(54) СПОСОБ ОКОНЧАТЕЛЬНОЙ ОБРАБОТКИ ТОРИЧЕСКОГО ЖЕЛОБА КОЛЬЦА УПОРНОГО ШАРИКОПОДШИПНИКА АБРАЗИВНЫМ БРУСКОМ
1
Изобретение относится к машиностроению и может быть использовано в подшипниковой промышленности при окончательной обработке желобов колец упорных шарикоподшипников.
Известен способ окончательной обработки торического желоба кольца упорного шарикоподшипника абразивным бруском, при котором кольцу сообщают врашательное движение вокруг своей оси, а абразивному бруску - качательное движение вокруг оси, проходящей через центр кривизны профиля желоба перпендикулярно к .оси обрабатываемого кольца 1.
Абразивный брусок, имеющий первоначально форму параллелепипеда, прирабатывается по желобу, и его рабочая поверхность приобретает соответствующую форму.
Наличие лишь одного качательного движения бруска ограничивает производительность обработки, а параллелепипедная форма инструмента ограничивает его длину при заданной форме обрабатываемого желоба из-за возможности подрезки периферийной части последнего. Небольшая длина абразивного бруска неблагоприятно влияет на точность процесса, не позволяя уменьшить волнистость по дну желоба, приобретенную на предыдущей операции шлифования. Это является весьма важным обстоятельством при изготовлении прецизионных упорных шарикоподшипников, предназначенных, например, для шпинделей точных металлорежущих станков.
Цель изобретения - повышение производительности процесса обработки с одновременным повышением точности геометрической формы желоба.
10
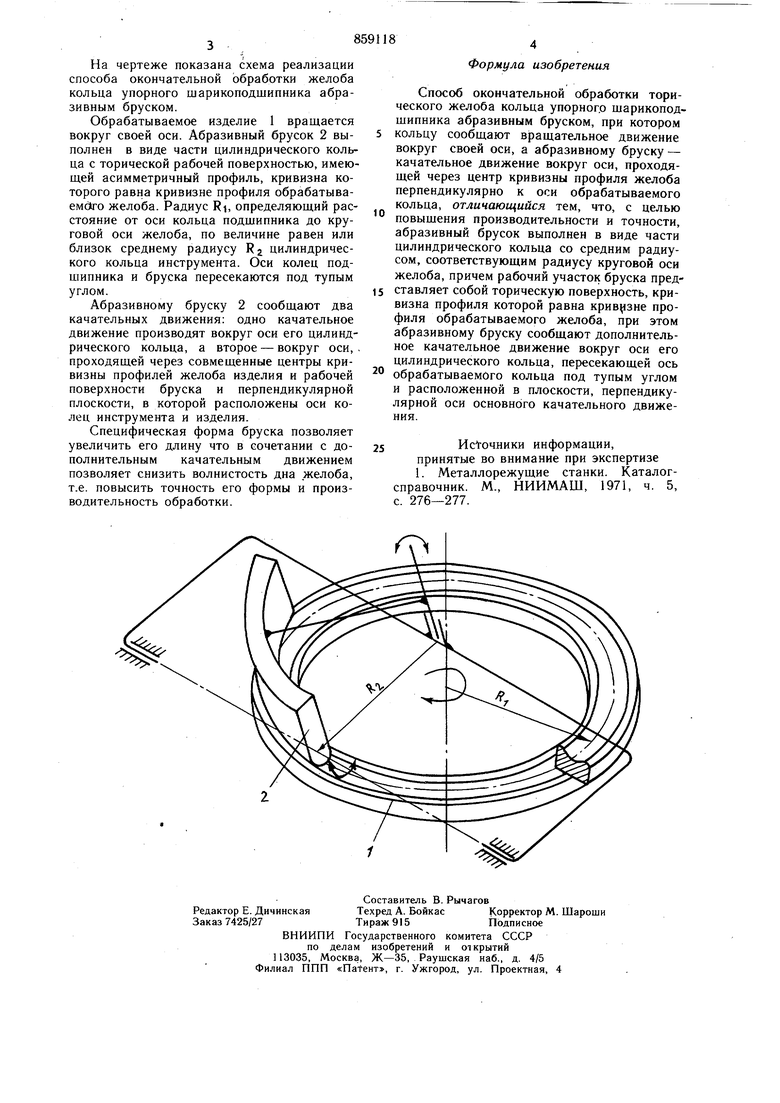
Указанная цель достигается тем, что абразивный брусок выполнен в виде части цилиндрического кольца, со средним радиусом, соответствующим радиусу круговой оси желоба, причем рабочий участок бруска представляет собой торическую поверхность, кривизна профиля которой равна кривизне профиля обрабатываемого желоба, при этом абразивному бруску сообщают дополнительное качательное движение вокруг оси его цилиндрического кольца, пересекающей ось
обрабатываемого кольца под тупым углом и расположенной в плоскости, перпендикулярной оси основного качательного движения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУПЕРФИНИШИРОВАНИЯ ЖЕЛОБА КОЛЕЦ ШАРИКОВЫХ ПОДШИПНИКОВ | 1996 |
|
RU2115534C1 |
| УСТРОЙСТВО ДЛЯ СУПЕРФИНИШИРОВАНИЯ ТОРОИДАЛЬНЫХ ПОВЕРХНОСТЕЙ КОЛЕЦ ШАРИКОПОДШИПНИКОВ | 2002 |
|
RU2227772C2 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1978 |
|
SU935258A1 |
| Способ окончательной обработки торического желоба кольца упорного шарикоподшипника абразивным бруском | 1980 |
|
SU963832A2 |
| Способ отделочной обработки беговых дорожек колец шарикоподшипников | 1978 |
|
SU884976A2 |
| Способ обработки дорожки качения кольца шарикоподшипника | 1986 |
|
SU1333545A1 |
| УСТРОЙСТВО ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1995 |
|
RU2078677C1 |
| Суперфинишный станок для обработки дорожек качения колец шарикоподшипников | 1982 |
|
SU1021580A1 |
| Устройство для суперфиниширования желобчатых поверхностей колец шарикоподшипников | 1987 |
|
SU1495079A1 |
| Способ чистовой обработки вогнутых тороидальных поверхностей | 1973 |
|
SU512034A1 |
