1
Изобретение относится к сварке, а именно, к устройствам для кантования изделий, преимущественно кожухов электролизеров алюминиевого производства при их сборке и сварке,
Кожуха электролизеров состоят из четырех рамок замкнутого контура прямоугольной формы, из профиля типа двутавр, швеллер, которые накладываются друг на дру1а, в сечении образуя цельную рамную конструкцию.
Известен двухпозиционный кантователь, содержащий смонтированный на основании поворотный вал с закрепленными на его противолежащих концах двумя планшайбами Til
Однако габариты изделий, свариваемых на данном кантователе, ограничиваются габаритами планшайб и, кроме того, при установке изделий различных габаритов на противолежащие план(йайбы, возникает дисбаланс, для устранений которого нeoбxoди ы дополнительные тормоза, усложняющие конструкцию.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является двухпозицнонный кантователь, содержащий смонтированный на стойка-л поворотный йал с двумя планшаПбами, в натравляющих которых установлены разжимные элементы 2j.
Однако известный кантователь обеспечивает сварку изделий различных габаритов лишь в небольшом диапазоне типоразмеров, а сварка изделий следующей группы типоразмеров требует замены планшайбы, что снижает производительность.
}0
Цель изобретения - повышение производительности путем обеспечения кантования изделий с большим диапазоном размеров без переустановки
15 планшайб,
С этой целью каждый разжимной элемент выполнен в виде установленного с возможностью перемещения в соответствующей направляющей планшайбе ползуна, на котором шарнирно закреплен поворотный рычаг, оснащенный шарнирной опорой для изделия, при этом на планшс1йбе соответственно каждой направлякждей закреплены упорные крон25штейны для фиксации поворотного рычага.
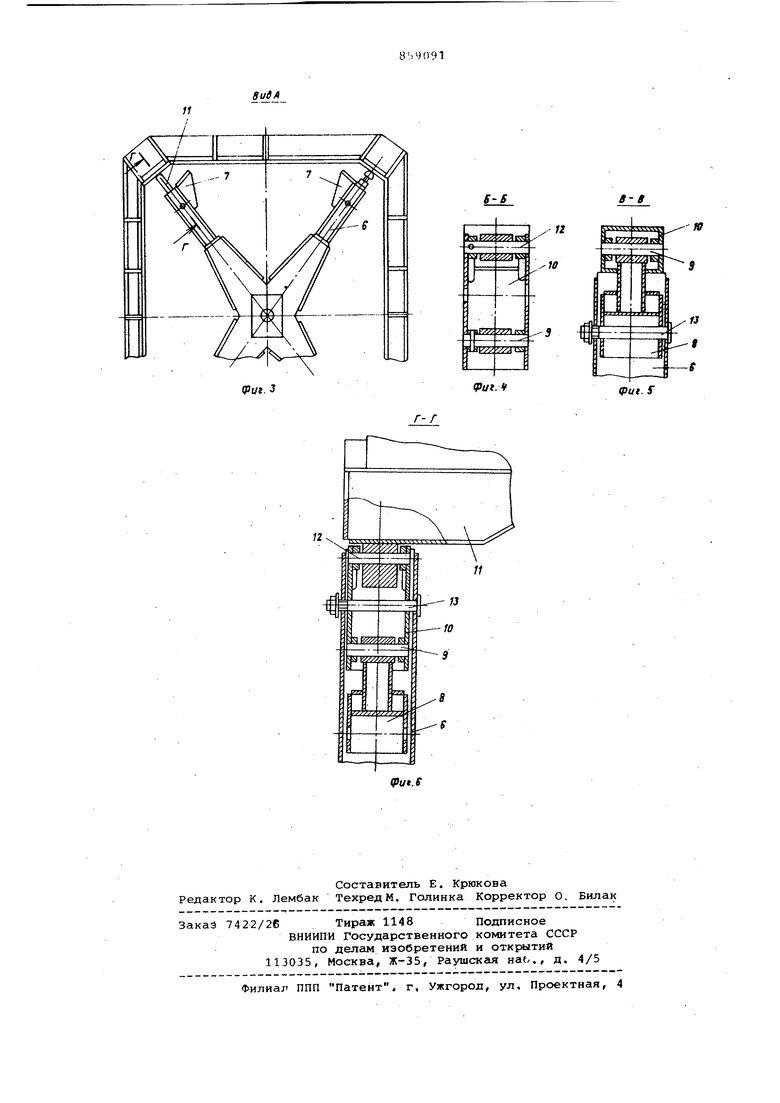
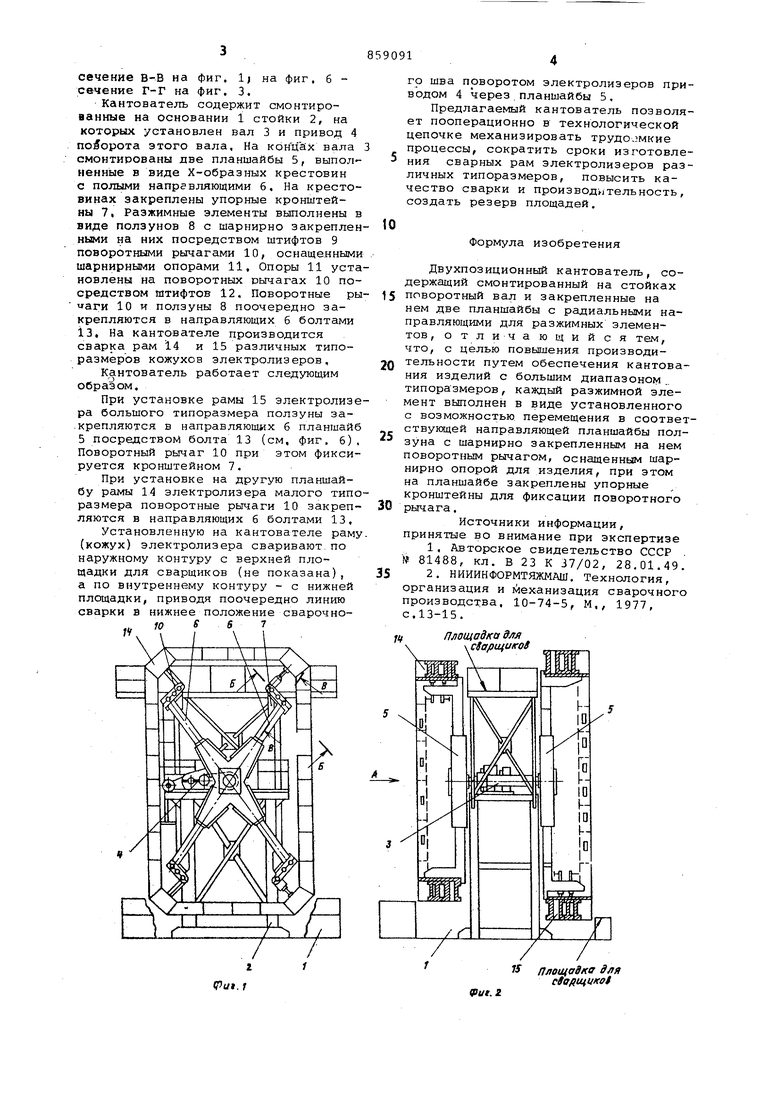
На фиг, 1 изображен кантователь на фиг, 2 - то же, вид сбоку на фиг. 3 - вид А на фиг, 2 на фиг,4 30 течение Б-Б на Фиг. 1 на Фиг,5 сечение В-В на Фиг. 1 на фиг, 6 сечение Г-Г на фиг, 3,
Кантователь содержит смонтированные на основании 1 стойки 2, на которых установлен вал 3 и привод 4 поворота этого вала. На концах вала смонтированы две планшайбы 5, выполненные в виде Х-обраэных крестовин с полыми направляющими б. На крестовинах закреплены упорные кронштейны 7, Разжимные элементы выполнены в виде ползунов 8 с шарнирно закрепленными на них посредством штифтов 9 поворотными рычагами 10, оснащенными шарнирными опорами 11, Опоры 11 установлены на поворотных рычагах 10 посредством штифтов 12. Поворотные рыиаги 10 и ползуны 8 поочередно закрепляются в направляющих 6 болтами 13, На кантователе производится сварка рам 14 и 15 различных типоразмеров кожухов электролизеров.
Кантователь работает следующим образом.
При установке рамы 15 электролизера большого типоразмера ползуны за.крепляются в направляющих 6 планшайб 5 посредством болта 13 (см, фиг. 6), Поворотный рычаг 10 при этом фиксируется кронштейном 7.
При установке на другую планшайбу рамы 14 электролизера малого типоразмера поворотные рычаги 10 закрепляются в направляющих 6 болтами 13,
Установленную на кантователе раму (кожух) электролизера сваривают по наружному контуру с верхней площадки для сварщиков (не показана), а по внутреннему контуру - с нижней площадки, приводя поочередно линию сварки в нижнее положение сварочно, W S в 7
Pi/I, f
го шва поворотом электролизеров приводом 4 через планшайбы 5.
Предлагаемый кантователь позволяет пооперационно в технологической цепочке механизировать трудоемкие процессы, сократить сроки изготовления сварных рам электролизеров различных типоразмеров, повысить качество сварки и производительность, создать резерв площадей.
Формула изобретения
Двухпозиционный кантователь, содержащий смонтированный на стойках 5 поворотный вал и закрепленные на нем две планшайбы с радиальными направляющими для разжимных элементов, о тлича ющи и ся тем, что, с целью поБЫгления производительности путем обеспечения кантования изделий с большим диапазоном .. типоразмеров, каждый разжимной элемент выполнен в виде установленного с возможностью перемещения в соответствующей направляющей планшайбы ползуна с шарнирно закрепленным на нем поворотным рычагом, оснащенным шарнирно опорой для изделия, при этом на планшайбе закреплены упорные кронштейны для фиксации поворотного рычага.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР . № 81488, кл. В 23 К 37/02, 28,01.49.
2.НИИИНФОРМТЯЖМАШ. Технология, организация и механизация сварочного производства, 10-74-5, М., 1977,
с,13-15.
пПлощадка для
v с9арща1соВ
Площадка д/1я еводщико
. г
(риг. 3
В- t
И
-10
f)ut.
(put. f
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь рамных изделий | 1981 |
|
SU998068A1 |
| КАНТОВАТЕЛЬ | 2009 |
|
RU2392216C1 |
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| Кантователь для сборки под сварку | 1980 |
|
SU910388A1 |
| Кантователь | 1990 |
|
SU1722759A1 |
| Кантователь | 1982 |
|
SU1133066A1 |
| Установка для сборки и сварки секций трубопроводов | 1980 |
|
SU929382A1 |
| Вращатель свариемых трубчатых фасонных изделий | 1976 |
|
SU616103A1 |
| Кантователь стопы цилиндрических изделий с центральным отверстием | 1972 |
|
SU473655A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |