(54) УСТРОПСТВР ДЛЯ АВТОМАТИЧЕСКОЙ ДУГОВОЙ
Изобретение относится к автоматической дуговой сварке плавящимся электродом с поперечными колебаниями йлектррдаотносительно оси разделки соединения и может быть исполь.зовано, в частности, при сварке, стыковых соединений с V -образной раз.делкой.,
Известно устройство для автоматической дуговой сварки с поперечными колеб:аниями электрода относительно оси разделки соединения, содержащее корректор положения электрода,выполненньзй в виде.консоли с зажимом, в котором укреплен мундштук, механизм колебания электрода и систему регулировки .времени задержки электрода В крайних точках амплитуды колебаний.
. Механизм колебаний электрода приводится в движение электродвигателем постоянного тока с регулируемым числОм оборотов и понижающим редуктором. Суппорта устройства имеет выступающий хвостовик, входящий в скобу, ус)тановленную на рейке-штанге вместе с поводком, который может перемещаться в зазоре, образованном торцами регулируемьрс упоров, выполненных заодно С маховичками. Регулируемые упоры соединены между собой квадратным СВАРКИ
стержнем, обеспечивающим их совмест ное вращение. Один из упоров имеет: правую, а другой - левую резьбу, поэтому при вращении маховичков зазор между ними равномерно увеличивается. При уменьшении этого зазора перемещение головки поводка, а, следовательно, и суппорта прекращается. Благодаря этому обеспечивается остановка
10 мундштука {или э |ектрода) в крайних точках амплитуды колебания.
Недостатком известного устройства является сложная конструкция механизма колебания электрода и системы ре15гулировки времени задержки электрода в крайних точках амплитуды колебаний..
Цель изобретения - упрощение конструкции устройства,
Поставленная цель достигается тем,
20 что механизм колебаний, электрода выполнен в виде электромагнита, подвижный сердечник которого снабжен регулируемым упором и связан тягой с мундштуком, выполненным составным в
25 виде верхнего неподвижного элемента; шарнирно соединённого с нижним подвижным элементом, причем тяга сердечника электромагнита укреплена на нижнем подвижном элементе, а ось сердеч1ника электромагнита расположена паралт
30
.лельно оси верхнего неподвижного элемен.та мундштука.
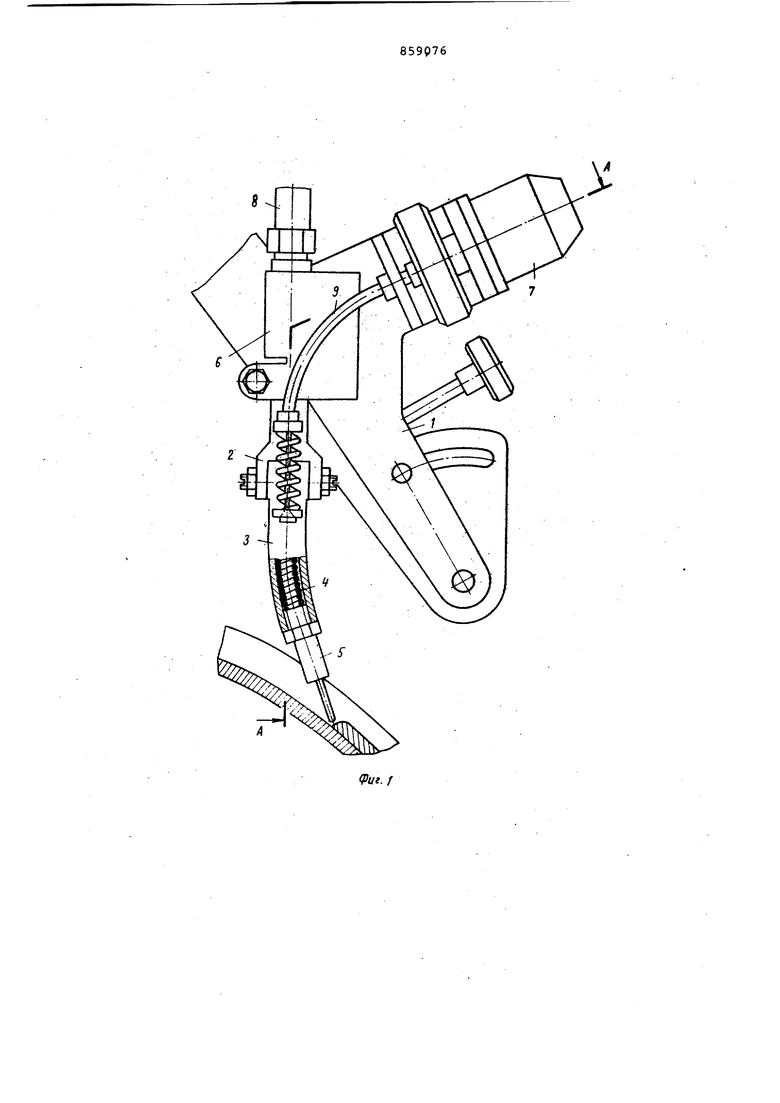
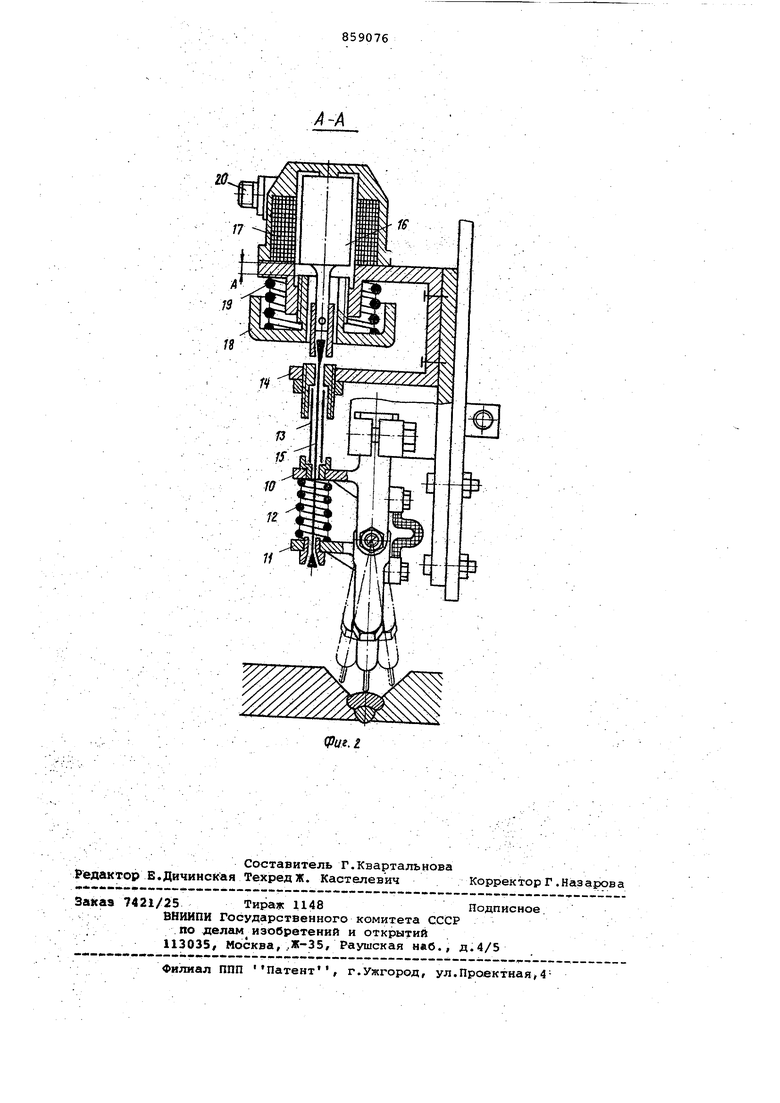
На фиг.1 изображено устройство, общий вид; на фиг.2 - сечение А-А на фиг.1.
Устройство для автоматической дуговой сварки плавящимся электродом с поперечными колебаниями электрода от носительно оси разделки соединения . сострит из корректора 1 положения электрода с укрепленным в Нем мундштуком, выполненным составным из верхнего неподвижного элемента 2 и шарнирно соединенного с,ним нижнего подвижного элемента 3. Внутри мундштука установлена спираль 4. Нижний подвижн Лй элемент 3 мундштука снабжен установленным в нем токоподводящим наконечником 5. Мундштук укреплен в корпусе 6 корректора 1 положения электрода. Устройство снабжено электромагнитным приводом 7 колебаний. К верхнему концу мундштука подсоединен гибкий направляющий канал 8, связывакндий мундштук с механизмом подачи проволоки (не показан) На пластине корректора 1 установлен привод колебания, снабженный тягой, выполненной в виде боуденовского троса 9 .
Подвижный и неподвижны-й элементы части мундштука снабжены ушками 10 и
11(фиг. 2), между которыми уста.новлена пружина 12..Оболочка 13 троса
9 установлена между ушком 10 и кронштейном 14 электромагнитного привода 7 колебаний. Сердечник 15 троса 9 соединяет ушко 11 подвижного элемента 3 мундштука с подвижным сердечником 16 электромагнита 17 привода колебаний. Маховичок 18 установлен на резьбе в кронштейне 14 и пружиной 19. Для подсоединения обмотки электромагнита 17 к блоку питания (не показан) электромагнита установлена колодка 20 штепсельного разъема.
Устройство для колебания электрода в разделке работает следующим образом.
С помощью корректора 1 положения электрода мундштук устанавливается так, чтобы электрод расположился в раздепке. Благодаря усилию пружины
12подвижный элемент 3 мундштука (фиг.2) смещается вправо, вытягивая сердечник 15 троса 9 до тех пор, пока сердечник 16 электромагнита 17 не пройдет зазор А и упрется в торец маховичка 18.
Прн подаче питания в обмотку электромагнита 17 сердечник 16 перемещается в верхнее положение до упора и поворачивает подвижный элемент 3 мундштука влево, преодолевая усилие пружины 12.
Частота колебаний и необходимое
время задержки электрода в крайних точках амплитуды колебаний (у кромок разделки) регулируется с помощью реле времени, включенного в цепь питания электромагнита 17.
Регулировка амплитуды колебаний
производится-с помощью маховичка 18 путем изменения зазора А. Пружина 19 предназначена для предотвращения самопроизвольного вращения маховичка 18.
Таким образом, в процессе сварки можно регулировать амплитуду колебаний электрода в разделке, частоту колебаний и время задержки электрода в крайних точках амплитуды колебаний,
обеспечивая равномёрн-ое расплавлерние свариваемых кромок при различной толщине металла и ширине разделки кромок,
Формула изобретения
Устройство для автоматической дуговой сварки плавящимся электродом с поперечными колебаниями последнего относительно оси разделки соединения, содержащее корректор положения электрода с укрепленным в нем мундштуком, механизм колебания электрода и систему регулировки времени задержки электрода в крайних точках ампли-туды колебаний, отличающеес я тем, что, с .целью упрощения конструкции устройства, механизм колебаний электрода выполнен в .виде электромагнита, подвижный сердечник которого снабжен регулируемым упором и связан тягой с мундштуком,выполненным составным в виде верхнего неподвижного элемента, шарнирнр соединенного с нижним подвижным элементом, причем
тяга сердечника электромагнита укреплена на нижнем подвижном элементе, а ось сердечника злектромагнита расположена параллельно оси верхнего неподвижного элемента мундштука.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для дуговой сварки | 1985 |
|
SU1303318A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| Устройство для направления электрода по стыку | 1977 |
|
SU745617A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Устройство для электродуговой сварки с колебаниями электрода | 1987 |
|
SU1418014A1 |
| Устройство для дуговой сварки в щелевую разделку | 1987 |
|
SU1632689A1 |
| Устройство для колебания сварочной горелки по дуге окружности | 1978 |
|
SU766786A1 |
| Аппарат для электрошлаковой сварки плавящимся мундштуком | 1972 |
|
SU564127A2 |
| Способ автоматической дуговой сварки неповоротных стыков труб | 1985 |
|
SU1278166A1 |