Изобретение относится к обработке металлов давлением и штамповой оснастке.
Известен штамп для изготовления конических деталей, содержащий пуансон, матрицу прижим и выталкиватель 1 .
Этот штамп не позволяет штамповать детали с буртиком.
Наиболее близким по технической сущности и достигаемому результату к изобретению является штамп для изготовления конических деталей, содержащий в верхней части подвижную плиту с закрепленными на ней вырубным пуансоном с режущей кромкой, охватывающий его съемник, расположенные внутри вырубного пуансона вытяжную матрицу и пуансон формовки дна, в нижней части неподвижную плиту, внутри которой расположены кольцо поддержки заготовки при вытяжке и вытяжной пуансон 2.
Этот штамп не позволяет получать . детали с буртиком, так как в нем отсутствуют пуансон и матрица форяловки буртика.
Цель изобретения - получение детале.й с буртиком.
Указанная цель достигается тем, что штамп для изготовления конических деталей, содержгиций в верхней части П9Дважв)по плиту с закрепленным на ней вырубным пуансонсм с режущей кромкой, сясватываккий его съемник, расположенные внутри вырубного пуансона вытяжную матрицу и пуансон формовки дна, а а нижней части неподвижную плиту, закрепленную на ней вырубную матрицу, внутри которой расположены кольцо поддержки заготовки при вытяжке и вытяжной пуаНсон, снабжен матрицей и пуансоном формовки
15 буртика, а также кольцом обрубки
фланца детали, при этом матрица формовки буртика размещена внутри вырубного пуансона и подпружинена в осевом направлении, кольцо обрубки
20 фланца установлено внутри вырубной матрицы с возможностью вертикального перемещения, а на вырубном пуансоне выполнена дополнительная режущая кромка, взаимодействующая с кольцом обрубки фланца.
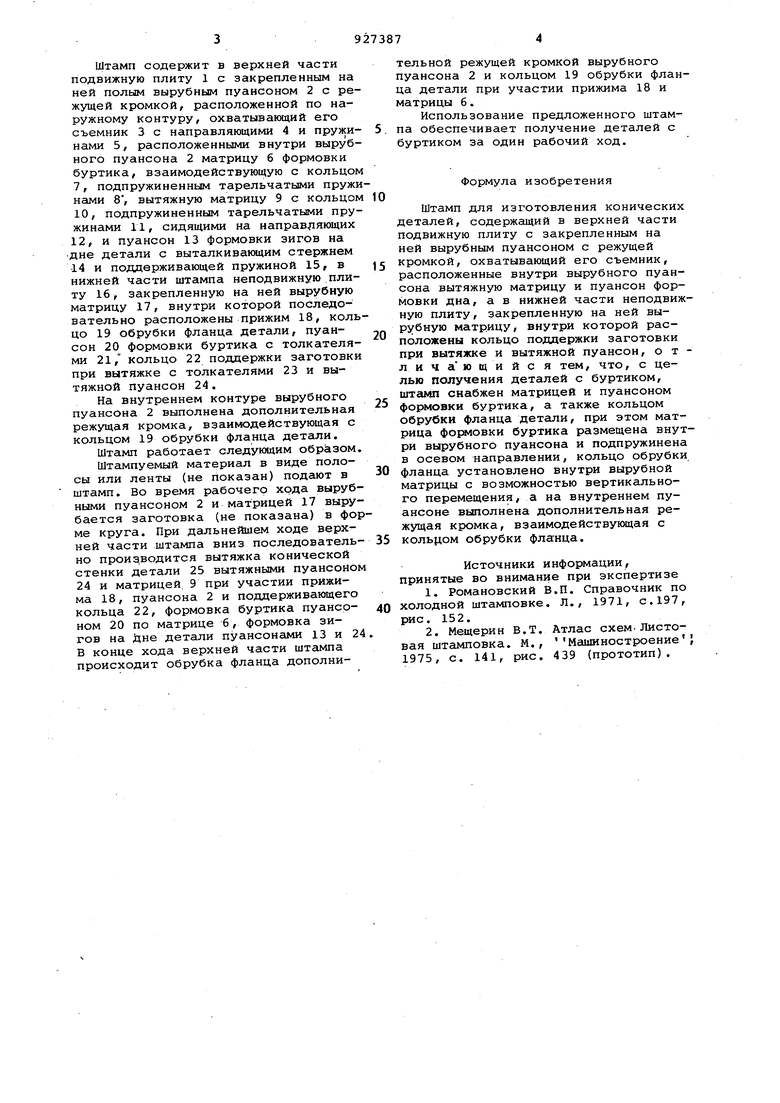
На фиг. 1 изображен штамп, продольный разрез, справа от оси симметрии в исходном положении, а слева в момент окончания штамповки; на фиг. 2 - готовая деталь. Штамп содержит в верхней части подвижную плиту 1 с закрепленным на ней полым вырубным пуансоном 2 с режущей кромкой, расположенной по наружному контуру, охватывающий его съемник 3 с направляющими 4 и пружинами 5, расположенными внутри вырубного пуансона 2 матрицу б формовки буртика, взаимодействующую с кольцом 7, подпружиненным тарельчатыми пружи нами 8, вытяжную матрицу 9 с кольцом 10, подпружиненным тарельчатыми пружинами 11, сидящими на направ тяющих 12, и пуансон 13 формовки зигов на дне детали с выталкивающим стержнем 14 и поддерживающей пружиной 15, в нижней части штампа неподвижную плиту 16, закрепленную на ней вырубную матрицу 17, внутри которой последовательно расположены прижим 18, коль цо 19 обрубки фланца детали, пуансон 20 формовки буртика с толкателями 21/ кольцо 22 поддержки заготовки при вытяжке с толкателями 23 и вытяжной пуансон 24. На внутреннем контуре вырубного пуансона 2 выполнена дополнительная режущая кромка, взаимодействующая с кольцом 19 обрубки фланца детали. Штамп работает следующим образом. Штампуемый материал в виде полосы или ленты (не показан) подают в штамп. Во время рабочего хода вырубными пуансоном 2 и матрицей 17 вырубается заготовка (не показана) в фор ме круга. При дальнейшем ходе верхней части штампа вниз последовательно проиЕ(Водится вытяжка конической стенки детали 25 вытяжными пуансоном 24 и матрицей 9 при участии прижима 18, пуансона 2 и поддерживающего кольца 22, формовка буртика пуансоном 20 по матрице б, формовка зигов на йне детали пуансонами 13 и 24 В конце хода верхней части штампа происходит обрубка фланца дополнительной режущей кромкой вырубного пуансона 2 и кольцом 19 обрубки фланца детали при участии прижима 18 и матрицы б. Использование предложенного штампа обеспечивает получение деталей с буртиком за один рабочий ход. Формула изобретения Штамп для изготовления конических деталей, содержащий в верхней части подвижную плиту с закрепленным на ней вырубным пуансоном с режущей кромкой, охватывающий его съемник, расположенные внутри вырубного пуансона вытяжную матрицу и пуансон формовки дна, а в нижней части неподвижную плиту, закрепленную на ней вырубную матрицу, внутри которой расположены кольцо поддержки заготовки при вытяжке и вытяжной пуансон, о т личающи йс я тем, что, с целью получения деталей с буртиком, штамп снабжен матрицей и пуансоном формовки буртика, а также кольцом обрубки фланца детали, при этом матрица формовки буртика размещена внутри вырубного пуансона и подпружинена в осевом направлении, кольцо обрубки фланца установлено внутри вырубной матрицы с возможностью вертикального перемещения, а на внутреннем пуансоне выполнена дополнительная режущая кромка, взаимодействующая с кольром обрубки фланца. Источники информации, принятые во внимание при экспертизе 1.Романовский В.П. Справочник по холодной штамповке. Л., 1971, с.197, рис. 152. 2.Мещерин В.Т. Атлас схемЛистовая штамповка. М., Машиностроение} 1975, с. 141, рис. 439 (прототип).
ft
п
К
Ф1П.1
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| Штамп совмещенного действия | 1988 |
|
SU1763071A1 |
| Штамп для изготовления полых изделий из листовой заготовки | 1968 |
|
SU266711A1 |
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| Штамп для изготовления конических деталей с отогнутым фланцем | 1980 |
|
SU958013A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Штамп для вырубки, вытяжки и обрезки | 1977 |
|
SU624687A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |

