(54) ХОНИНГОВАЛЬНАЯ ГОЛОВКА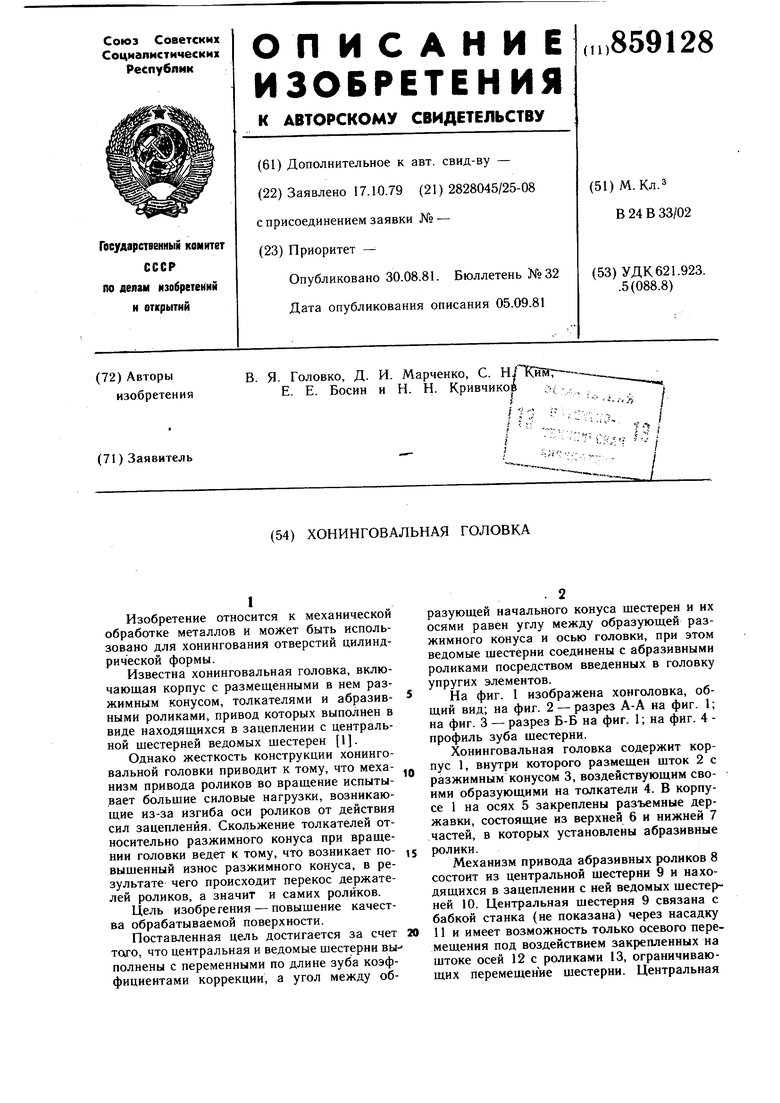
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ | 1998 |
|
RU2146592C1 |
| Хонинговальная головка | 1985 |
|
SU1328169A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА | 1973 |
|
SU399355A1 |
| Хонинговальная головка | 1982 |
|
SU1028485A1 |
| БИБЛИОТЕКА I | 1972 |
|
SU348345A1 |
| Устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды | 1982 |
|
SU1021578A1 |
| Механизм разжима брусков хонинговального станка | 2015 |
|
RU2617186C2 |
| Устройство для хонингования конических отверстий | 1983 |
|
SU1122491A1 |
| Головка для тангенциального накатывания резьб | 1972 |
|
SU487699A1 |
| Станок для гальванического хонингования шатунных шеек коленчатых валов | 1983 |
|
SU1133051A1 |
1
Изобретение относится к механической обработке металлов и может быть использовано для хонингования отверстий цилиндрической формы.
Известна хонинговальная головка, включающая корпус с размещенными в нем разжимным конусом, толкателями и абразивными роликами, привод которых выполнен в виде находящихся в зацеплении с центральной шестерней ведомых шестерен 1.
Однако жесткость конструкции хонинговальной головки приводит к тому, что меха- ... низм привода роликов во вращение испытывает большие силовые нагрузки, возникающие из-за изгиба оси роликов от действия сил зацепления. Скольжение толкателей относительно разжимного конуса при вращении головки ведет к тому, что возникает по- 5 выщенный износ разжимного конуса, в результате чего происходит перекос держателей роликов, а значит и самих роликов.
Цель изобре гения - повышение качества обрабатываемой поверхности.
Поставленная цель достигается за счет 20 таго, что центральная и ведомые шестерни вы-полнены с переменными по длине зуба коэффициентами коррекции, а угол между об. 2
разующей начального конуса шестерен и их осями равен углу между образующей разжимного конуса и осью головки, при этом ведомые щестёрни соединены с абразивными роликами посредством введенных в головку упругих элементов.
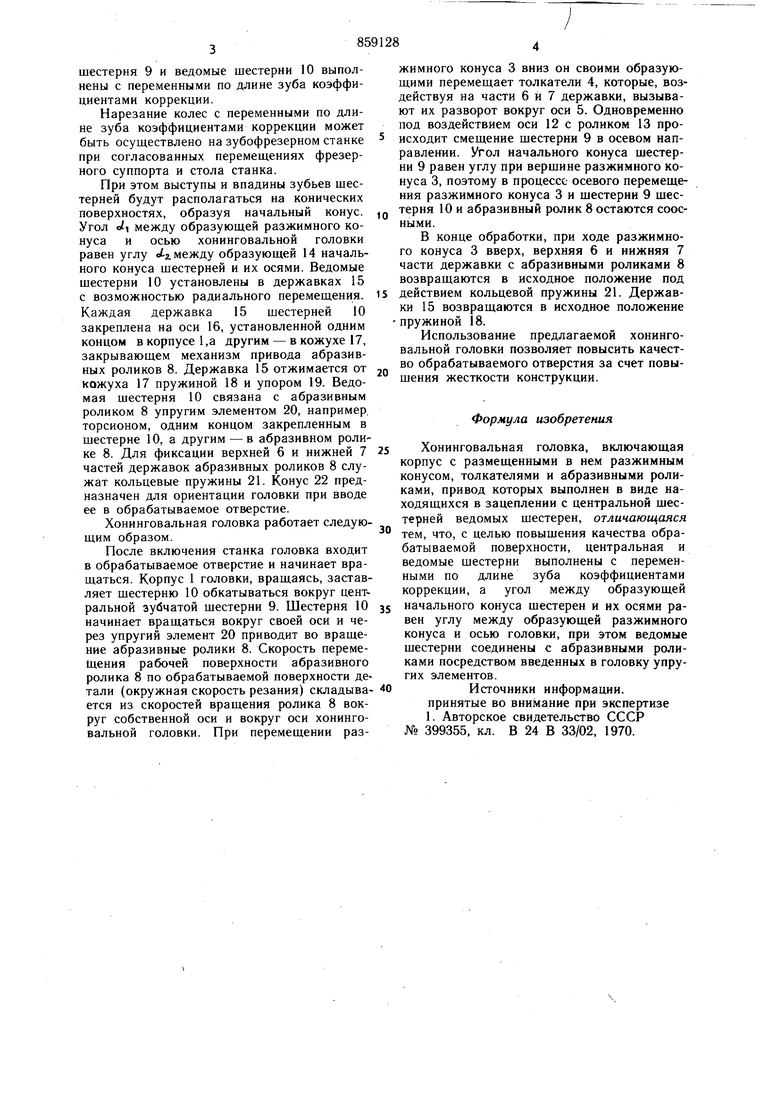
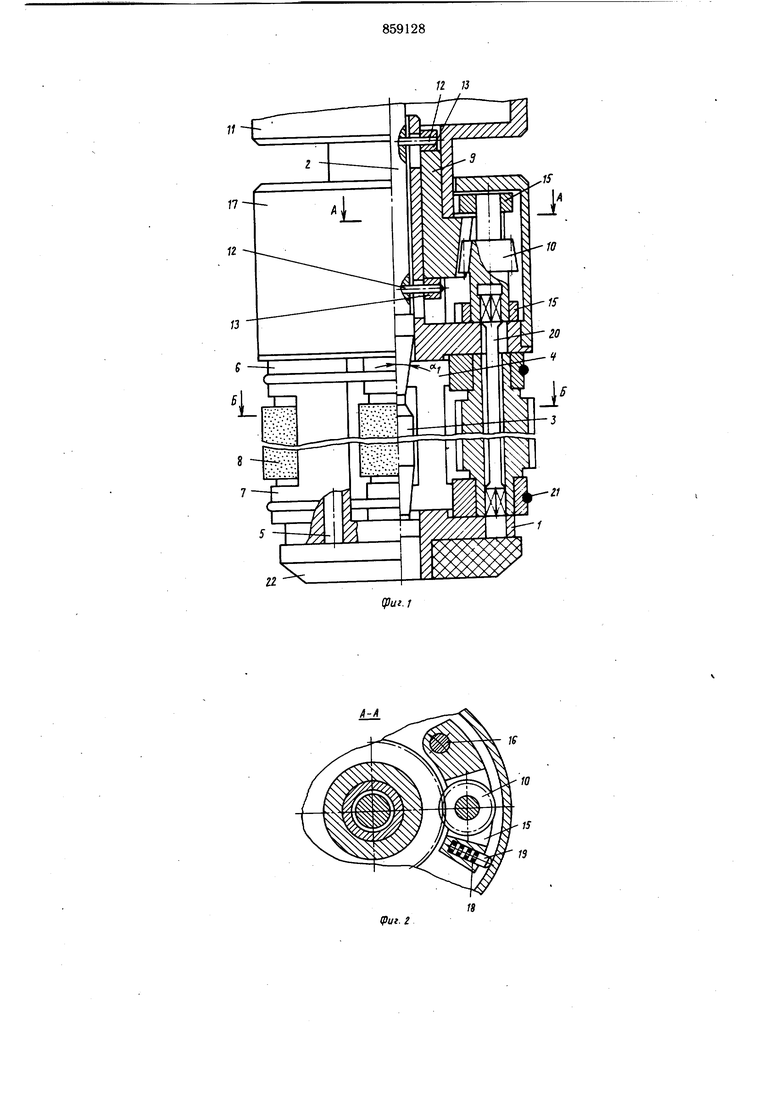
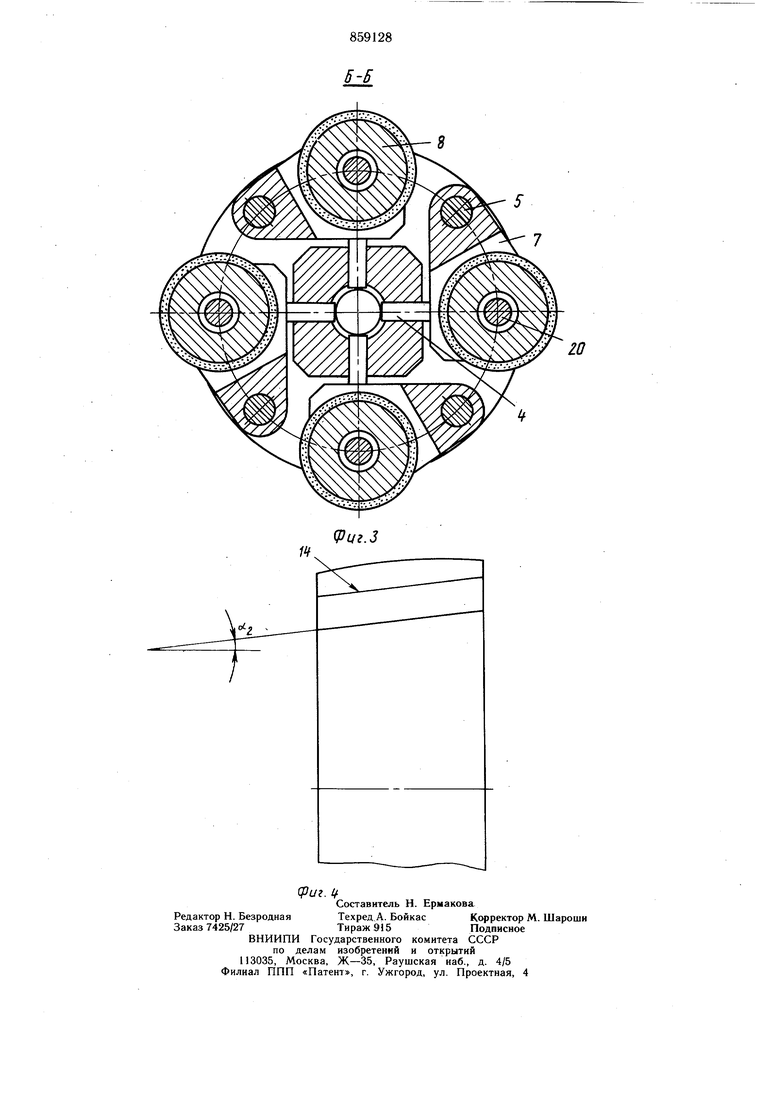
На фиг. 1 изображена хонголовка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 профиль зуба шестерни.
Хонинговальная головка содержит корпус 1, внутри которого размещен шток 2 с разжимным конусом 3, воздействующим своими образующими на толкатели 4. В корпусе 1 на осях 5 закреплены разъемные державки, состоящие из верхней 6 и нижней 7 частей, в которых установлены абразивные ролики.
Механизм привода абразивных роликов 8 состоит из центральной шестерни 9 и находящихся в зацеплении с ней ведомых шестерней 10. Центральная шестерня 9 связана с бабкой станка (не показана) через насадку 11 и имеет возможность только осевого перемещения под воздействием закрепленных на штоке осей 12 с роликами 13, ограничивающих перемещение шестерни. Центральная шестерня 9 и ведомые шестерни 10 выполнены с переменными по длине зуба коэффициентами коррекции. Нарезание колес с переменными по длине зуба коэффициентами коррекции может быть осуществлено на зубофрезерном станке при согласованных перемещениях фрезерного суппорта и стола станка. При этом выступы и впадины зубьев шестерней будут располагаться на конических поверхностях, образуя начальный конус. Угол Ji между образующей разжимного конуса и осью хонинговальной головки равен углу «iz. между образующей 14 начального конуса шестерней и их осями. Ведомые шестерни 10 установлены в державках 15 с возможностью радиального перемещения. Каждая державка 15 шестерней 10 закреплена на оси 16, установленной одним концом в корпусе 1,а другим - в кожухе 17, закрывающем механизм привода абразивных роликов 8. Державка 15 отжимается от кожуха 17 пружиной 18 и упором 19. Ведомая шестерня 10 связана с абразивным роликом 8 упругим элементом 20, например, торсионом, одним концом закрепленным в шестерне 10, а другим - в абразивном ролике 8. Для фиксации верхней 6 и нижней 7 частей державок абразивных роликов 8 служат кольцевые пружины 21. Конус 22 предназначен для ориентации головки при вводе ее в обрабатываемое отверстие. Хонинговальная головка работает следующим образом. После включения станка головка входит в обрабатываемое отверстие и начинает вращаться. Корпус 1 головки, вращаясь, заставляет щестерню 10 обкатываться вокруг центральной зубчатой шестерни 9. Шестерня 10 начинает вращаться вокруг своей оси и через упругий элемент 20 приводит во вращение абразивные ролики 8. Скорость перемещения рабочей поверхности абразивного ролика 8 по обрабатываемой поверхности детали (окружная скорость резания) складывается из скоростей вращения ролика 8 вокруг собственной оси и вокруг оси хонинговальной головки. При перемещении разжимного конуса 3 вниз он своими образующими перемещает толкатели 4, которые, воздействуя на части 6 и 7 державки, вызывают их разворот вокруг оси 5. Одновременно под воздействием оси 12 с роликом 13 происходит смещение щестерни 9 в осевом направлении. Угол начального конуса щестерни 9 равен углу при вершине разжимного конуса 3, поэтому в процессе осевого перемещения разжимного конуса 3 и шестерни 9 шестерня 10 и абразивный ролик 8 остаются соосными. В конце обработки, при ходе разжимного конуса 3 вверх, верхняя 6 и нижняя 7 части державки с абразивными роликами 8 возвращаются в исходное положение под действием кольцевой пружины 21. Державки 15 возвращаются в исходное положение пружиной 18. Использование предлагаемой хонинговальной головки позволяет повысить качество обрабатываемого отверстия за счет повыщения жесткости конструкции. Формула изобретения Хонинговальная головка, включающая корпус с размещенными в нем разжимным конусом, толкателями и абразивными роликами, привод которых выполнен в виде находящихся в зацеплении с центральной шестерней ведомых шестерен, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности, центральная и ведомые щестерни выполнены с переменными по длине зуба коэффициентами коррекции, а угол между образующей начального конуса щестерен и их осями равен углу между образующей разжимного конуса и осью головки, при этом ведомые щестерни соединены с абразивными роликами посредством введенных в головку упругих элементов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 399355, кл. В 24 В 33/02, 1970.
1f
A
10 5-Б
8
