1
Изобретение относится к сварочному оборудованию, в частности к оборудованию для электрошлаковой сварки плавящимся мундштуком.
Известен аппарат для злектрощпаковой сварки плавящимся мундштуком, по авт. св.. N 1626ОТ, содержащий ряд изолировалных друг от друга механизмов подачи электродных проволок с общим, регулируемым, приводом и с роликами для подачи нроволок, выполненных в виде зубчатых колес с канавкой по дуге окружности, направляющие шланги для подачи электродных проволок в каналы плавящегося мундщтука, подставку для подающих механизмов и катущек с про- волокой и сигнализирующие устройства для контроля за нормальной работой подающих механизмов. Такой аппарат, несмотря на хорошие эксплуатационные показатели, не обеспечивает достаточно высокую надежност и производительность при сварке изделий из-за невозможности изменения, в том числе в процессе работы, режима сварки в отдельных секциях плавящегося мундшту ка, невозможности возобновления процесса
сварки при выходе из строя любого из подающих механизмов и невозможности регулирования в процессе работы положения плавящегося мундштука в разделке. Изотеа- ция каждого из механизмов от корпуса аппарата и от других механизмов усложняет конструкцию и делает ее менее надежной.
. Цель изобретения - повышение производительности и надежности аппарата в работе.
Эта цель достигается за счет объединения нескольких механизмов подачи электрода в отдельные блоки, электрически изолированные друг от друга, снабженные раздельными регулируемыми приводами, причем регулирующие потенциометры приводов механически соединены между собой при помощи фрикционных звеньев, позволяющих изменять скорость подачи электродной про волоки одновременно во всех подающих блоках Или в каждом из них. Каждый блок сменный н может быть заменен при выхо,де из строя, без прекращения работы остальных.
