(54) УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СОВМЕЩЕНИЯ ТОРЦОВ ТРУБ ПОД СВАРКУ | 1987 |
|
RU2045379C1 |
| Устройство для сборки и сварки кольцевых стыков обечаек | 1985 |
|
SU1348121A1 |
| Устройство для сборки и сварки неповоротных стыков труб | 1986 |
|
SU1453764A1 |
| Внутренний центратор | 1978 |
|
SU697288A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU770701A1 |
| Способ сборки узла врезки и центратор | 2019 |
|
RU2725944C1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Устройство для сборки и центрирования труб под сварку | 1985 |
|
SU1363658A1 |
| Устройство для сборки и сварки неповоротных кольцевых стыков | 1978 |
|
SU749601A1 |
| Устройство для сварки встык полимерных труб | 1981 |
|
SU1052399A1 |
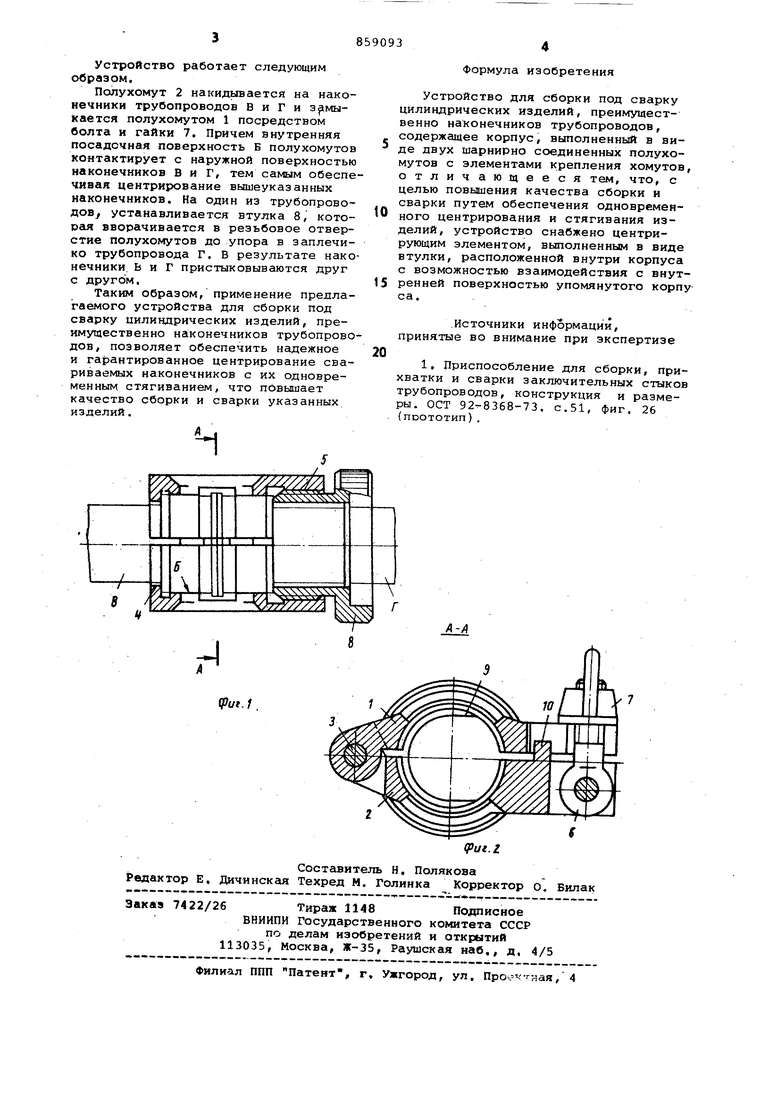
Изобретение относится к машиностроению и может быть использовано при сварке неповоротных станков трубопроводов, Известно устройство для сборки по сварку наконечников, трубопроводов, содержащее корпус, выполненный в вид двух шарнирно соединенных полухомутов с элементами крепления хомутов Щ Недостатком известного устройства является невозможность создания равномерного усилия стягивания свариваемых наконечников. При сварке в труднодоступных местах известное устройство неудобно в эксплуатации. Закладные втулки, которые устанавливаются внутри свариваемых наконечников, используются для формообразования сварного шва. Требуемой сооснос ти свариваемых наконечников выяеуказанные втулки не обеспечивбиот. Кроме того, применение описанных при способлений -требует обязательного Нсшичия буртов под сварку на наконечниках. Цель изобретения - повыиение качества сборки и сварки путем обеспечения одновременного центрирования и втягивания изделий. Указанная цель достигается тем, что устройство для сборки под сварку цилиндрических изделий, преимущественно наконечников трубопровдов, содержащее корпус, выполненный в виде двух шарнирно соединенных полухо и1утов с элементами крепления хомутов, снаб-. жено центрирующим элементом, выполненным в виде втулки, расположенной внутри корпуса с возможностью взаимодействия с внутренней поверхностью упомянутого корпуса. На фиг. 1 изображено устройство, общий вид на фиг. 2 - сечение А-А на фиг. 1. Устройство содержит корпус, выполненный в виде двух полухомутов 1 и 2, с окнами для подвода электрода, и шарнирно соединенные осью 3. В полухомутах выполнено сквозное отверстие 4, которое с одной стороны имеет резьбу 5. Элементы крепления полухомутов выполнены в виде болта 6, шарнирно связанного с полухомутом 2, и гайки 7 Центрирующий элемент, выполненный в виде втулки 8 с наружной резьбой, имеет паз 9 для свободного завода втулки НА трубопровод. Осевое смещение полухомутов друг относительно друга фиксирует зуб 10.
Устройство работает следующим образом.
Полухомут 2 накидывается на наконечники трубопроводов В и Г и эумыкается полухомутом 1 посредством волта и гайки 7. Причем внутренняя посадочная поверхность Б полухомутов контактирует с наружной поверхностью наконечников В и Г, тем самым обеспечивая центрирование вышеуказанных наконечников. На один из трубопроводов устанавливается втулка 8, котоpaw вворачивается в резьбовое отверстие полухомутов до упора в заплечико трубопровода Г. В результате наконечники. В и Г пристыковываются друг с другом,
Таким образом, применение предлагаемого устройства для сборки под сварку цилиндрических изделий, преимущественно наконечников трубопроводов, позволяет обеспечить надежное и гарантированное центрирование свариваемых наконечников с их одновременным стягиванием, что повышает качество сборки и сварки указанных изделий.
Формула изобретения
Устройство для сборки под сварку цилиндрических изделий, преимущественно наконечников трубопроводов, содержащее корпус, выполненный в виде двух шарнирно соединенных полухомутов с элементами крепления хомутов, отлич ающееся тем, что, с целью повышения качества сборки и сварки путем обеспечения одновременного центрирования и стягивания изделий, устройство снабжено центрирующим элементом, выполненным в виде втулки, расположенной внутри корпуса с возможностью взаимодействия с внутренней поверхностью упомянутого корпу са.
.Источники информации, принятые во внимание при экспертизе
1, Приспособление для сборки, прихватки и сварки заключительных стыков трубопроводов, конструкция и размеры. ОСТ 92-8368-73, с.51, фиг. 26 (поототип).
