Изобретение относится к сварке в защитных газах плавящимся электродом сталей и сплавов больших толщин и может быть использовано во многих отраслях промышленности.
Целью изобретения является повышение срока службы мундштука при сварке соединений с узкими глубокими разделками на форсированных режимах.
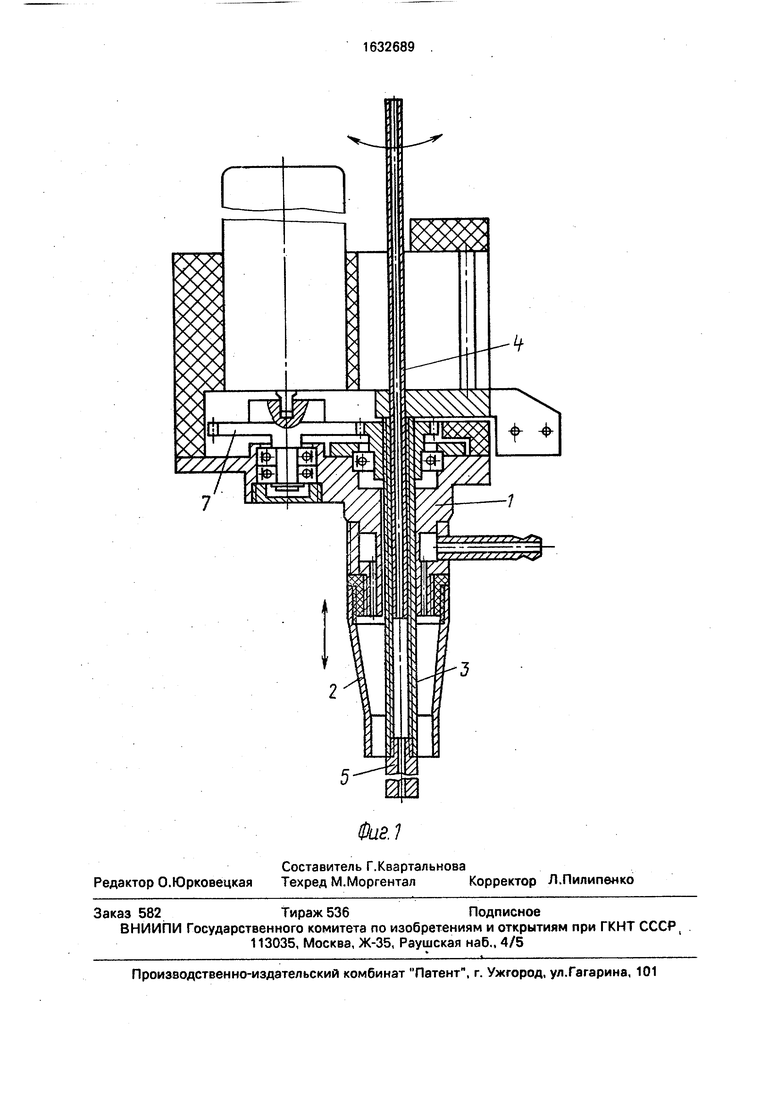
На фиг.1 показано предложенное устройство, поперечный разрез; на фиг.2 - схема работы устройства.
Устройство содержит корпус 1, в котором закреплено сопло 2, плоский мундштук, состоящий из двух телескопически установленных наружной 3 и внутренней 4 трубок, ввернутый в наружную трубку токоподводя- щий наконечник 5, через который подается плавящийся изогнутый электрод 6, и механизм 7 вертикального перемещения мундштука.
Горелка входит в состав сварочной головки, содержащей механизм 8 подачи и деформирования плавящегося электрода и механизм колебаний электрода, имеющий в своем составе петлеобразующую панель 9.
Обеспечение возможности внутренней трубке мундштука совершать вращательные колебания, синхронные с колебаниями электрода и равные им по амплитуде, конструктивно решено за счет жесткого соединения внутренней трубки 4 с петлеобразующей панелью 9 (фиг.2).
Горелка работает следующим образом.
Плавящийся электрод 6 проходит через механизм 8 (фиг.2). в котором он деформируется, и поступает на петлеобразующую панель 9 механизма колебаний электрода.
Деформированный электрод б направляется по трубке 4 к наконечнику 5. На выходе из наконечника 5 плавящийся электрод 6 за счет остаточных деформаций имеет заданную кривизну. В процессе сварки панель 9 и жестко связанная с ней трубка 4 с помощью специального механизма колебаний (не показан) совершают вращательные колебания, и благодаря этому такие же колебания совершает изогнутый конец электродной проволоки в разделке.
По мере заполнения разделки наружная трубка 3 мундштука с помощью механизма 7 поднимается, благодаря чему
поддерживается постоянным вылет электрода 6 из наконечника 5.
Синхронное колебание электрода 6 и трубки 4 позволяет избежать трения электрода о стенки канала мундштука горелки в радиальном направлении и обеспечить плавное (без рывков), с заданной частотой и амплитудой, перемещение электрода в разделке.
При этом в зависимости от свариваемой толщины «аружная трубка может быть эл- липсной или плоской и содержать каналы для подачи охлаждающей жидкости.
Длина I внутренней трубки 4 должна
составлять I 0,5 , где - общая длина мундштука горелки. Это связано с тем, что электрод 6, деформированный с определенным радиусом, находясь в длинном прямом канале мундштука, имеет наибольшую площадь контакта со стенками канала в центральной части мундштука. Поэтому в этой части электрод испытывает наибольшее трение. При I 0,5 LMSKC электрод 6 соприкасается со стенками неподвижной трубки 3, из-за чего нарушается равномерность колебаний конца электрода в разделке.
Применение предложенной конструкции горелки при сварке в щелевую разделку
плавящимся изогнутым электродом, совершающим вращательные колебания поперек разделки, позволяет повысить срок службы мундштука.
Формула изобретения
Устройство для дуговой сварки в щелевую разделку , содержащее механизм колебания, механизм подачи и деформирования плавящегося электрода, сопло, мундштук,
связанный с механизмом колебания и установленный с возможностью перемещения в направлении продольной оси .отличающееся тем,что, с целью повышения срока,, службы мундштука при сварке соединений
с узкими глубокими разделками на форсированных режимах, мундштук выполнен плоским в виде двух телескопически установленных трубок, длина внутренней из которых не меньше половины общей длины мундштука, механизм колебаний выполнен
с петлеобразующей панелью, а внутренняя трубка мундштука жестко связана с этой панелью.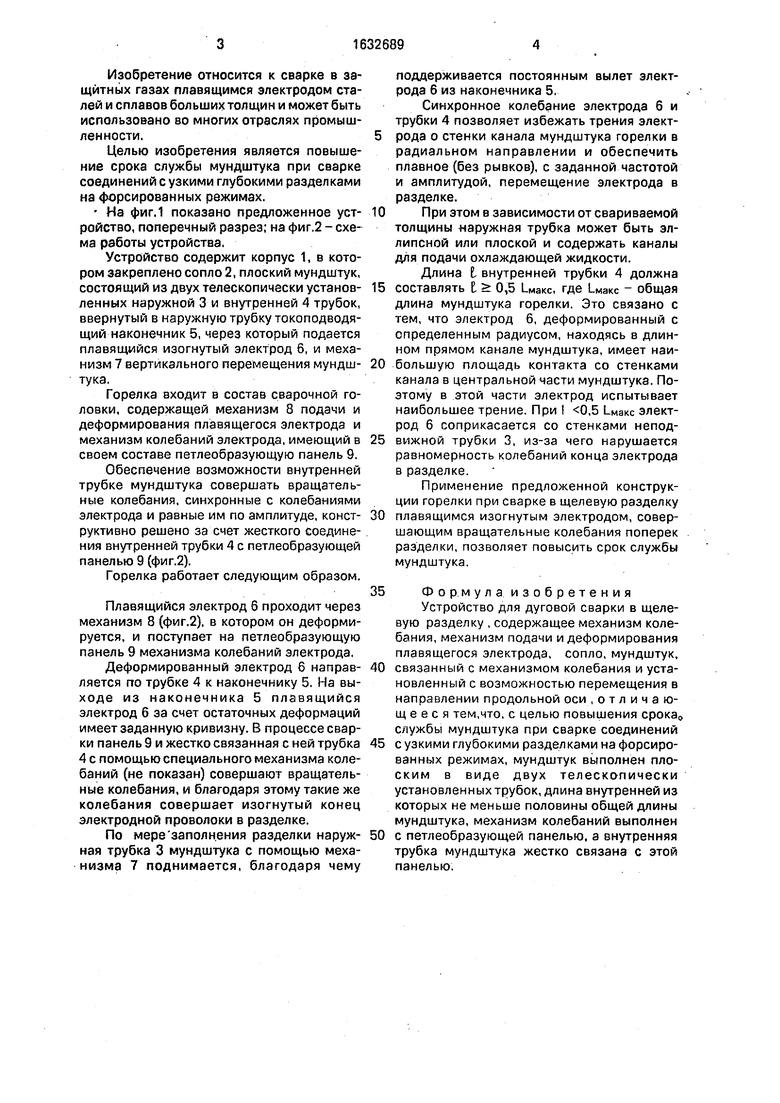
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавящимся электродом в щелевую разделку | 1988 |
|
SU1581508A1 |
| Способ дуговой сварки плавящимся электродом | 1987 |
|
SU1609574A1 |
| Устройство для сварки в щелевую разделку | 1986 |
|
SU1430207A1 |
| Горелка для дуговой полуавтоматической сварки в узкий зазор | 1989 |
|
SU1798079A1 |
| Горелка для дуговой сварки | 1980 |
|
SU925575A1 |
| Горелка для дуговой сварки в защитных газах | 1987 |
|
SU1488154A1 |
| Способ сварки плавящимся электродом | 1991 |
|
SU1807922A3 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU933327A1 |
| Токопроводящий мундштук к устройству для дуговой сварки плавящимся электродом в среде защитных газов с круговыми колебаниями электрода | 1975 |
|
SU549287A1 |
Изобретение относится к сварке в защитных газах сталей и сплавов больших толщин плавящимся электродом и может быть использовано во многих отраслях промышленности. Цель изобретения - повышение срока службы мундштука при сварке соеди/ нений с узкими глубокими разделками на форсированных режимах. Устройство содержит корпус 1, в котором закреплено сопло, мундштук, состоящий из двух трубок - наружной 3 и внутренней 4, ввернутый в наружную трубку токоподводящий наконечник 5, через который подается плавящий изогнутый электрод 6, механизм вертикального перемещения мундштука. Устройство входит в состав сварочной головки, содержащей механизм 8 подачи и деформирования электродной проволоки и механизм колебания электрода, имеющий в своем составе петлеобразующую панель 9, жестко связанную с внутренней трубкой 4. Синхронное колебание электрода 6 и трубки 4 обеспечивает плавное перемещение электрода в разделке. 2 ил. & О со ю о 00 о Фиг1
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