Для регулирования во время сварки попоже шя плавящегося мундштука в разделке, мундштук выполнен в виде отдельных Элементов, прикрепленных нри помощи изолированных друг от друга кронштейнов к балке, соедина}шой с подставкой аппара та при помощи двух шарниров и двух винтовых корректоров, обеспечивающих пере мещение этих шарниров поперек свариваемого, стыка. Изоляция отдельных блоков по дающих механизмов отличается простотой и надежностью,
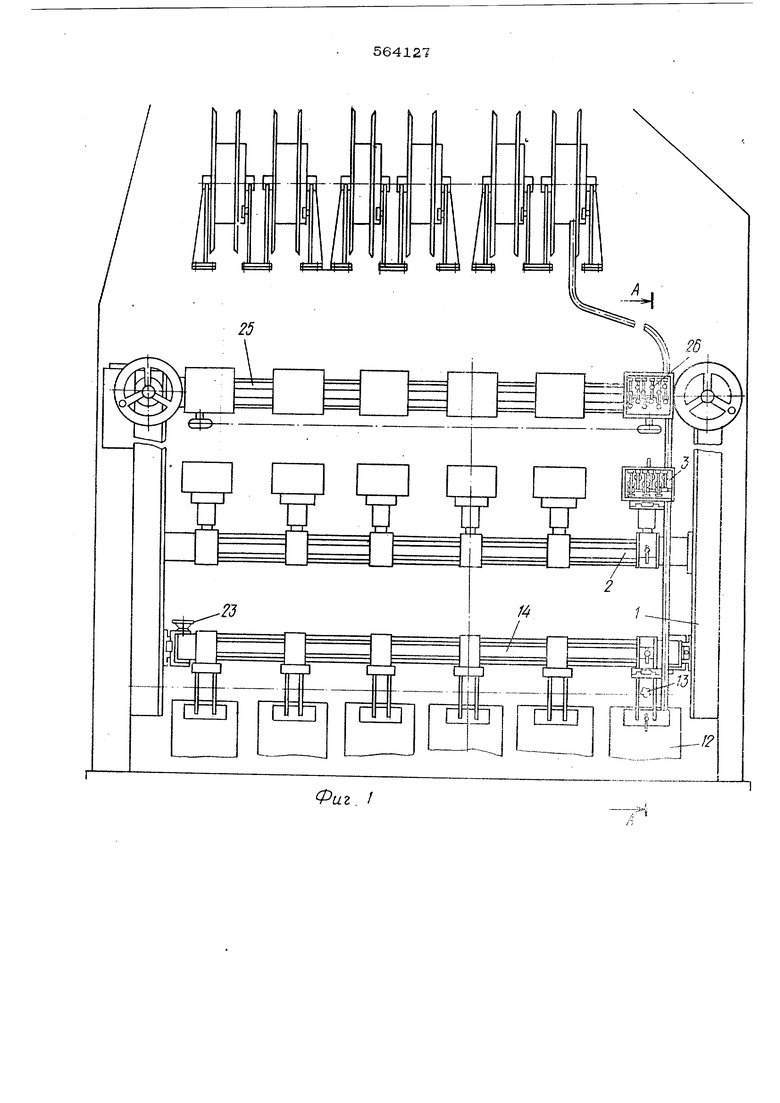
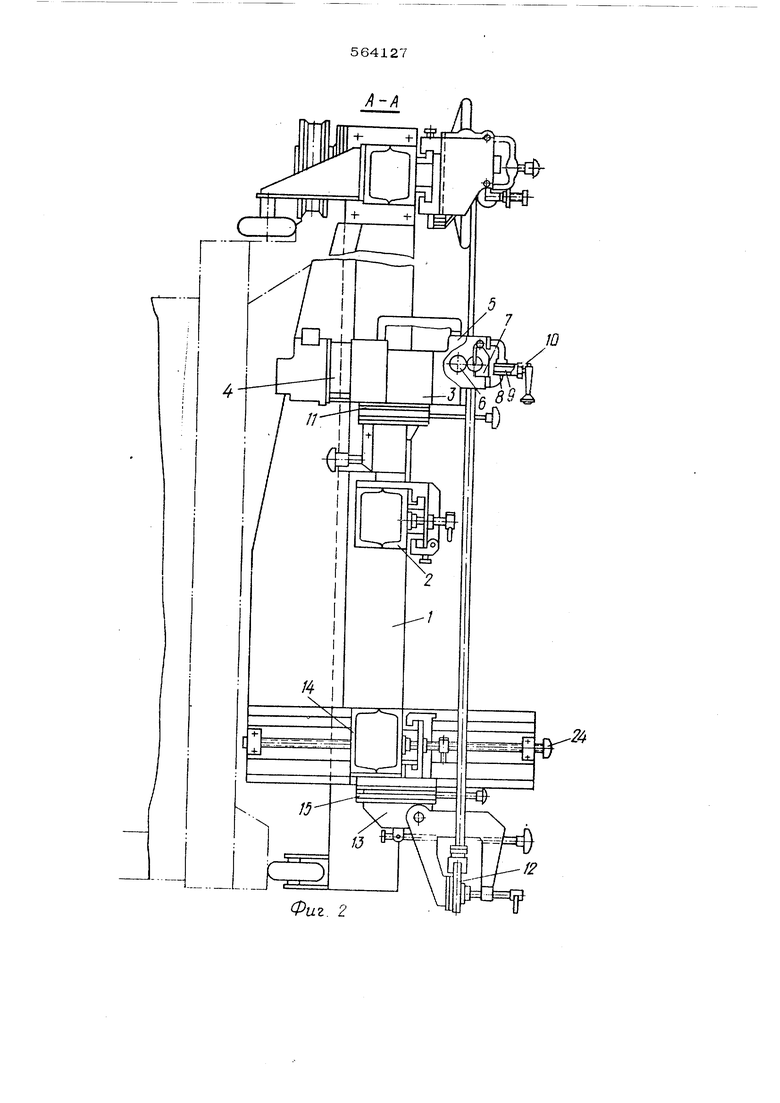
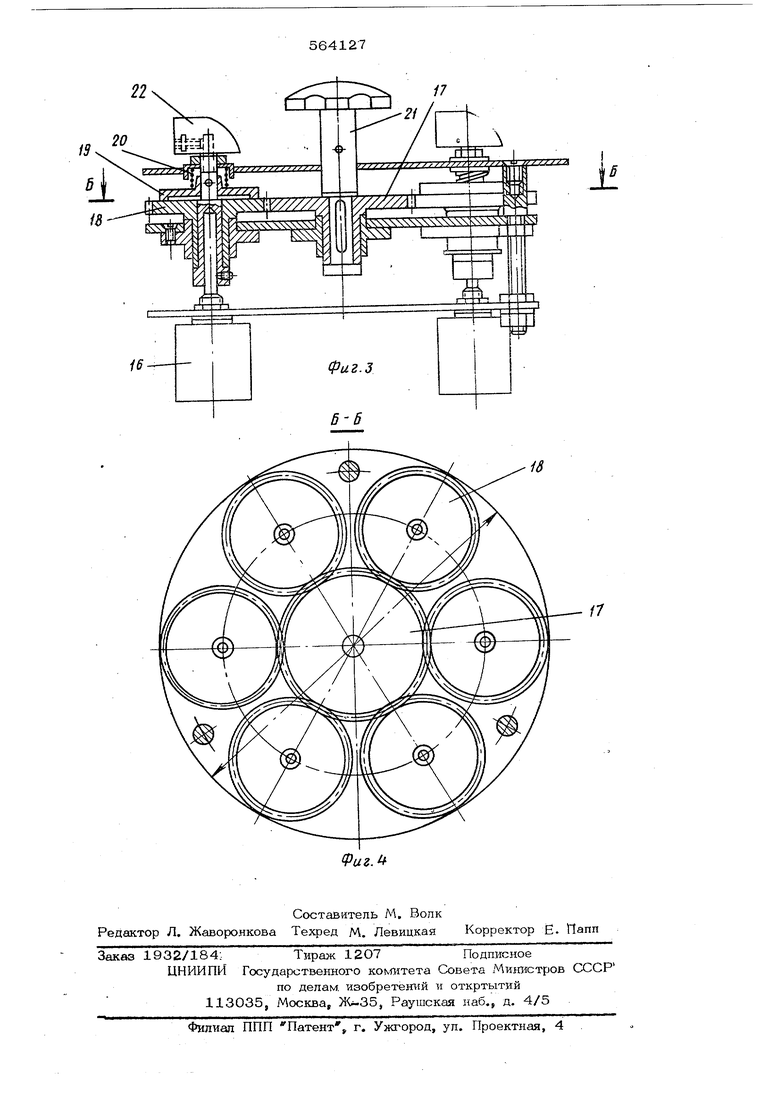
На фиг. 1 схематически показан предлагаемый аппарат, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - устройство для регулирования блоков приво дов; на фиг. 4 - разрез по Б-Б на фиг. 3.
Аппарат состоит; из подставки 1 па поперечной балке 2,на которой расположены несколько, например три или шесть, механизмов подачи 3. Каждый из этих механизмов снабжен приводным двигателем 4,- редуктором 5 и рядом подающих 6 и прижимных 7 роликов. Каждый механизм подачи рассчитан на одновременную подачу нескольких электродных проволок. Подающие и прижимные ропики представляют собой зубчатые колеса с канавкой по дуге окружности. В канавке зажимается подаваемая проволока под действием, пружины 8 и толкателя 9. Поворачивая эксцентриковую ручку 10, можно отвести прижимлой ролик 7 от подающего 6. При этом подача проволоки прекращается.
Механизм подачи 3 изолирован от балки 2 подставки прокладкой 11. Скорость подачи, а следовательно, и режим, сварки на каждом из подающих механизмов регулируется при . помощи потенциометров в цепи якоря двигателя. Наличие отдельных приводов позволяет задавать различные скорости подачи в каждом. блоке плавящегося мундштука 12. В связи с этим устройства 13 для крепления плавящегося мундщтука к аппарату изолированы от балки 14 подставки 1 прокладками 15.
Число механизмов подачи и число секций плавящегося мундштука выбираются, как правило, кратные трем. Это позволяет подключить мундщтуки к трехфазному источнику питания при равномерной загрузке сети. При колебании напряжения сети или при перекосе фаз скорость подачи проволоки может регулироваться. Для этого
приводные устройства потенциометров 16 соединены между собой через центральную щестер1по 17 и сателлитные щестерни 18, Сателлитные Лестерни вращают движок потенциометра 16 через фрикционную по- лумуфту 19, поджатую к шестерне 18 пружиной 20. При повороте рукоятки 21 все потенциометры 16 поворачиваются на одинаковый угол. При повороте рукоятки 22 поворачивается движок только одного потенцио метра.
Устройство для крепления плавящихся мудштуков позволяют регулировать их по- ложёние в зазоре. Кроме того, вся балка 14 соединена с .подставкой 1 при помощи двух шарниров 23 и двух винтовых корректоров 24, обеспечивающих перемещение шарниров одновременно или раздельно поперек .зазора м.ежду свариваемыми деталямн.
На подставке 1 укреплена также балка 25, на которой укреплены отдельные блоки 26 правильных механизмов, снабженных системой сигнализации. Принцип действия правильных механизмов и системы сигнализации соответствует авт. св. № 162607.
