Изобретение относится к устройствам с колебаниями плавящегося электрода по дуге окружности для полуавтоматической сварки многослойных швов, разностенных соединений, а также соединений с увеличенными зазоракш в различных пространственных положениях и может найти широкое применение в энергетическом и химическом машиностроении . Известно устройство для сообщения колебаний сварочной горелке, содержащее корпус, сварочную горелку и пневматический механизм поперечного перемeщQ ия ее с регулируемой амплитудой и регулируемыми задержками в крайних точках разделки с помощью дросселей р Недостатком данного устройства является то, что оно не обеспечивает выставленное время задержки на кромках постоянным, так как не постоянно давление в сети и температура окружающего воздуха. Кроме того, оно слишком громоздко для применения его в полуавтоматах. Известно устройство для сварки с поперечными колебаниями горелки, содержащее корпус, сварочную горелку, механизм поперечного ее перемещения с регулируемой амплитудой и задержками на кромках. Задержка на кромках настраивается соответственно двумя потенциометрами и осуществляется электрической схемой, встроенной в амплитуду управления 2 . . Недостатком данного устройства является сложность электрической схекы, что удорожает устройство. Кроме того, исполнительные механиз№1 его слишком сложны и громоздки для применения их в полуавтоматах. Наиболее близким по технической сущности и достигаемому эффекту к изобретению является устройство для колебания сварочной горелки по дуге окружности, содержащее корпус с установленным в нем ведущим валом, связанным универсальным шарниром с механизмом регулирования амплитуды колебаний и ведо1«д4 валом, связанным через зубчатое зацепление с контактной трубкой сварочной горелки .зЗ . Механизм регулирования амплитуды ко-. лебаний выполнен в виде серьги, с одной стороны шарнирно связанной с универсальным шарниром, а с другой - с ведущим валом. Ведущий вал смонтирован в корпусе с возможностью осевого перемещения и фиксирования его положения.
Целью изобретения является повышение качества сварных швов соединений с элементами различной толщины путем обеспечения асимметричной задержки электрода на кромках разделки.
Это достигается тем, что в устройстве для колебания сварочной горелки по дуге окружности, содержащем корпус с установленным в нем ведущим валом, связанным универсальным шарниром с механизмом регулирования амплитуды колебаний и ведомым валом, связанным через зубчатое зацепление с контактной трубкой сварочной горелки, на ведомом валу установлены с возможностью перемещения втулка, выполненная с трапецеидальным зубом, и с возможностью поворота и фиксации положения эксцентрик с установленными на нем одним из элементов зубчатого зацепления, выполненным в виде зубчатого сектора с радиальным пазом, и двуплечим рычагом, один конец которого выполнен с выступом, взаимодействующим, с радиальным пазом Упомянутого сектора, а другой с трапецеидальным пазом, по форме соответствующим трапецеидальному зубу втулки и взаимодействукидим с ним.
Такое техническое решение позволяет улучшить качество при сварке многослойных швов, разностенных соединений и соединений с увеличенным зазором в различных пространственных положениях за счет улучшения условий формирования шва, что обеспечивается регулируемой асимметричной задержкой электрода в крайних точках разделки соединения.
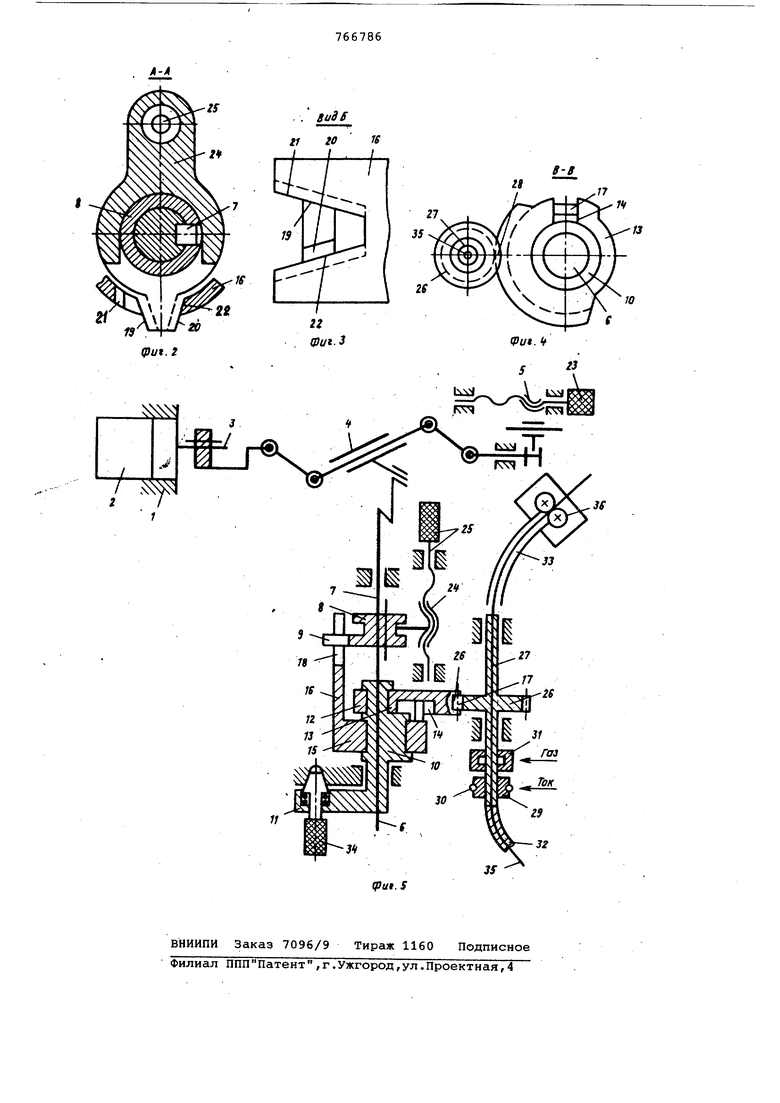
На фиг. 1 схематически показано устройство, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на ф11г. 4 сечение В-В на фиг. If на фиг. 5 кинематическая схема полуавтомата.
Устройство состоит из корпуса 1, в котором закреплен привод 2, взаимодействукх нй посредством ведущего вала 3, универсального шарнира 4 и механизма 5 регулирования амплитуды колебания с ведомым валом 6.
На ведомом валу б закреплена шпонка 7 и свободно посажена втулка 8 с трапецеидальным зубом 9 и эксцентрик 10 с рукояткой. 11. На цилиндрической частр 12 эксцентрика 10 свободно размещен зубчатый сектор 13 с радиальньм пазом 14, а на рабочей поверхности .15 эксцентрика 10 свободно размещен двуплечий рычаг 16,.один конец которого выступом 17 взаимодействует с | адигшьным пазом 14, а другой через трапецеидальный паз 18 с трапецеидальнЕлм зубом 9 втулки 8, имеющим рабочие поверхности 19 и 20. Трапецеидальный йаз 18 двуплечего рычага 16 имеет рабочие поверхности 21, 22, по форме соответствующие зубу 9. Механизм 5 егулирования амплитуды колебайий управляется рукояткой 23. Каретка 24, перемещаемая винтом 25, связана с втулкой 8. Зубчатый сектор 13 и шестерня 26, жестко закрепленная на контактной трубке 27, образуют зубчатую пару 28. На контактной трубке 27 свободно размещен токовый коллектор 29 с пружиной 30,и газовый коллектор
31.С одной стороны на контактной трубке 27 закреплен мундштук 32, с другой подведен тракт подачи проволоки 33. На рукоятке 11 установлен фиксатор 34.
Рабочие поверхности 19 и 20 зуба 9 образуют трапеции в сечениях, пер.пендикулярном и параллельном оси ведомого вала 6. Рабочие поверхности 21 и 22 трапецеидального паза 18 выполнены по форме соответствующими трапецеидальному зубу 9. Токовый коллектор 29 является тормозом при перемещении контактной трубки 27. Тракт подачи проволоки 33 направляет электродную проволоку 35 от механизма 36 подачи сварочной проволоки через контактную трубу 27 в мундштук
32.На корпусе 1 через изолятор 37 закреплено сопло 38.
Допускается вариант установки привода 2 на механизм 36 подачи сварочной проволоки и осуществлять управление ведуошм валом 3, установленным в корпусе 1 посредством гибкого валика (на чертеже не показано).
Устройство работает следующим образом.
Приводом 2 вращают ведущий вал 3 и через универсальный шарнир 4 поворачивают возвратно-поступательно ведогллй вал.6, который посредством шпонки 7, втулки 8 приводит в движение трапецеидальный зуб 9. Последний через трапецеидальный паз 18 и выступ 17 двуплечего рычага 16 перемещает аналогично ведомому валу 6 зубчатой парой 28 контактную трубку 27.
При перемещении рычага 1б по рабочей поверхности 15 эксцентрика 10 трапецеидальный паз 18 в каждом крайнем положении находится на различном расстоянии от ведомого вала6, а так как трапецеидальный зуб 9 и трапецеидальный паз 18 выполнен в виде трапеции в плоскости перпендикулярной к. оси ведомого вала 6, то зазоры между рабочими поверхностями 19 и 21, 20 и 22 различны.
При изменении направления вращения ведомого вала 6 зазор выбирают с равномерной скоростью и чем больше зазор, тем больше задержка на кромках.
Поворачивают рукоятку 23 - изменяют величину амплитуды колебаний.
Поворачивают винт 25, перемещают каретку 24, втулку 8 с трапецеидальным зубом 9 - изменяют величину задержки на кромках.
Поворачивают рукоятку 11 и через рабочию поверхность 15 эксцентрика 10 перемещают трапецеидальный паз 18 в
1эадиапьном направлении, таким образом изменяют величину зазора между рабочими поверхностями 19 и 21 или 20 и 22 - изменяют величину задержек мундштука 32 на кромках. Фиксатор 34 закрепляет рукоятку 11.
Устройство позволяет улучшить качество при сварке многослойных швов, соединений с элементами различной толщины и соединений с увеличенным зазором в различных пространственных положениях, и снизить брак в среднем на 10% за счет того, что асимметричная регулируемая задержка плавящегося электрода в крайних точках разделки улучшает условия формирования шва.
Формула изобретения
Устройство для колебания сварочной горелки по, дуге окружности, содержа-. щее корпус с У стаиовленным в нем ведущим валом, связанным универсальным шарниром с механизмом регулирования амплитуды колебаний и ведоквлм валом, связанным через зубчатое зацепление с контактной трубкой сварочной горелки, отличающееся тем, что, с целью повышения качества сварных швов соединений с злемёнтами различной толщины путем обеспечейия асимметричной задержки электрода на кромках разделки, на ведомом,валу установлены с возможностью перемещения втулка, выполненная с трапецеидальным зубом, и с возможностью поворота и фиксации положения эксцентрик с установленными на нем одним из элементов
o зубчатого зацепления, выполненным в виде зубчатого сектора с радиальным пазом, и двуплечим рычагом, один конец которого выполнен с выступом, взаимодействующим с радигшьным пазом 5 упомянутого сектора, а другой с трапецеидальным пазом, по форме соответствующим тра:пецеидальному зубу втулки и взаимодействующем с. ним. Источники информации,
0 принятые во внимание при экспертизе
1. Авторское свидетельство СССР W 340492, кл. В 23 К 9/30, 1971.
2.Патент США 3777115, кл.219125, 1972.
3. Авторское свидетельство СССР
5 582929, кл. В 23 К 9/30, 1975.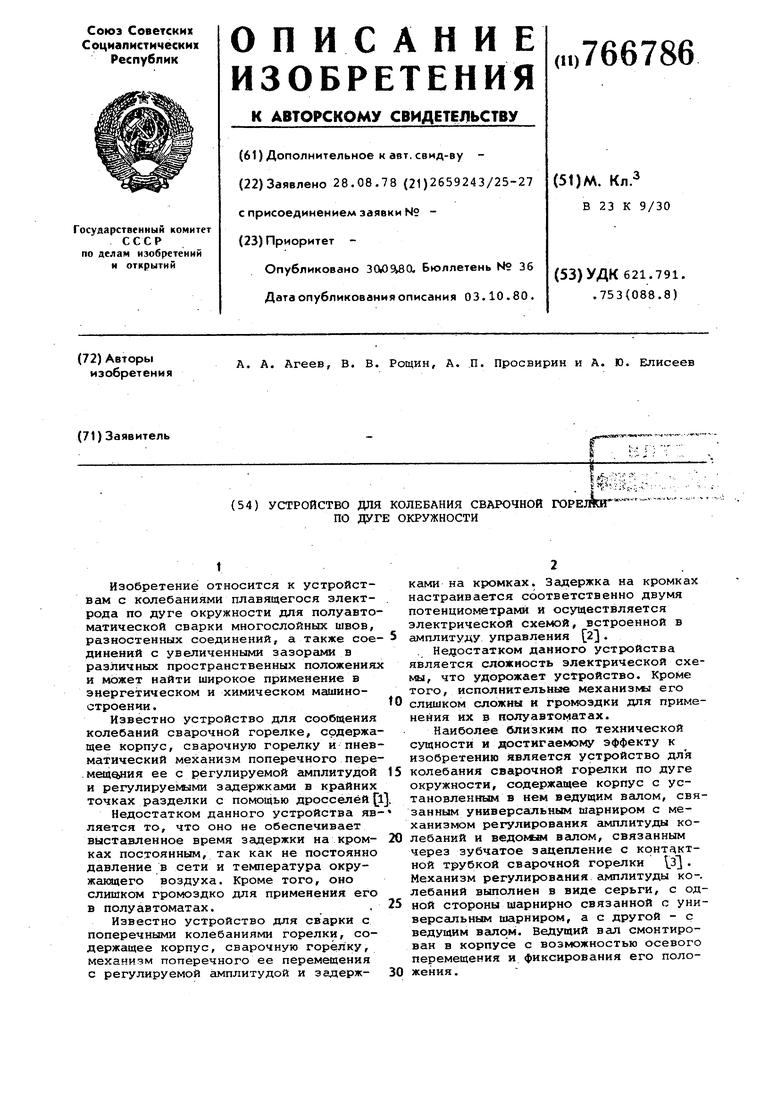
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки с колебаниями электрода | 1980 |
|
SU897434A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для колебания сварочной горелки по дуге окружности | 1975 |
|
SU582929A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Сварочная головка для автоматической орбитальной аргонодуговой сварки трубопроводов | 2018 |
|
RU2690388C1 |
| Устройство для дуговой сварки | 1981 |
|
SU965663A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для многопроходной сварки кольцевых неповоротных швов | 1986 |
|
SU1389961A1 |
| Устройство для дуговой сварки | 1983 |
|
SU1116617A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |