1
Изобретение относится к сваро нсму оборудованию, в частности к внутренним центраторам дпя сборки стыков цилиндрических изделий под сварку, и может быть применено при строительстве технологических и заводских трубопроводов, а также в химическом машиностроении.
Известен внутренний центратор, содержащий корпус, центрирующие штоки, силовой привод 1. Такой центратор сложен по конструкции, трудоемок в изготовлении и эксплуатации,, малоэффективен в условиях мелкосерийного производства, водства.
Известен также внутренний центратор для сборки стыков цилиндрических изделий под сварку, наиболее бдизкий к изобретению по техническо сущности и содержащий корпус, установленнуто в нем приводную конусную втулку и штоки с центрирующими сегментами, выполненными в виде наружных и внутренних тяг, шарнирно-связанных между собой 2.
Недостатком этого центратора является сложность, требующая неоправданного увеличения габаритных размеров центратора, что не позволяет
применить его для сварки близколежащих , а также использовать в случаях, когда проходной диаметр свариваемого изделия значительно меньше диаметра, по которому производится разжим и фиксация центратора ,
Целью изобретения является обеспечение работы устройства в затеснен0ных условиях. Лля этого наружные и внутренние тяги выполнены разной длины, наружные тяги подпружинены относительно торца конусной втулки и установлены с возможностью пово5 рота в плоскости, проходящей через продольную ось центратора, а в корпусе выполнены отверстия для фиксации тяг. Кроме того, наружные и внутренние тяги выполнены с разницей
0 в длине, равной длине центрирующего сегмента, причем в каждой второй паре тяги наружная тяга длиннее внутренней.
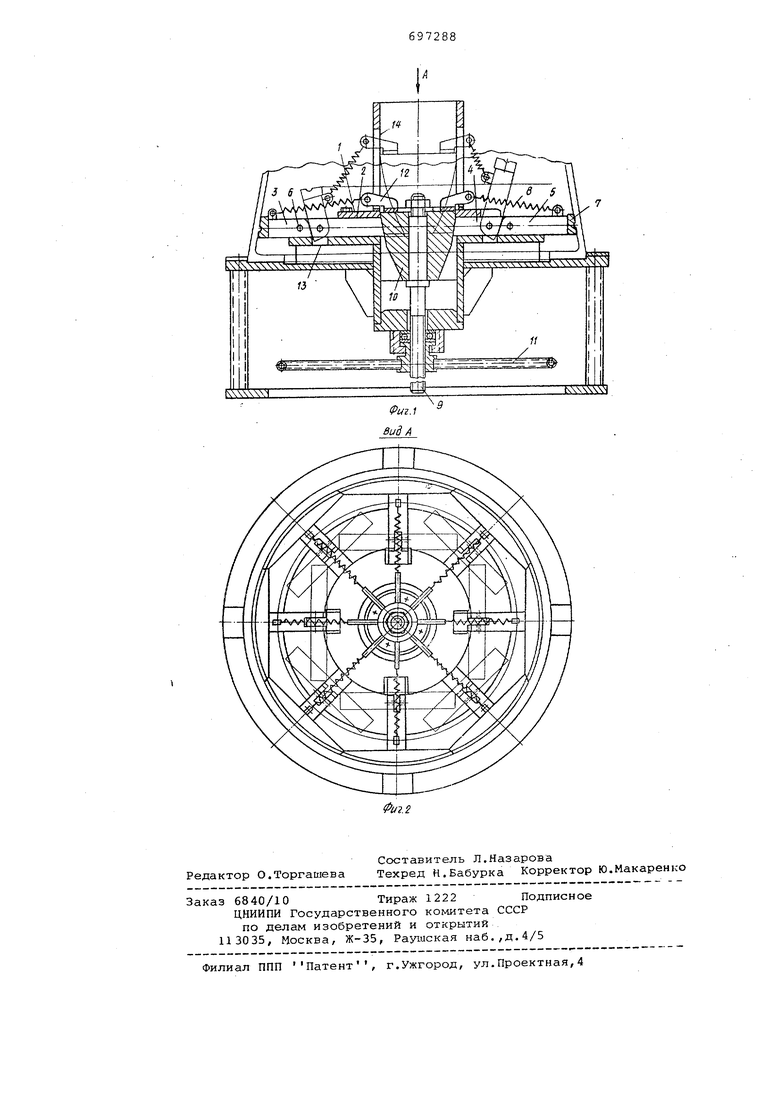
На фиг.1 изображен внутренний
5 центратор в рабочем и нерабочем положении, общий вид; на фиг.2 - вид по стрелке А на фиг.1.
Внутренний центратор содержит разъемный корпус 1, в направляющих 2 которого смонтированы штоки 3, восполненные в виде., двух тяг внутрен 4 и наружной 5, соединенных ш 1рниром б, Тяга 5 оснащена центрирующим сег ментом 7 и пружиной 8 сжатия, обес печиваюадей ей возможность поворота вокруг шарнира в плоскости, проходящей через продольную ось центрато ра. В корпусе 1 на оси-винте 9 устан лена конусная втулка 10 с возможнос тью перемещения вдоль корпуса при вращении штурвала 11. На верхнем торце конусной втулки .10 смонтированы проушины 12, к к Это|эым крепятся пружины 8 сжатия. Кроме того, по месту шарнира б в корпусе выполнены пазы 13, служащие для фиксированного ограничения хода тйг 5 при подтягивании их пружина га а для обеспечения возможности продольного перемещения конусной стулки выполнены пазы 14, Штоки 3 постоянно контактируют с конусной втулкой и изготовлены таким образом, чтобы при стягивании их пружинами они имели возможность беспрепятственного - складывания В; верхней части, т.е. длина наружны и внутренних тяг в чередующихся што ках меняется попеременно на величину, минимум равную длине сегмента. Работа центратора осуществляется следующим образом. В начальный момент конусная втул ка 10 находится в крайнем верхнем положении, при этом тяги 5. сомкнуты и зафиксированы в пазах 13, обеспечивая минимальный проходной диаметр для внутреннего центрирования, В Таком положении вводят центратор в заготовку к месту сварки и вращение штурвала 11 перемещают ось-винт 9 вместе с конусной втулкой 10 вдоль оси центратора вниз, при этом тяги контактирующие с образующей конусной поверхности втулки, действуют на тяги 4 и осуществляю.т их поворо на шарнире 6 до тех пор, пока ось тяги 5 не совпадает с осью тяги 4 При дальнейшем перемещении оси-вин та 9 штоки 3 перемещаются только лишь в радиальном направлении. Таким образом, обеспечивается, окончательный разжим сегментов 7, ооосное центрирование необходимым; усилием и закрепление свариваемых заготовок. После этого осуществляют сварку кольцевого iima. По окончании сварки производят сведение сегментов 7 к центру корпуса вращением штурвала 11, при этом ось-винт 9 перемещается вместе с втулкой 10 вверх, а пружины 8 сжатия подтягивают тяги 5, которые по месту шарниров 6 упираются своей поверхностью в пазы 13 и поворачиваются в плоскости, проходящей через продольную ось центратора, перемещая скошенным торцом тягу 5 в радиальных Направляющих корпуса 1. Данная конструкция внутреннего центратора проста в изготовлении и расширяет эксплуатационные возможности использования ее для сварки заготовок различного диаметра, особенно в случаях, когда проходной диаметр заготовок меньше диаметра центрируемых поверхностей. Формула изобретения 1, Внутренний Центратор для сборки стыков цилиндрических изделий под сварку, содержащий корпус, установленную в нем приводную конусную втулку., и штоки с центрирующими сегментами, выполненными в виде наружных и внутренних тяг, шарнирнЬ-связанных между собой, отличающийся тем, что, с целью обеспечения работы устройства в затесненных условиях, наружные-и внутренние тяги выполнены разной длины, наружные тяги подпружинены относительно торца конусной втулки и установлены.с возможностью поворота в плоскости, проходящей через продольную ось центратора, а в корпусе выполнены отверстия для фиксации тяг, . с Центратор по п.1, отличающийся тем, что наружные и внутренние тяги выполнены с разницей в длине, равной длине централизующего сегмента, причет л в каждой второй паре тяги наружная тяга длиннее внутренней. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 204465, кл.В 23 К 37/04, 1966. 2.Авторское свидетельство СССР № 500959, кл.В 23 К 37/04, 1976 (прототип).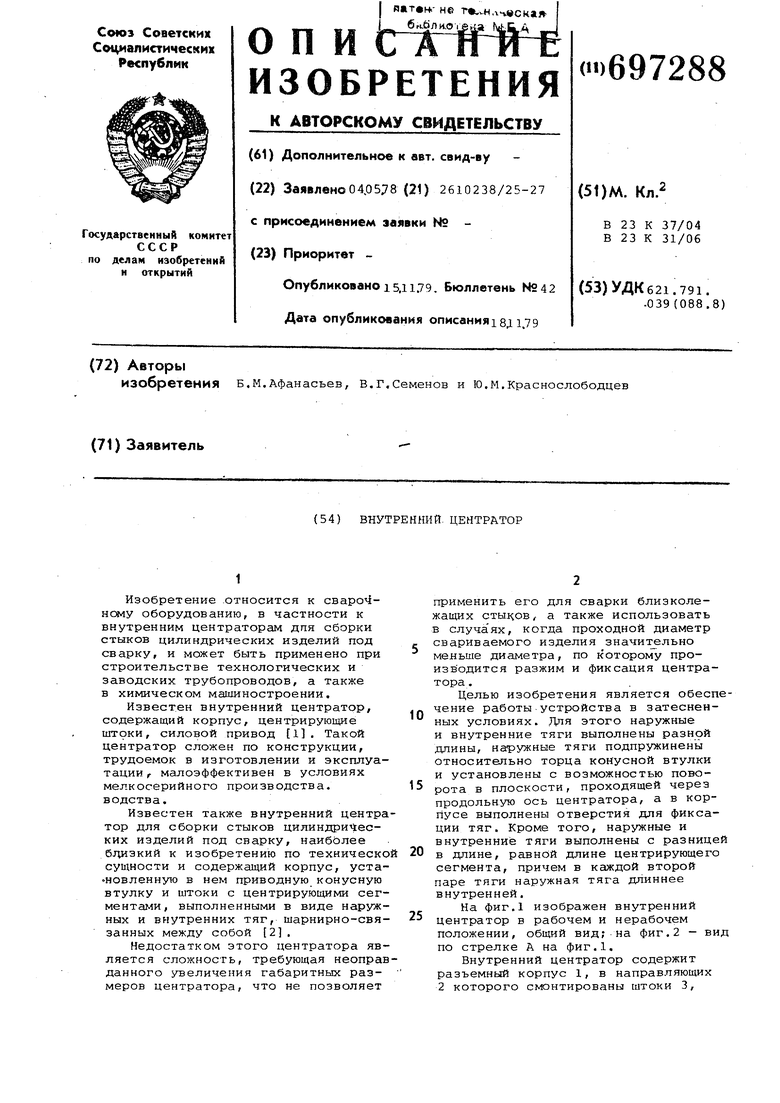
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки стыков цилиндрических изделий | 1974 |
|
SU500959A1 |
| Внутренний центратор | 1976 |
|
SU569421A1 |
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Устройство для сборки под сварку цилиндрических изделий | 1981 |
|
SU959972A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Внутренний центратор | 1984 |
|
SU1191237A1 |
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Внутренний центратор | 1982 |
|
SU1082592A1 |