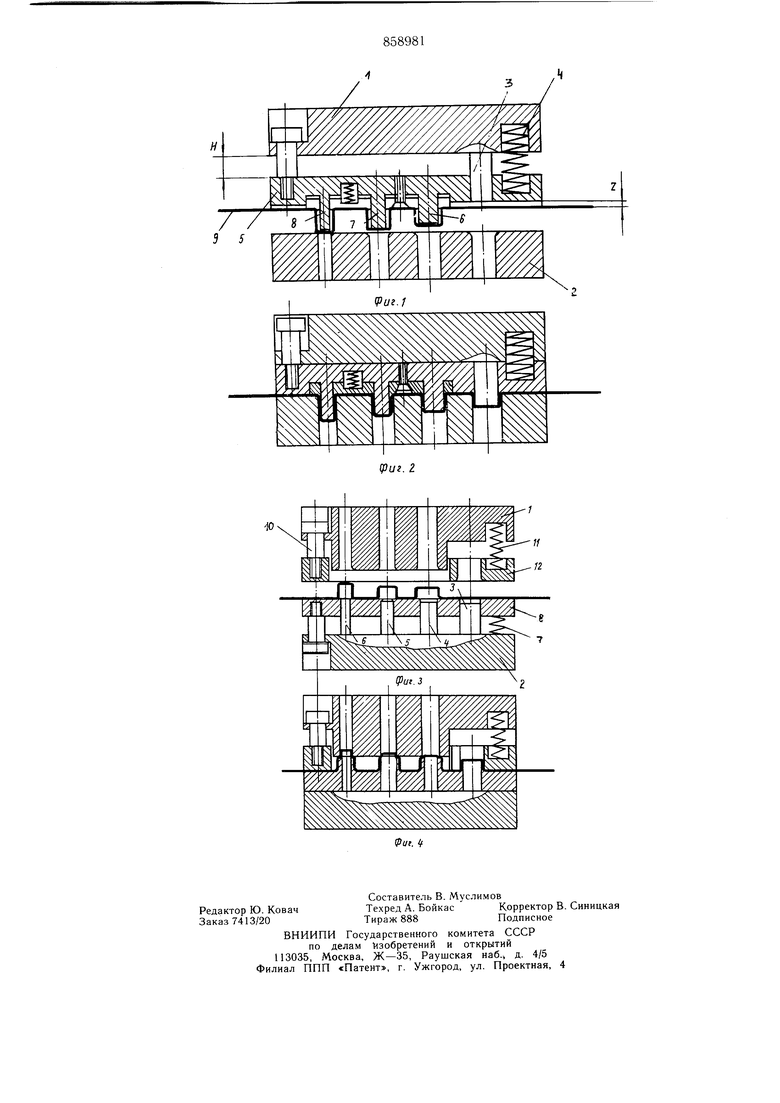
(54) ШТАМП ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ Изобретение относится к обработке металлов давлением, а именно к штампам для последовательной многопереходной вытяжки. Известен штамп для последовательной многопереходной вытяжки, содержащий верхнюю и нижнюю плиты, несущие рабочие инструменты в виде пуансонов и матриц и прижим-съемник в виде вертикально подпружиненной плиты 1. Однако в известном устройстве все пуансоны закреплены в верхней плите и в процессе формообразования может произойти смятие щтампуемой заготовки, возникающее от того, что прижим-съемник ложится на заготовку в то время, когда внутри уже вытянутых колпачков еще нет пуансонов. Цель изобретения - повышение производительности и качества штампуемых изделий. Указанная цель достигается тем, что в штампе для последовательной многопереходной вытяжки, содержащем верхнюю и нижние плиты, несущие рабочие инструменты в виде пуансонов и матриц, и прижимсъемник в виде вертикально подпружиненной плиты, один из инструментов первого перехода вытяжки установлен с возможностью осевого перемещения относительно аналогичных инструментов остальных переходов. На верхней плите могут быть установлены все матрицы, начиная со второго перехода, а матрица первого перехода установлена в прижиме-съемнике. В соответствии с другим вариантом выполнения штампа на верхней плите установлен пуансон первого перехода, а все остальные установлены в прижиме-съемнике На фиг. 1 показан общий вид штампа в продольном разрезе в момент, когда в работе участвуют все пуансоны, кроме пуансона первого перехода; на фиг. 2 - когда работают все пуансоны; на фиг. 3 - общий вид щтампа в продольном разрезе в момент, когда производится вытяжка на всех переходах, кроме первого; на фиг. 4 - положение щтампа в конечный момент вытяжки. Согласно первому возможному конструктивному варианту (на верхней плите установлен пуансон первого перехода, а все остальные - в прижиме-съемнике) штамп содержит верхнюю 1 и нижнюю 2 плиты, установленный в плите 1 пуансон 3 первого перехода, прижим-съемник в виде вертикально подпружиненной пружиной 4 плиты 5, в которой установлены остальные ггуансоны 6 - 8. Вытяжные матрицы устанавливаются в плите 2 или выполняются заодно с ней. Штамп (фиг. 1 и 2) работает следующим образом. Плоскую заготовку в виде ленты 9 помеп.1ают вначале под первый вытяжной пуансон 3 и осуществляют смыкание частей штампа. Лента 9 прижимается прижимом 5 к матрице, после чего пуансон 3 втягивает заготовку в матрицу 2. Затем заготовки подают под второй пуансон бит. д., пока устройство не займет положение, показанное на фиг. 1, при этом каждый из пуансонов 6- 8 войдет в колпачок предыдущего вытяжного перехода, высота которого меньще, чем длина пуансона, который в него вощел, между прижимом-съемником 5 и лентой 9 образуется зазор. Самый высокий пуансон 8 «закусил дно колпачка совместно с матрицей 2 так, что стенки полуфабриката разгружены. При дальнейшем опускании плиты 1 вниз под действием пружин 4 прижим 5 с пуансонами 6 - 8 осуществляет перетяжку колпачков. Это будет происходить до тех пор, пока прижим 5 не прижмет ленту 9 к матрице 2, а зазор при этом ликвидируется. Расстояние между прижимом 5 и плитой 1 начинает уменьшаться и вступает в работу пуансон 3 первого перехода вытяжки. Он воздействует на плоскую заготовку, зажатую между прижимом 5 и матрицей 2, и осуществляет вытяжку первого перехода, т. е. преобразование плоской заготовки в полый полуфабрикат, при котором материал претерпевает самую больщую деформацию. При «раскрытии штампа его части взаи.