Изобретение относится к обработке металлов давлением и относится к штамповой оснастке.
По основному авт. св. № 858981 известен штамн для последовательной многопере.ходной вытяжки, содержащий верхнюю и нижние плиты, несущие рабочие инструменты в виде пуансонов и матриц, и прижи.м-съемник в виде подпружиненной плиты. Один из инструментов первого перехода вытяжки установлен с возможностью осевого перемещения относительно аналогичных инструментов остальных переходов. На верхней плите установлены матрицы для осуществления вытяжки, начиная со второго перехода, а матрица первого перехода установлена в прижиме-съемнике 1.
Недостатком известного щтампа являются ограниченные технологические возможности, которые обусловлены тем, что не предусматривает обрезку фланца вытянутой детали.
Цель изобретения - расщирение технологических возможностей.
Указанная цель достигается тем, что в щта.мпе для последовательной многопереходной вытяжки пуансон последнего перехода выполнен из двух коаксиально установленных частей, внутренняя из которых установлена с возможностью осевого поворота, штамп снабжен установленной внутри матрицы последнего перехода с возможностью осевого поворота втулкой с выступо.м, цы матрицы последнего перехода и втулки, а также внутренней поворотной и. наружной неподвижной частей пуансона выполнены с режущими кромками.
Механизм поворота втулки выполнен в виде каретки с выступом на рабочей поверхности, установленным с возможностью взаимодействия с выступом втулки.
Ось симметрии втулки и внутренней поворотной части пуансона последнего перехода смещена относительно оси симметрии матрицы и наружной части пуансона последнего перехода.
При этом штамп снабжен размещенным во внутренней части пуансона последнего перехода подпружиненным к верхней плите выталкивателем.
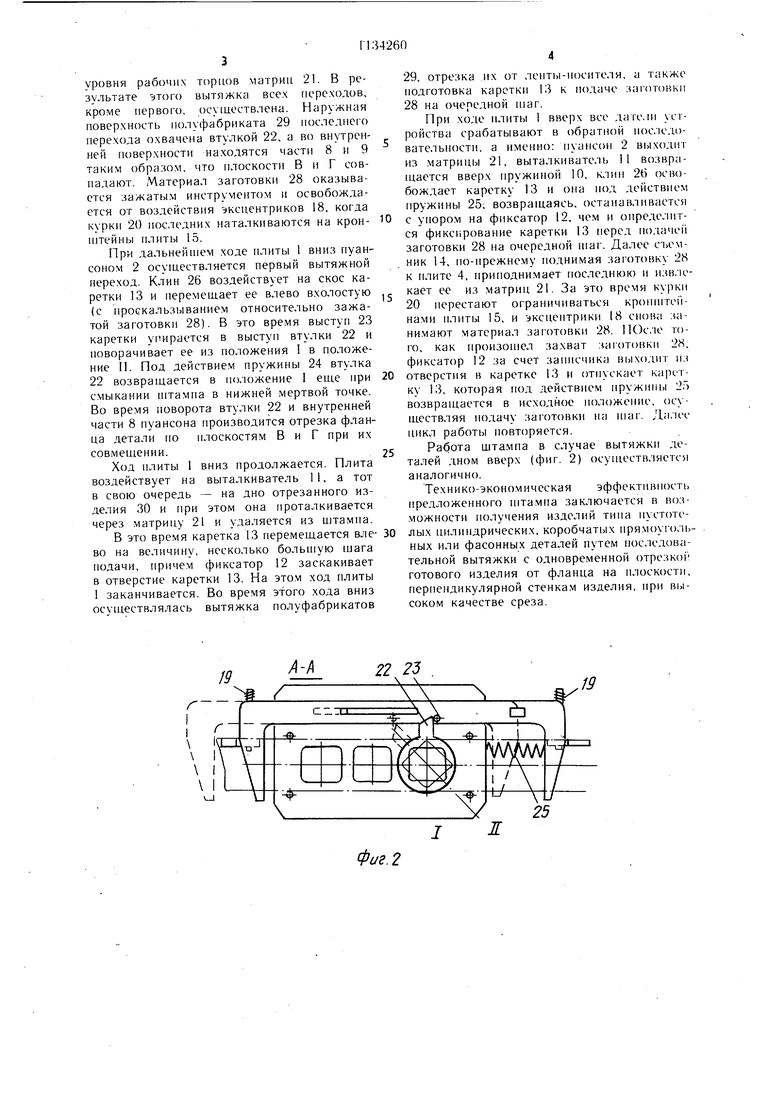
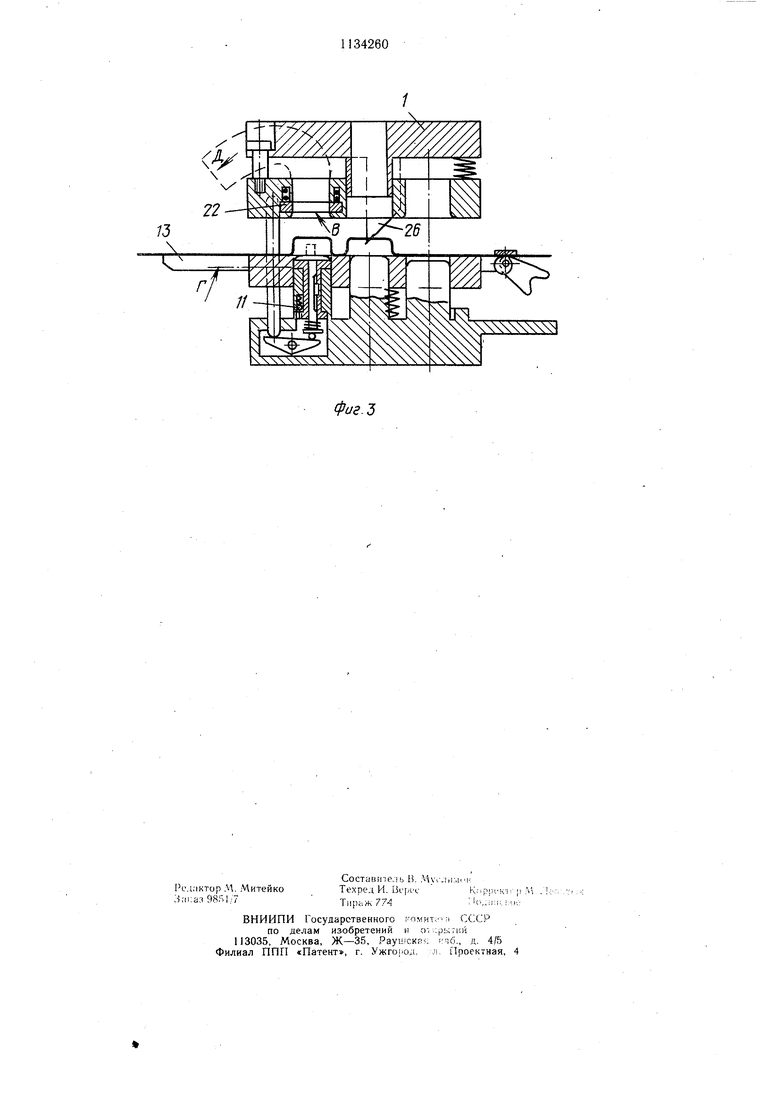
На фиг. 1 изображен штамп, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - штамп для вытяжки деталей дном вверх.
Штамп содержит верхнюю плиту , на которой закреплен пуансон 2 первого вытяжного перехода. Пуансон 3 второго вытяжного перехода вмонтирован в плиту 4 прижима, подвешенную к плите 1 на винтах 5 и подпружиненную относительно нее пружинами 6.
В плите 4, снабженной ограничителем хода 7, установлен пуансон последнего вытяжного перехода, выполненный из коаксиально установленных частей 8 и 9, внутренняя 8 из которых выполнена полой и установлена с возможностью осевого поворота. Во внутренней части 8 пуансона размещен подпружиненный пружиной 10 к плите 1 выталкиватель 11.
В плите 4 установлен подпружиненный фиксатор 12, взаимодействующий с подающей заготовку кареткой 13, смонтированной на съемнике 14. подпружиненном относительно нижней плиты 15 пружинами 16, усилие которых меньше усилия пружин 6 прижима. Съемник 14 удерживается ступенчаты.ми винтами 17.
Подающая каретка 13 снабжена захватны.ми органами в виде :)ксцентриков 18, подпружиненных относительно каретки -пружинами кручения 19 и снабженных курками 20, периодически взаимодействующими с кронштейнами плиты 15.
0 На плите 15 смонтированы вытяжные матрицы 21. В матрице последнего перехода установлена с возможностью осевого поворота втулка 22 с выступом на ее наружной боковой поверхности, расположеннькм с возможностью взаимодействия с выступом 23, предусмотренным на рабочей поверхности каретки 13, выпо.тняющей по.мимо функции подачи заготовки и роль механизма поворота втулки 22. Последняя подпружинена относительно плиты 15 0 пружиной 24 кручения.
Контактирующие между собой торцы матрицы носледнего перехода и втулки 22 имеют режущие кромки в плоскости В, а торцы внутренней поворотной 8 и наружной 9 часовой нуансона последнего перехода имеют режущие кромки в плоскости Г,
Каретка 13 подпружинена пружиной 25 в сторону подачи заготовки (вправо).
На плите 1 жестко закреплен клин 26, установленный с возможностью взаимодейQ ствия с кареткой 13.
С целью возможности отрезки фланца при изготовлении цилиндрическиъ деталей ось симметрии внутренней части 8 пуансона последнего перехода и втулки 22 может быть смещена относительно, оси симметрии 5 матрицы 21 последнего перехода и наружной части, 9 пуансона последнего перехода.
Для удерживания внутренней части 8 пуансона последнего перехода в сориентированном положении служит подпружиненный щариковый фиксатор 27.
Штамп работает следующим образом.
При опускании плиты I со всеми смонтированными на ней деталями плита 4 с элементами 3, 8 и 9 прижимает заготовку 28 к плоскости съемника 14 и в состоя5 НИИ внедряет колпачки в матрицы 21, осуществляя вытяжку полуфабрикатов 29 до тех пор, пока съемник 14 не опустится до
уровня рабочих торнов матриц 21. В результате этого вытяжка всех переходов, кроме первого, осуществлена. Наружная поверхность полуфабриката 29 последнего нерехода охвачена втулкой 22, а во внутренней поверхности на.ходятся части 8 и 9 таким образом, что плоскости В и Г совпадают. Материал заготовки 28 оказывается зажатым инструментом и освобождается от воздействия эксцентриков 18, когда курки 20 последних наталкиваются на кронштейны илиты 15.
При дальнейшем ходе плиты 1 вниз пуансоном 2 осуществляется первый вытяжной переход. Клин 26 воздействует на скос каретки 13 и перемещает ее влево вхолостую (с проскальзыванием относительно зажатой заготовки 28). В это время выступ 23 каретки упирается в выступ втулки 22 и поворачивает ее из положения I в положение II. Под действием пружины 24 втулка 22 возвращается в положение 1 еще при смыкании штампа в нижней мертвой точке. Во время поворота втулки 22 и внутренней части 8 пуапсопа производится отрезка фланца детали по плоскостям В и Г при их совмещении.
Ход илиты 1 вниз продолжается. Плита воздействует на выталкиватель 11, а тот в свою очередь - на дно отрезанного изделия 30 и гфи этом она проталкивается через матрицу 21 и удаляется из штампа.
В это время каретка 13 перемещается влево па величину, несколько большую шага подачи, причем фиксатор 12 заскакивает в отверстие каретки 13. На этом ход плиты 1 заканчивается. Во время этого хода вниз осуществлялась вытяжка полуфабрикатов
29, отрезка их от ленты-носителя, а также подготовка каретки 13 к подаче заготовки 28 на очередной HI а г.
При ходе плиты 1 вверх все дагели устройства срабатывают в обратной носледовательности, а именно: пуансон 2 В1 1ходит из матрицы 21, выталкиватель 11 возвращается вверх пружиной 10, клип 26 освобождает каретку 13 и она под действием пружины 25, возвращаясь, останавливается
с унором на фиксатор 12, чем и определитсяфиксирование каретки 13 перед подачей заготовки 28 на очередной шаг. Далее съемник 14, по-прежнему поднимая заготовку 28 к илите 4, приподнимает последнюю и извлекает ее из матриц 21. За это время куркп 20 иерестают ограничиваться кроппггеинами плиты 15, и экспептрикп 18 снова занимают материал заготовки 28. ПОсле того, как нроизон1ел захват заготовки 28, фиксатор 12 за счет записчика ()Дит из
0 отверстия в каретке 13 и отпускает каретку 13, которая под действием пружипы 2;) возвран1ается в исходное положение, осуществляя подачу заготовки па niar. Jla/ieo цикл рзботы повторяется.
Работа штампа в случае вытяжкп деталей дном вверх (фиг. 2) осуществляется аналогично.
Технико-экономическая эффективность предложенного П1тампа заключается в возможности получения изделий тииа иустоте0 лых цилиндрических, коробчатых ирямоугольных или фасонных деталей путем последовательной вытяжки с одновременной отрезкой готового изделия от фланца на плоскости, перпендикулярной стенкам изделия, при BI Iсоком качестве среза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Штамп последовательного действия для вытяжки и обрезки в ленте | 1983 |
|
SU1131573A1 |
| Штамп совмещенного действия | 1980 |
|
SU927379A1 |
| Штамп совмещенного действия | 1989 |
|
SU1768344A1 |
| УНИВЕРСАЛЬНЫЙ КОМБИНИРОВАННЫЙ ШТАМП ДЛЯ ВЫРУБКИ ЗАГОТОВКИ И ВЫТЯЖКИ ИЗДЕЛИЙ | 2009 |
|
RU2436648C2 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Штамп для изготовления конических деталей | 1980 |
|
SU927387A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
1. ШТАМП ДЛЯ ПОСЛЕДОВАТЕЛЬНОЙ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ по авт. св. № 858981, отличающийся тем, что, с целью расширения технологических возможностей за счет отрезки фланца вытянутой детали, пуансон пос леднего перехода выполнен из двух коаксиально установленных частей, внутренняя из которых установлена с возможностью осе вого поворота, щтамп снабжен установленной внутри матрицы последнего перехода с возможностью осевого поворота втулкой с выступом, расположенным на ее наружной боковой поверхности, и механизмом поворота втулки, при этом контактирующие между собой торцы матрицы последнего перехода и втулки, а также внутренней поворотной и наружной неподвижной частей пуансона выполнены с режуш.ими кромками. 2.Штамп по п. 1, отличающийся тем, что механизм поворота втулки выполнен . в виде каретки с выступом на рабочей поверхности, установленным с возможностью взаимодействия с выступом втулки. 3.Штамп по п.. 1, отличающийся тем, что ось симметрии втулки и внутренней поворотной части пуансона последнего перехода смещена относительно оси симметрии матрицы и наружной части пуансона последнего перехода.§ 4.Штамп по п. 1, отличающийся тем, что он снабжен размещенным во внутренней ( части пуансона последнего перехода подпружиненным к верхней плите выталкивателем. 61 5 8 10 9 СО 4 ьо О5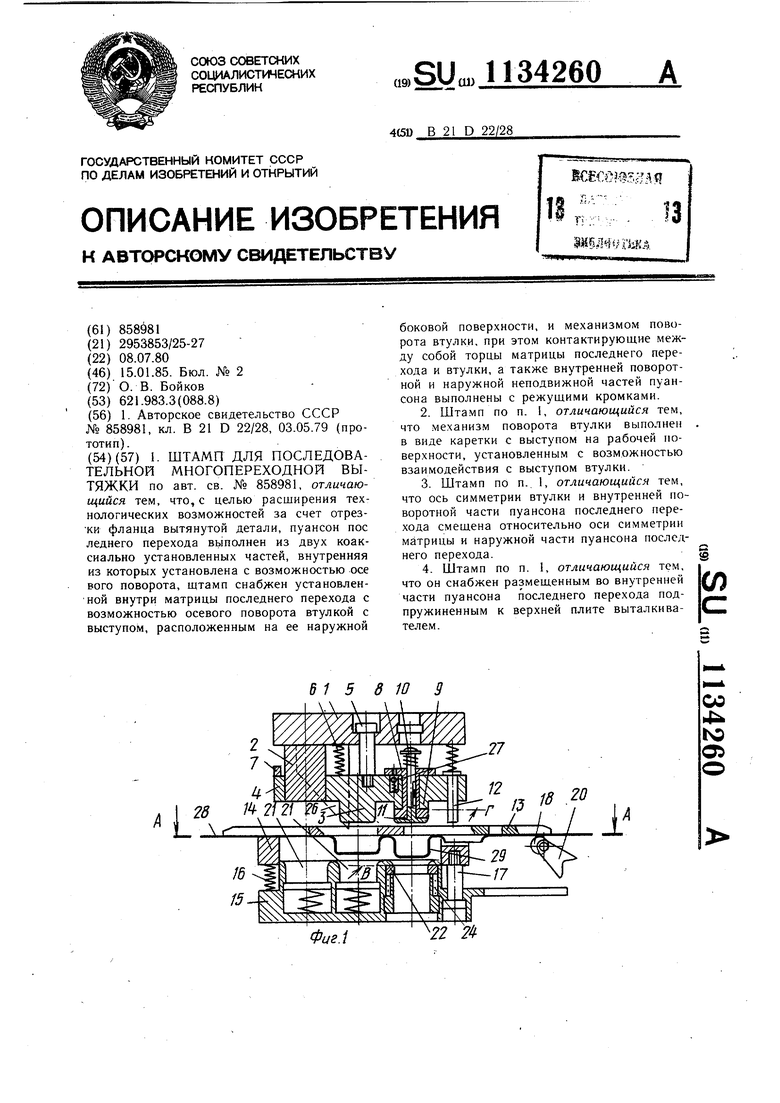
I
/
Фиг.2
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для последовательной многопереходной вытяжки | 1979 |
|
SU858981A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