Формула изобретения
1.Аппарат для электрошлаковой сварки плавящимся мунштуком по авт. св.
№ 1626 07, отличающийся TGi-.i, ччЭ, с целью поБЫщения производитель ности и надежности аппарата в работе, подающие механизмы объединены в HBCtiOifbKO блоков, каждый из которых снабжен незави- симым приводом.
2.Аппарат по п. I, о т л и ч а ющ и и с я тем, что, с целью обеспечения возможности регулирования скорости подачи электродной проволоки, как в каждом г блоке, так и во всех одновременно приводы подающих механизмов снабжены регулирующими ; потенциометрами,приводы которых соединены между собой при помощи фрикционных полу муфт через сателлит ные щестерни, связанные с центральной шестерней.
3. Аппарат по пп. 1 и 2, о т л ичаюшийс я тем, что, с цепью равномерной загрузки трехфазной сети, число подаюишх механизмов подачи электродной про.. волоки кратно трем.
Фиг. 2
/I-/S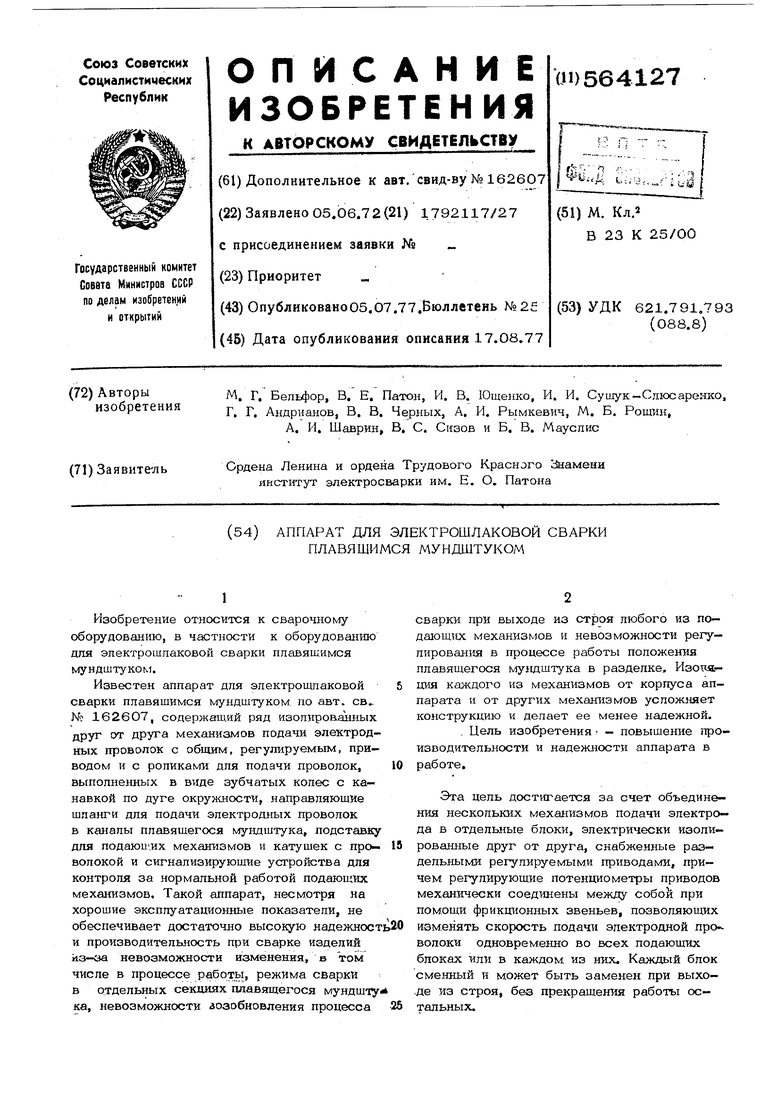
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для электрошлаковой сварки металлов больших толщин | 1980 |
|
SU891288A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927453A1 |
| Способ управления процессом электрошлаковой сварки | 1980 |
|
SU927455A1 |
| АППАРАТ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАВЯЩИМСЯ МУНДШТУКОМ | 1972 |
|
SU426774A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Плавящийся мундштук | 1976 |
|
SU580964A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1973 |
|
SU450670A1 |
| Устройство для электрошлаковой сварки | 1989 |
|
SU1648693A1 |
| Способ электрошлаковой сварки плавящимся мундштуком | 1980 |
|
SU927454A1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |