(54) УСТРОЙСТВО для ПРОТЯЖКИ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для протяжки изделий | 1987 |
|
SU1433831A2 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1973 |
|
SU453324A1 |
| КОМПЛЕКС ОБОРУДОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ДЕТАЛЕЙ, В ТОМ ЧИСЛЕ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ МЕТОДОМ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2093300C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРЯМОГО ВЫДАВЛИВАНИЯПОКОВОК | 1970 |
|
SU284605A1 |
| Многопозиционный автомат для штамповки заготовок типа гаек и колец подшипников | 1979 |
|
SU863126A1 |
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Пресс для получения панелей прессованием | 1990 |
|
SU1712022A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано в гидравлических устройствах для производства деталей типа «стакан.
Известны устройства, содержащие силовую раму, выполненную в виде связанных колоннами передней и задней траверс, контейнеродержатель, размещенный в передней траверсе матричный узел, иглу и главные цилиндры, передающие усилие на помещенную в контейнеродержателе заготовку и установленные на задней траверсе, а также прошивную систему с силовыми цилиндрами и подвижной траверсой. Кроме того, подвижная траверса прощивной системы расположена между передней и задней траверсами, а прошивная система снабжена дополнительной подвижной траверсой, расположенной за задней траверсой пресса и подвижной поперечной. Плунжеры главных цилиндров выполнены дифференциальными и соединены соответственно своими концами с подвижными траверсами прошивной системы, при этом подвижная поперечина снабжена смонтированной на ней гайкой, соединенной через промежуточный элемент с иглой 1.
Наиболее близким по технической сущности является устройство для протяжки изделий, содержащее силовую раму, выполненную из соединенных колоннами передней и задней траверс, матричный узел и силовой цилиндр, размещенные соответственно в пе редней и задней траверсах, перемещаемый от гидропривода ползун с пуансоном, а также ползун поштучной выдачи заготовок 2.
Однако известные устройства имеют неfO достаточную центровку и жесткость системы пуансонодержателя и пуансона относительно матричного узла, вследствие чего заготовки выполняются с повышенной разностенностью. Кроме того, при изготовлении деталей типа «стакан с фигурной донной 15 частью получение одинаковой по толщине стенки дна каждой заготовки невозможна, так как требующиеся усилия для формоизменения донной фигу)ной части и наружного диаметра заготовки различны. Так, при превышении усилия на внутреннюю донну часть
20 происходит формоизменение наружной хвостовой части заготовки, а при недостаточном усилии - неполная формовка внутренней фигурной донной части, соответственно толщина стенки дна каждой заготовки не одинакова.
Цель H3o6pefeHHH - повышение качества изделий.
Поставленная цель достигается тем, что устройство для протяжки, содержащее силовую раму, выполненную в виде связанных колоннами неподвижных передней и задней траверс, матричный узел и силовой демпфер, размещенные соответственно в передней и задней траверсах, перемещаемый от гидропривода ползун с пуансонодержателем, несущим пуансон, а также магазин пощтучной выдачи заготовок, снабжено центрирующей подвижной траверсой, размещенной на колонных между ползуном и передней неподвижной траверсой и имеющей отверстие для прохода пуансонодержателя, а также механизмом промежуточной фиксации пуансона относительно матрично о узла, выполненным в виде закрепленных на ползуне штанг с ограничительными выточками, и откидных захватов, смонтированных на неподвижной задней траверсе и взаимодействующих с упомянутыми выточками.
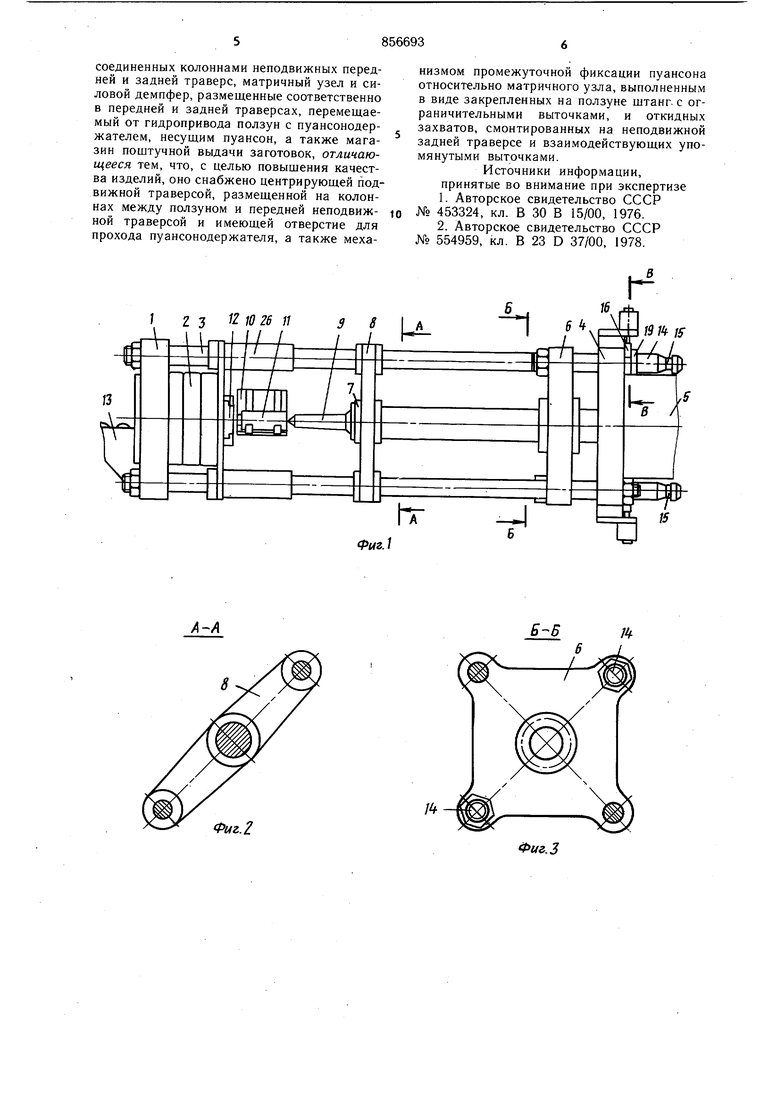
На фиг. 1 схематично показано предлагаемое устройство, общий вид; на фиг. 2 - вид на центрирующую подвижную траверсу, сечение А-А на фиг. 1; на фиг. 3 - вид на ползун с закрепленными штангами, сечение Б-Б на фиг. 1; на фиг. 4 - вид на откидные сомкнутые захваты на неподвижной задней траверсе, сечение В-В на фиг. 1; на фиг. 5 - то же, захваты разомкнуты.
Силовая рама состоит из передней траверсы 1 с матричным узлом 2, связанной колоннами 3 с задней траверсой 4. Б последней расположен силовой цилиндр 5, передающий усилие через ползун 6, пуансонодержатель 7, проходящий сквозь дополнительную центрирующую подвижную траверсу 8, пуансон,9 на помещенную в магазине 10 пощтучной выдачи заготовку 11.
У входа в матричный узел 2 установлен подвижный упор 12, а у выхода - лоток
13сброса. На ползуне 6 закреплены щтанги
14с ограничительными выточками 15, которые проходят сквозь отверстия, выполненные в неподвижной задней траверсе 4, где установлены откидные захваты 16, имеющие оси 17 поворота и взаимосвязанные между собой посредством зубчатого зацепления 18.
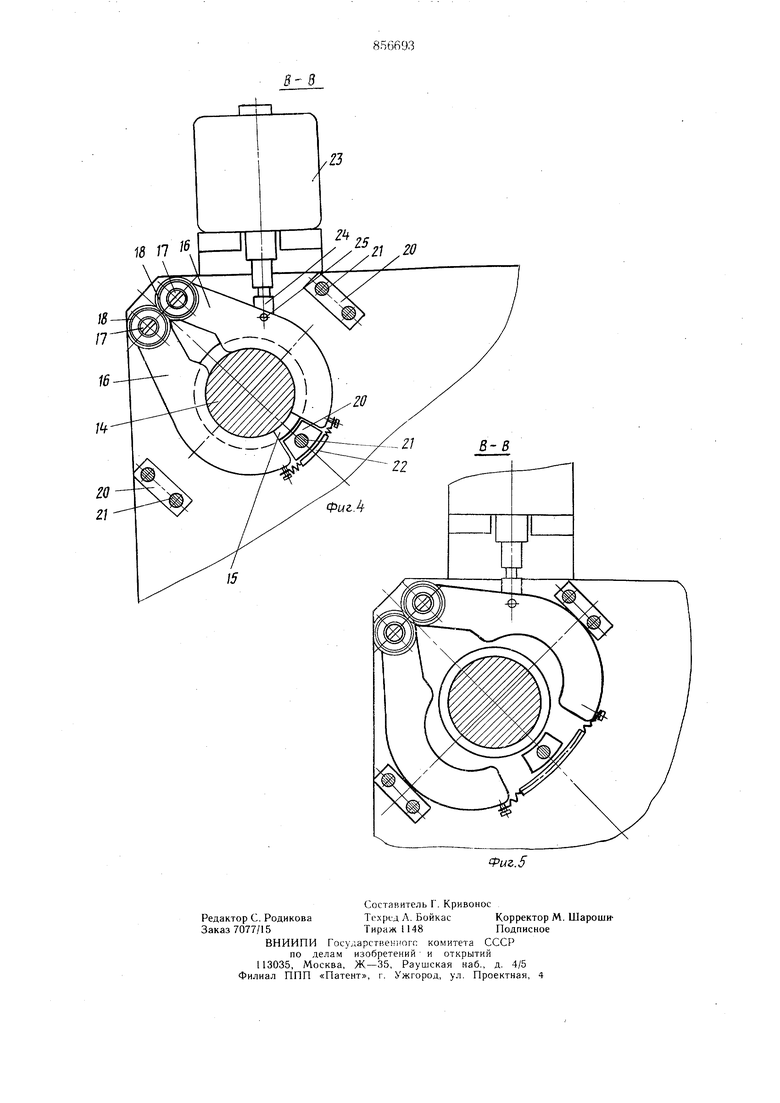
При повороте на осях 17 захваты скользят между неподвижной траверсой 4 и плитой 19, установленной на опорах 20 и закрепленной болтами 21 к траверсе 4. В сомкнутом положении (фиг. 4) захваты 16 удерживает пружина 22, в разомкнутом (фиг. 5) электромагнит 23 через тягу 24 и ось 25, установленные на одном из захватов. На колоннах 3 перед матричным узлом 2 установлены сменные у.поры 26.
Устройство для протяжки изделий работает следующим образом.
В исходном положении заготовка 11 находится в магазине 10 выдачи, подвижный упор 12 находится в переднем положении и перекрывает вход заготовки 11 с пуансоном 9 в матричный узел 2. При подаче давления в силовой цилиндр 5 его Щток перемещает ползун 6 с пуансонодержателем 7, и пуансон 9 вводит во внутрь заготовки 11, происходит формообразование донной части заготовки, опорой которой служит подQ вижный упор 12.
Закрепленные на ползуне 6 щтанги 14 с ограничительными выточками 15 перемещаются вместе с ползуном 6, при этом электромагнит 23 в начале движения ползуна 6 отключается, откидные захваты 16 под действием пружины 22 взаимодействуют с поверхностью штанг 14, и при подходе ограничительной выточки 15 захваты входят в нее (фиг. 4). Ползун 6 с пуансоном стопорится, перед этим ограничительная выточка со штангой 14 устанавливается на ползуне 6 на таком расстоянии, что пуансон 9 до фиксации полностью производит формовку внутренней полости заготовки 11 с заданной толщиной дна. Затем подается команда на мгновенный отвод (отскок) ползуна 6 назад, подвижный упор 12 отводится в противоположное положение и одновременно включается электромагнит 23, который фиксирует откидные захваты 16 в разомкнутом положении (фиг. 5).
Далее включается силовой цн..-.:;);Др, пу° ансон 9 с заготовкой 11 в матричный узел 2, происходит формообразование по наружному диамеетру, при этом до входа пуансона 9 с заготовкой 11 в матричный узел 2 перемещение их происходит вместе
5 с дополнительной подвижной траверсой 8, которая скользит по колоннам 3, затем траверса 8 встречает сменные упоры 26, и дальнейщее перемещение пуансона 9 происходит сквозь центральное отверстие подвижной центрирующей траверсы 8.
0 При выходе заготовки 11 с матричного узла 2 включается обратный ход силового цилиндра 5 при помощи съемника (на чертеже не показан), происходит съем заготовки 11 с пуансона 9, которая попадает на лоток 13 сброса для подачи ее на дальнейшую обработку. Пуансон отходит в исходное положение, подвижный упор 12 подходит в переднее положение, перекрывая вход в матричный узел 2, подается очередная заготовка в магазин 10. Цикл повторяется.
0 Предлагаемое устройство позволяет получать заготовки с точной фигурной донной частью как на внутренней, так и на наружной поверхностях, вследствие чего, сокращается механическая обработка, повышается коэффициент использования металла до 0,71.
Формула изобретения
Устройство для протяжки изделий, содержащее силовую раму, выполненную из
соединенных колоннами неподвижных передней и задней траверс, матричный узел и силовой демпфер, размещенные соответственно в передней и задней траверсах, перемещаемый от гидропривода ползун с пуансонодержателем, несущим пуансон, а также магазин поштучной выдачи заготовок, отличающееся тем, что, с целью повыщения качества изделий, оно снабжено центрирующей подвижной траверсой, размещенной на колоннах между ползуном и передней неподвижной траверсой и имеющей отверстие для прохода пуансонодержателя, а также мехаI 25 10 26 11
8
Фиг. 2
низмом промежуточной фиксации пуансона относительно матричного узла, выполненным в виде закрепленных на ползуне щтанг. с ограничительными выточками, и откидных захватов, смонтированных на неподвижной задней траверсе и взаимодействующих упомянутыми выточками.
Источники информации, принятые во внимание при экспертизе
К
Б-Б
Фиг.З 19 74 /f
