм отрезки снабжен м атрицей и
10 подвижной кареткой, один из его ножей установлен на подвижной каретке и выполнен в виде ролика с тремя рабочими гранями для оттиска маркировки, осевого зига и отрезки, а второй нож размещен на матрице
15 и выполнен с канавками для прохождения и отрезания поперечных зигов, при этом в матрице выполнены канавка для наложения осевого зига и карман для укладки средств м аркировки.
Кроме того, полуавтомат снабжен пово20ротным столом для сбора готовых деталей.
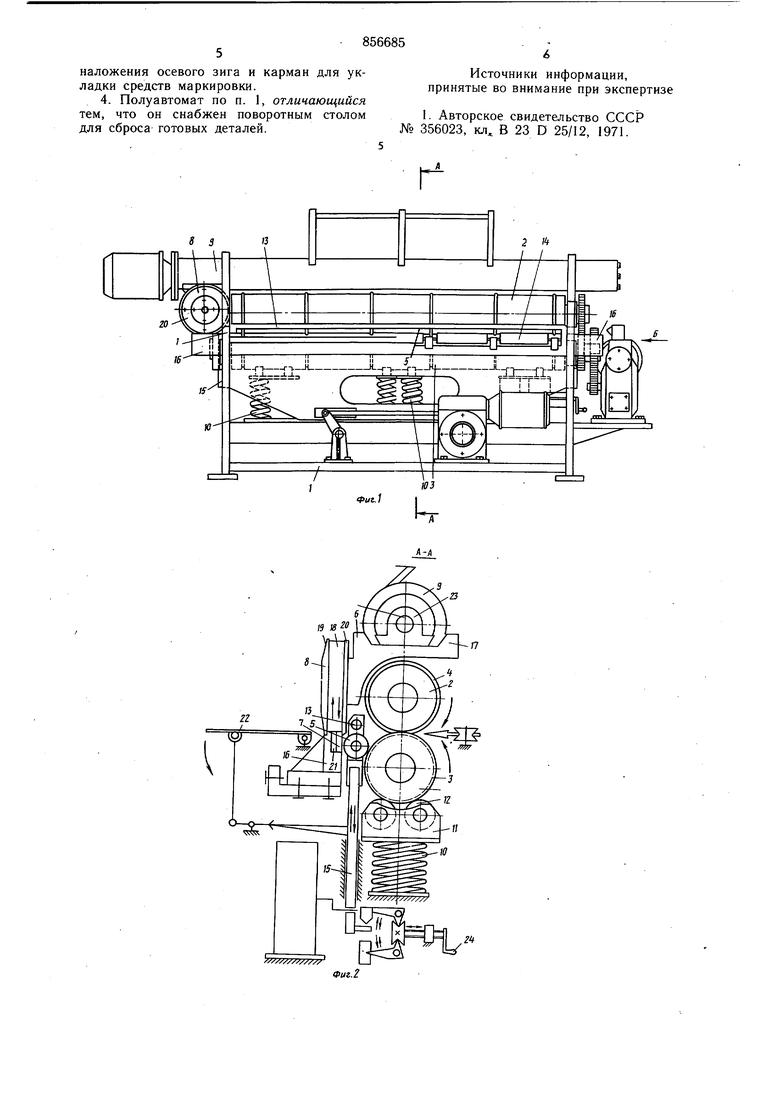
На фиг. 1 схематично изображен полуавтомат для изготовления разрезных кольцевых деталей, общий вид; на фиг. 2 -
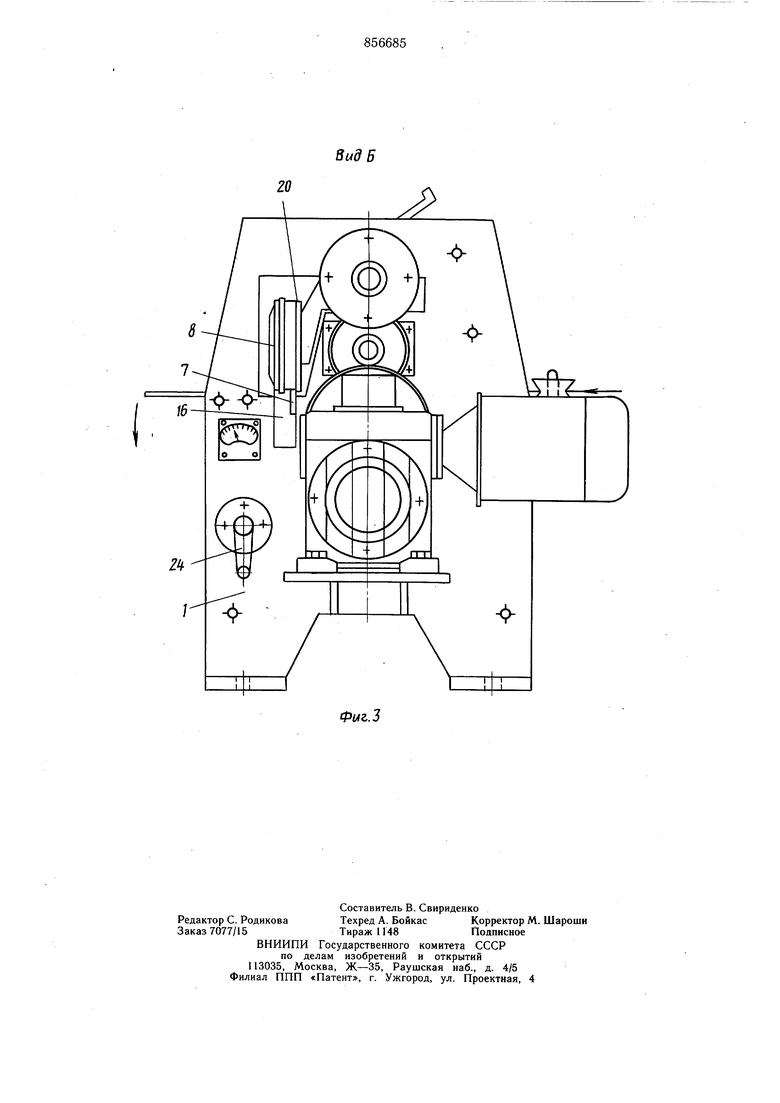
разрез А-А на фиг. 1; на фиг. 3 вид Б на фиг.. 1.
Полуавтома.т для изготовления разрезных кольцевых деталей содержит станину 1, на которой установлены механизм 2 подачи, профилирования и формообразования, выполненный в виде нижнего 3 и верхнего 4 валков, механизм 5 гибки и механизм 6 отрезки, выполненный в виде двух ножей 7 и 8 и привода 9 перемещения.
Механизм 2 подачи, профилирования и формообразования снабжен подпружиненной пружиной 10, кареткой 11 с роликами 12, установленными с возможностью взаимодействия с нижним валком 3.
Механизм 5 гибки снабжен штангой 3 шириной, равной ширине обрабатываемого материала, и выполнен в виде отдельных роликов 14, установленных на плите 15 с возможностью возвратно-поступательного перемеш,ения, при- этом штанга 13 установлена над роликами 14.
Механизм 6 отрезки снабжен матрицей
16и кареткой 17 с подвижным ножом 8, выполненный в виде ролика с тремя рабочими гранями для оттиска маркировки 18, осевого зига 19 и отрезки 20. На рабочей грани второго ножа 7 выполнены канавки для прохождения и отрезания поперечных зигов. Нож 7 установлен неподвижно на матрице 16, в которой в ыполнены канавки для наложения осевого зига и карман 21 для укладки средств маркировки маркирующих цифр. Полуавтомат снабжен поворотным столом 22, приводом 23 тянущих валков 3 и 4, пультом управления и рукояткой 24 регулировки радиуса загиба.
Полуавтомат для изготовления разрезных кольцевых деталей работает следующим образом.
На пульте управления переключатель ставят в положение «Ручное, этим разрешают включение всех приводов отдельно.
Металл с бухты заправляют в направляющие, подводят к валкам 3 и 4 и дают «Пуск тянущим валкам, пропустив металл между ними. Конец его направляют между роликами 14 механизма 5 гибки и штангой 13, дают валкам «Стоп и включают механизм 6 резки, при этом ролик 8 кареткой
17перемещается из одного крайнего положения в другое, рабочей кромкой 19 и посредством матрицы 16 происходит заготовка продольного зига, а кромкой 20 - обрезание края детали для выравнивания.
Затем переключатель управления ставят в автоматическое положение. Закладывают в карман 21 комплект цифр, означающих длины заготовок, устанавливают по шкале командоаппарата соответствующую им длину заготовок, а также радиус загиба с помощью рукоятки 24, нажимают кнопку «Пуск в автоматическом режиме, при этом гнуш,ий валок 5 занимает верхнее по
установке на приборе положение, задав необходимый радиус загиба.
Согнув конец материала, находящийся за тянущими валками, достигнув верхнего
положения, валок 5 подает команду на включение тянущих валков, при этом начинает поступать металл, прощедший между зиговочным устройством, и с помощью гнущего валка 5 обретает форму цилиндра.
При достижении длины развертки командоаппарат выдает команду «Стоп валкам, при этом гнущий валок 5 занимает нижнее положение и щтангой 13 прижимает деталь к нижнему неподвижному ножу 7.
Далее включается механизм 6 резки и
ролик 8, пройдя в другое конечное положение, перпендикулярное поступлению метал ла, отрезает деталь, оттиснув маркировку и накатав продольный зиг.
Ролик 8 в автоматическом режиме, достигнув крайнего положения, подает команду на включение гнущего валка 5, и далее процесс повторяется до нажатия кнопки «Стоп.
Таким образом, предлагаемое изобретение позволяет повысить производительность
изготовления разрезных кольцевых деталей.
Формула изобретения
матрице и выполнен с канавками для прохождения и обрезания поперечных зигов, при этом в матрице выполнены канавки для
наложения осевого зига и карман для укладки средств маркировки.
Источники информации, принятые во внимание при экспертизе
г
п
г