модействуют в обратной последовательности, при этом прижим-съемник 5 снимает ленту 9 с отштампованны.ми полуфабрикатами с пуансонов 3, 6, 7 и 8. Согласно второму варианту (на верхней плите помещены все матрицы, кроме матрицы первого перехода, установленной в прижиме-съемнике) штамп содержит верхнюю 1 и нижнюю 2 плиты, закрепленные на плите 2 пуансоны 3 - б, подпружиненный пружинами 7 съемник 8, удерживаемый ступенчатыми винтами 9. К верхней плите 1 подвешен на винтах 10 подпружиненный относительно нее пружинами II прижим 12, который является матрицей первого перехода вытяжки. Матрица первого перехода может быть выполнена в виде втулки (не показана), установленной в прижиме 12. Матрицы же остальных переходов установлены на плите ,1 или выполнены за одно целое с ней. Штамп (фиг. 3 и 4) работает следующим образом. Из положения, показанного на фиг. 3, устройство переходит в положение, изображенное на фиг. 4, при этом прижим 12 ложится на плоские участки заготовки. Далее под действием прижима 12, подпружиненного с большим усилием, чем съемник 8, последний опускается и пуансон 3 вдавливает заготовку в матрицу первого перехода. Одновременно с этим пуансоны 4 - 6 заполняют пустоту соответствующих колпачков до тех пор, пока каждый из них не войдет во взаимодействие со своей матрицей. Второй вариант устройства признан более совершенны.м, так как здесь в прижимесъемнике установлен только один рабочий инструмент (а в первом варианте- несколько), вследствие чего усилие пружины может быть небольшим, что снижает нагрузку на устройство, а это приведет в свою очередь к снижению габаритов штампа. Предлагаемая конструкция штампа позволяет повысить качество штампуемых изделий, особенно при изготовлении их из легкодеформируемых .материалов. Формула изобретения 1.Штамп для последовательной многопереходной вытяжки, содержащий верхнюю и нижнюю плиты, несущие рабочие инструменты в виде пуансонов и матриц, и прижимсъемник в виде вертикально подпружиненной плиты, отличающийся тем, что, с целью повышения производительности и качества штампуемых изделий, один из инструментов первого перехода вытяжки установлен с возможностью осевого перемещения относительно аналогичных инструментов остальных переходов. 2.Штамп по п. 1, отличающийся тем, что на верхней п.тите установлены все матрицы, начиная со второго перехода, а матрица первого перехода установлена в прижиме-съемнике. 3.Штамп по п. 1, отличающийся тем, что на верхней плите установлен пуансон первого перехода, а все остальные установлены в прижиме-съемнике. Источники информации, принятые во внимание при экспертизе 1. Романовский В. П. Справочник по холодной штамповке. Л., «Мащиностроение 1971, с. 177, рис. 134 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для последовательной многопереходной вытяжки | 1980 |
|
SU1134260A2 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Штамп для вырубки и многопереходной вытяжки | 1990 |
|
SU1801671A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Штамп последовательного действия | 1977 |
|
SU725748A1 |
| Штамп для изготовления конических деталей | 1980 |
|
SU927387A1 |