1
Изобретение относится к чистовой магнит- нс.абразивной обработке деталей и может быть использовано в механо-обрабатываюа(ем производстве на финишных операциях для обработки наружных цилиндрических поверх- 5 ностей типа колец, валов, пальцев и прочих подобных деталей.
Известны станки для магнитног-абразйвной обработки деталей, передняя и задняя бабки которых снабжены осциллирующими пинолямя, 10 жестко связанными посредством тяги, имеюлдие демагнитизатор, установленный на лотке, по которому обработанные детали поступают в накопитель.
Недостатками таких станков являются . 15 малая производительность, так как каждая обрабатываемая деталь закрепляется и снимается вручную с прерыванием процесса обработки; загрязненность, так как отработанный порошок не удаляется из зоны обработ- 20 ки; отсутствие конструктивной взаимосвязи отдельных механизмов для полной автоматизации процесса,
С целью повышения производительности и,.упрощения конструкции станка тяга выпол 25
нена в виде лотка из немагнитного материала и установлена под обрабатываемой деталь с уклоном в сторону задней бабки, корпус которой выполнен полым с решетчатым немагнитным днищем, наклоненным к лотку демагнитизатора.
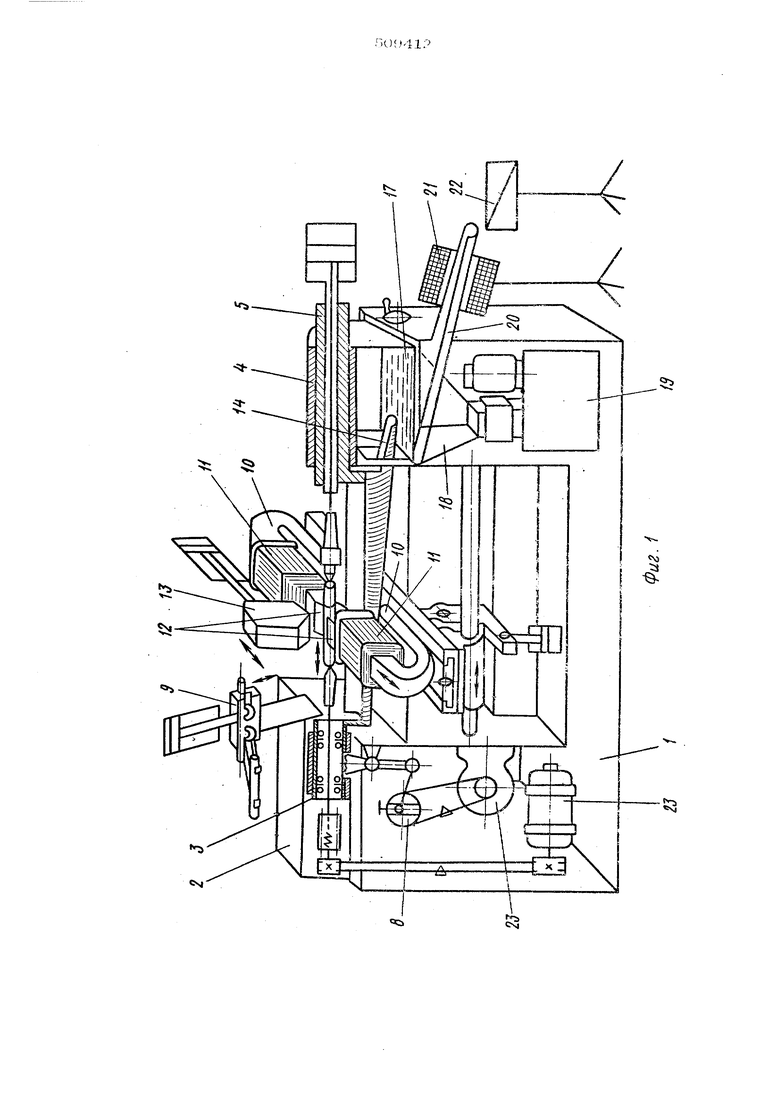
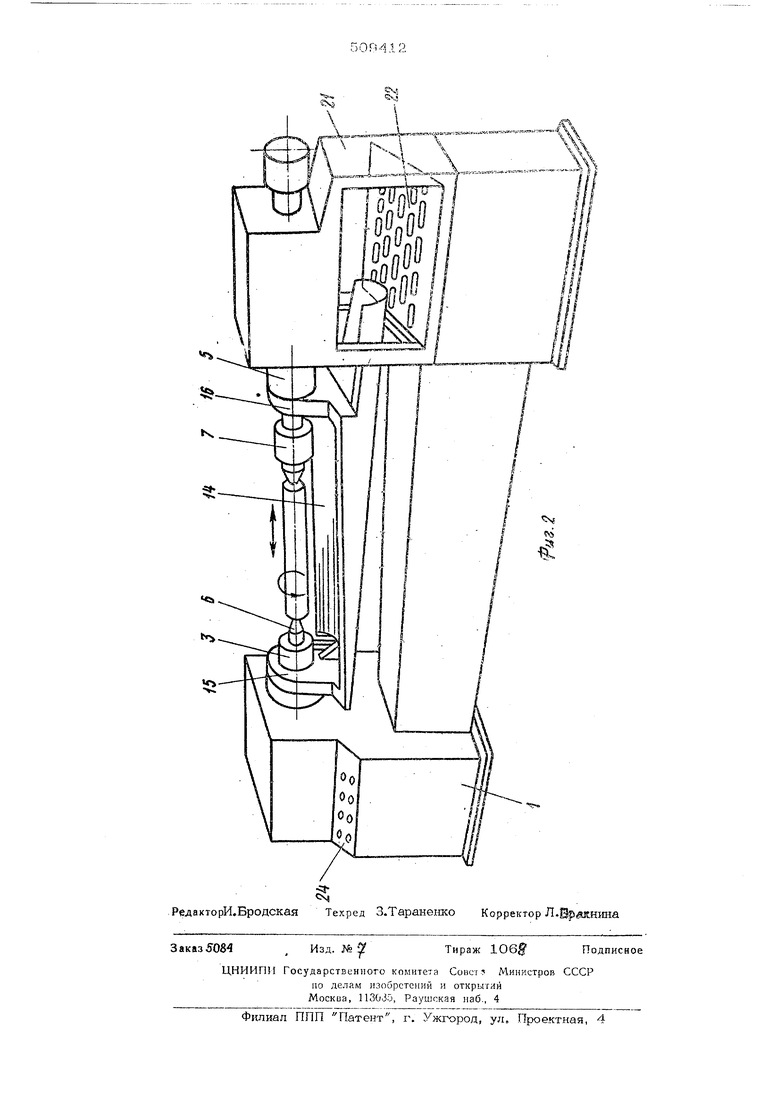
На фиг. 1 и 2 схематично изображен предлагаемый станок.
Станок состоит из следующих основных элементов: станины 1, передней бабки 2 с осциллирующей пинолью 3, задней бабки 4 с осциллирующей пинолью 5, ведущего центра 6, вращающегося центра 7, узла осцилляции 8, загрузочного устройства 9, магнитопро- вода 1О с электромагнитными катущками 11 и полюсными наконечниками 12, дозатора 13 осциллирующего лотка 14 с кронштейнами 15 и 16, с помощью которых лоток крепится к осциллирующим пинолям 3 и 5, наклонной рещетки .17 в задней бабке 4, воронки 18, насосной станции 19, лотка 20, демагнитизатора 21, накопителя 22, электропривода 23 и пульта управления 24.
Работа станка в автоматическом режиме осуществляется следующим образом. На пульте угфаг-ленчя 24 Б :лючаатся кнопка.Пусх, после ч&го багруаочкое устройство 9 попает обо оатмшдео.П, ю згаль на пинию цеит;1 оз в aoi:/ сбрсоотх-. Злляя бабка 4: зам .имдет че мэжд-/ вуан.и.юи,1::/:;я центром 7 и ведуиим г.эйтроч 6, звтэ. грузочное устройство 9 возвращается в исхо ное положение. Сволятся полюсные наконечники 12, окватьтая детайь 5 йвух противоло ложных сторон с необходимым зазором, и вкшо чается катушки элёктpoмfq: нитoв 11.Вылвига ч ется дйзатор 13 на лиядао пентров, и расчет- дая доза ферроабраз ганого порошка высыпаетс в-.зону обработки, после чего дозатор 13 отхо дит в исходное положение. Включаются эпекгр приводы 23 вращения и осцилляции детали, а также насосной станции 19. Проводится обработка детали в течение установленного времени, в процессе чего обрабатываемая де таль, вращаясь вмагнитном поле, осциллирует от узла осцилляции 8, одновременно с деталью осциллирует лоток 14, который явля ется жесткой тягой, соединяющей с помощью кронштейнов 15 и 16 пиноли 3 и 5 передней и задней бабок станка, СОЖ, непрерывно подаваемая насосной станцией 19 в зону обработки, стекает, увлекая за собой отработанный ферроабразивный порошок, по осциллирующему лотку 14 через наклонную решетку 17 в насосную станцию 19, По истечении времени обработки выключаются: электроприводы 23, катушки электромагнитов 11, отводятся в исходное положение: полюсные наконечники 12, задняя бабка 4, Обработанная деталь падает в про должаюший асцил1иро1 ать под действием инерцко-шых СИЛ лоток 14, а затем соскальзывает по H9wy на н :клоннзЮ решетку 17, с которой екать; вается по лотку 20 на размагкичива.яие через демагнитизатор 21 в нахслите;Пь 22, При этом рашетка 17 обеспечивает отделение отработанного ферроабразивного порошка и смазывающе-охлаждающей жидкости от обработанных деталей, подаваемых на размагничивание, Одновременно с отходом задней бабки 4 в исходное положение включается загрузочное устройство 9 и очередная деталь подается на линию центров в зону обработки, т, е. цикл повторяется в описанном порядке. Формула изобретения Станок для магнитно-абразивной обработки, передняя и задняя бабки которого снаблсены осциллирующими пинолями, жестко свяг занными посредством тяги, имеющий демаг- нитизатор, установленный на лотке,, по которому обработанные детали поступают в накопитель, отличающийся тем, что, с целью повышения производительности и упрощения конструкции станка, тяга выполнена в виде лотка из немагнитного материал-, ла и установлена под обрабатываемой деталью с уклоном в сторону задней бабки, корпус которой выполнен полым с решетчатым немагнитным днищем, расположенным под. углом к лотку демагнитизатора.

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Плоскополировальный магнитно- абразивный станок | 1975 |
|
SU751597A1 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Устройство для магнитно-абразив-НОй ОбРАбОТКи ТЕл ВРАщЕНия | 1979 |
|
SU814684A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2134631C1 |
| Станок для нанесения ферромагнитных покрытий | 1977 |
|
SU654377A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Роторный станок для магнитно-абразивной обработки | 1991 |
|
SU1813613A1 |
| Станок для обработки сферических торцовых поверхностей | 1981 |
|
SU952540A1 |