(54) СТАНОК Д1И МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для механической обработки пластмассовых изделий | 1979 |
|
SU859173A1 |
| Устройство для механической обработки пластмассовых изделий | 1979 |
|
SU859172A1 |
| Многопозиционный автомат | 1981 |
|
SU1047613A1 |
| Автомат для обработки пуговиц | 1983 |
|
SU1123869A1 |
| СТАНОК ДЛЯ УДАЛЕНИЯ ОБЛОЯ ФОРМОВЫХ РЕЗИНОВЫХИЗДЕЛИЙ | 1967 |
|
SU205269A1 |
| СТАНОК-АВТОМАТ ДЛЯ ДВУСТОРОННЕГО СВЕРЛЕНИЯ | 2022 |
|
RU2786249C1 |
| Гибкая автоматическая линия | 1989 |
|
SU1662808A1 |
| Агрегатный станок | 1986 |
|
SU1399078A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| Станок для обработки деталей | 1984 |
|
SU1288029A1 |
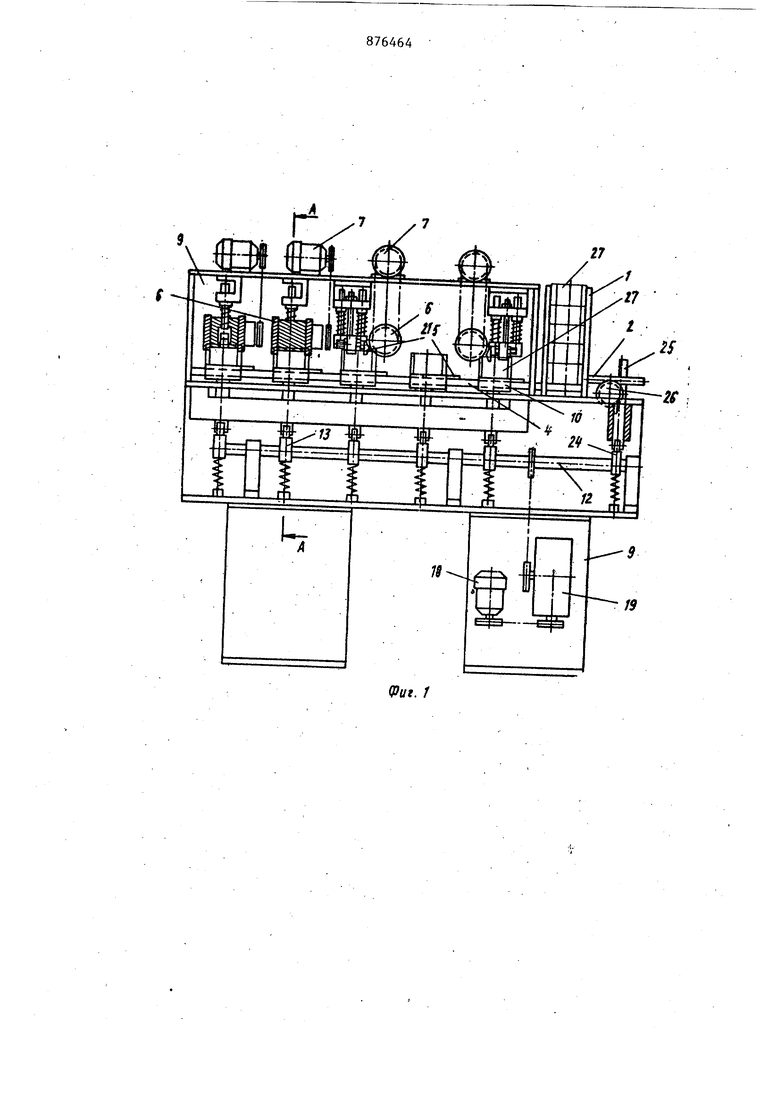
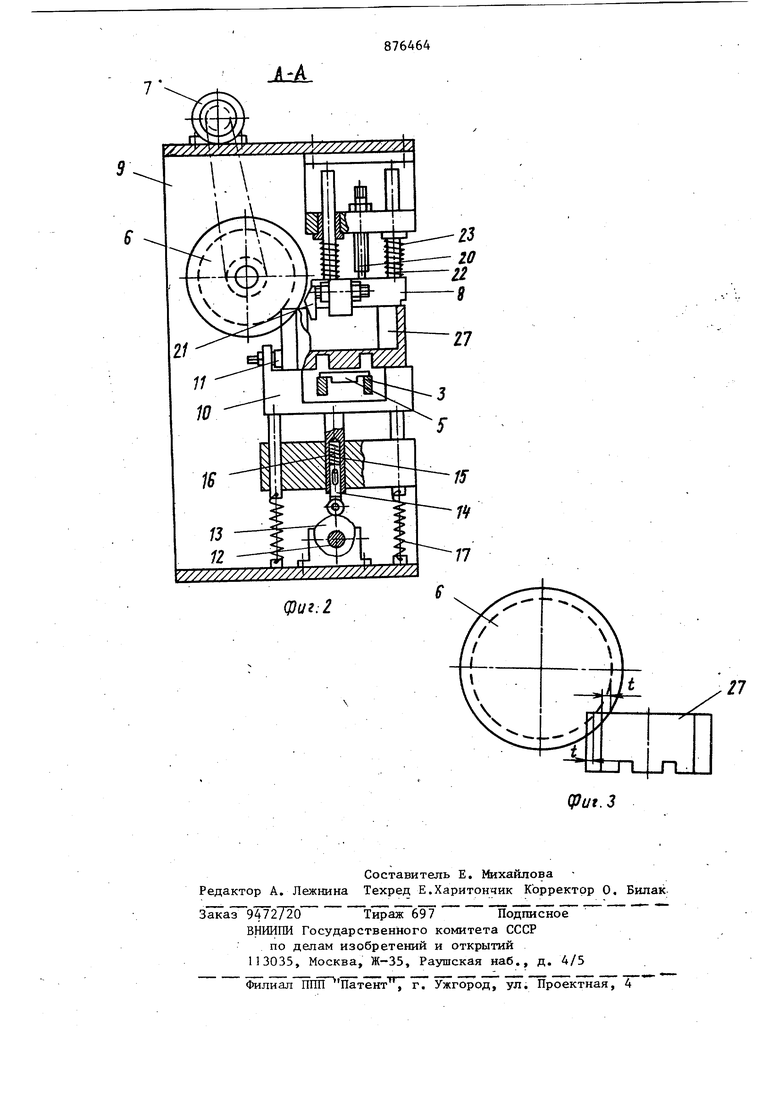
Г- . Изобретение относится к механи-. ческой обработке изделий из пластиче ких масс, полученных прессованием в формах, и может быть использовано, например, для получения окончательны размеров, снятия фйсок. Известен,станок для обработки (шастмассовых деталей, содержащий питатель изделий с отсекателем, направляющие, механизм перемещения изде лий, инструменты для механической обработки с приводом, расположенные последовательно вдоль механизма пере мещения изделий, и зажимы , для издег, ЛИЙ l. Недостатком известного станка является невозможность учета разброса размеров обрабатываемых изделий по ширине и высоте, который может быть в пределах 1-2 мм. Цель изобретения - улучшение качества обработки изделий сложной конфигурации. Указанная цель достигается тем, что станок для механической обработки пластмассовых изделий, содержащий питатель изделий с отсекателем, нап- равляющие, механизм перемещения ия- . делий, инструменты для механический обработки с приводом, расположенные последовательно вдоль механизма перемещения изделий, и зажимы для изделий, снабжен расположенными на станине на каждой позиции механической обработки подвижными в вер гикальном направлении подпружиненными платформами для установки изделий, на каждой из которых смонтирован со стороны расположения инструмента упор, и механизмами перемещения изделия по платформе, каждый из которых закреплен на зажиме для изделия, расположенном над платформой . Причем каждый зажим выполнен в виде подпружиненной планки, взаимодействующей с закрепленным на станине ограничителем ее перемещения, а механизм перемещения изделия - в виде закрепленного на планке клина, обращенного скошенной поверхностью к ин рументу. На фиг,1 изображен станок для ме ханической обработки пластмассовых изделий на фиг.2 - разрез А-А на фиг.1| на фиг.З - схема взаимодейст вия с изделием в увеличенном масштаб Станок для механической обработки пластмассовых изделий содержит питатель 1 изделий с отсекателем .2, направляющие 3, механизм перемещения изделий, вьшолненньй в виде транспор тера 4 с толкателями 5, инструмент 6 в виде набора фрез с приводами 7, расположенные последовательно вдоль механизма перемещения изделий и зажимы 8 для изделий. Каждьй набор фрез 6 смонтирован жестко на станине 9 станка,так что каж дый один набор обрабатывает одну сторону изделия в виде крьшки. Таким образом, т станке находится четыре установленных последовательно набора фрез 6 и когда изделие мицует все четыре позиции обработки, его периметр будет полностью обработан. Каждая позиция механической обработки станка снабжена подпружиненной платформой 10, оснашенной приводом вертикального -перемещения причем .на калодой платформе смонтирован жесткий упор 11, расположенньш со стороны инструмента 6. Приво платформы 10 выполнен в виде вала 12 с кулачками 13, взаимодействующими с толкателями 14, которые размещены с возможностью осевогЬ перемещения в ползунах 15 и подпруткинены относительно него при помощи пру жины I6. Каждый ползун 15 соединен с платформой 10, которая подпружине на относительно станины 9 при помощи пружин 17. Привод вала 12 состои из электродвигателя 18 и редуктора 19. Каждьш зажим 8 для изделия выполнен в виде установленной над платформой подпружиненной планки, снабженной ограничителем 20, причем на планке установлен механизм перемещения изделия по платформе 10, выполненньй в виде клина 2I, обращенного скошенной поверхностью к ин рументу 6, Зажим 8 имеет направляющие колонки 22, на которых установлены пружины 23, . 44 Транспортер 4 и отсекатель 2 имеют привод от кулачка 24 вала 12 через рейку 25 и систему зубчатых колес 26. Станок работает следующим образом. При включении станка в работу приходит во вращение вал 12, кулачок 24 которого перемещает рейку 25, а последняя через систему зубчатых колес 26 перемещает транспортер 4 и отсекатель 2. Транспортер 4 перемещает своим толкателем 5 изделие 27 из питателя 1 на позицию обработки, т.е. на первую платформу 10, Одновременно с этим отсекатель 2 отсекает в питателе 1 последующее изделие 27. Затем от кулачка 13 платформа 10 поднимается вверх, при этом внутренний край изделия 27 взаимодействует с клином 21, в результате чего изделие 27 перемещается до упора в упор 11 и точно базируется по одной стороне. При дальнейшем подъеме платформы10 изделие 27 упирается в 3.1ЖИМ 8 и перемещается вместе с ним до упора зажима 8 в ограничитель 20, при этом одна сторона изделия 27 обрабатывается инструментом 6. Изд«щие 27 при механической обработке зафргксировано по трем плоскостям. Инструмент 6, которьй повторяет конфигурацию обрабатываемой стороны издеития 27, снимает фаску по одной стороне изделия 27. Положение кромки боковой стрроны изделия 27 относительно набора фрез б для каждого изделия 27 постоянно, так как оно определяется упорами 11 и 20, и, если изделие 27 будет несколько больших размеров (-2 мм),то положение его кромки относительно набора фрез 6 не изменится, ЧТО позволит качественно обработать кромку изделия. Компенсация превьшения размеров изделия 27 в этом случае осуществляется пружиной 16, . В тот момент, когда изделие 27 обрабатывается инструментом 6 и платформа 10 находится в верхнем положении, транспортер 4 совершает обратньй ход и его толкатели 5 становятс.я в исходное положение. Затем по мере поворота кулачка 13 платформа 10 под действием пружин 17 опускается в исходное положение. При последующем перемещении транспортера 4 изделие 27 передвигается на последующую позицию, а в первую
58
позицию подается другое изделие 27 из питателя 1. На следующей позиции изделие 27 не обрабатывается, так как наличие этой позиции вызвано тем обстоятельством, что пара соседних инструментов не может быть размещена в одном шаге толкателей 5 транспортера 4. На последующих позициях обработки происходит аналогичная обработка других кромок сторон изде- ЛИЯ 27, после чего изделие 27 сталкивается транспортером 4 в лоток (не показан).
Использование предлагаемого станка для механи 1еской обработки пластмассовых изделий позволит улучшить качество и точность обработки изделий сложной конфигурации по периметру изделий.
Формула изобретения
для изделий, о т-Л ичающийс я тем, что, с цепью улучшения качества обработки изделий сложной конфигурации, станок снабжен {)асположенными на станине на каждой позиции механической обработки подвижными в вертикальном направлении подпружиненными платформами для установки изделий, на каждой из которых смонтирован со стороны расположения инструмента упор, и механизмами перемещения изделия по платформе, каждый из которых закреплен на зажиме для изделия, расположенном над платформой,
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР № 295676, кл, В 29 С 17/12, 1969 (прототип},
