1
Изобретение относится к. изготовлению крупногабаритных гофрированных изделий, например сильЛойов, преимущественно из композиционных армированных волокнистыми наполнителями пластмасс, и используемых в качестве гибких трубопроводов для подач: жидкостей или газов под давлением.
Наиболее близкой к предлагаемой является оправка для изготовления гофрированных изделий, содержащая обечайку, выполненную из жестких и заключенного между ними эластичного элементов, и механизм образования гофров 1. , .
к недостаткам этого устройства следует отнести сложность и большую трудоемкость изготовления гофр.
Цель изобретения - упрощение конструкции оправки.
Указанная цель достигается тем, что оправка для.изготовления гофрированных изделий из полимерных материалов, содержащая обечайку, выполненную из жестких и заключенного меяоду НИ.МИ эластичного элементов, механизм образования гофр, снабжена чередующимися с жесткими дополнительными эластичными элементами, а механизм образования гофр выполнен а виде установленного по оси оправки стержня, снабженного резьбой и нажимной гайкой с одной его стороны и упором с другой, причем жесткие и эластичные элементы выполнены в виде дисков, установленных на стержне, и количество эластичных элементов соответствует количеству гофр.
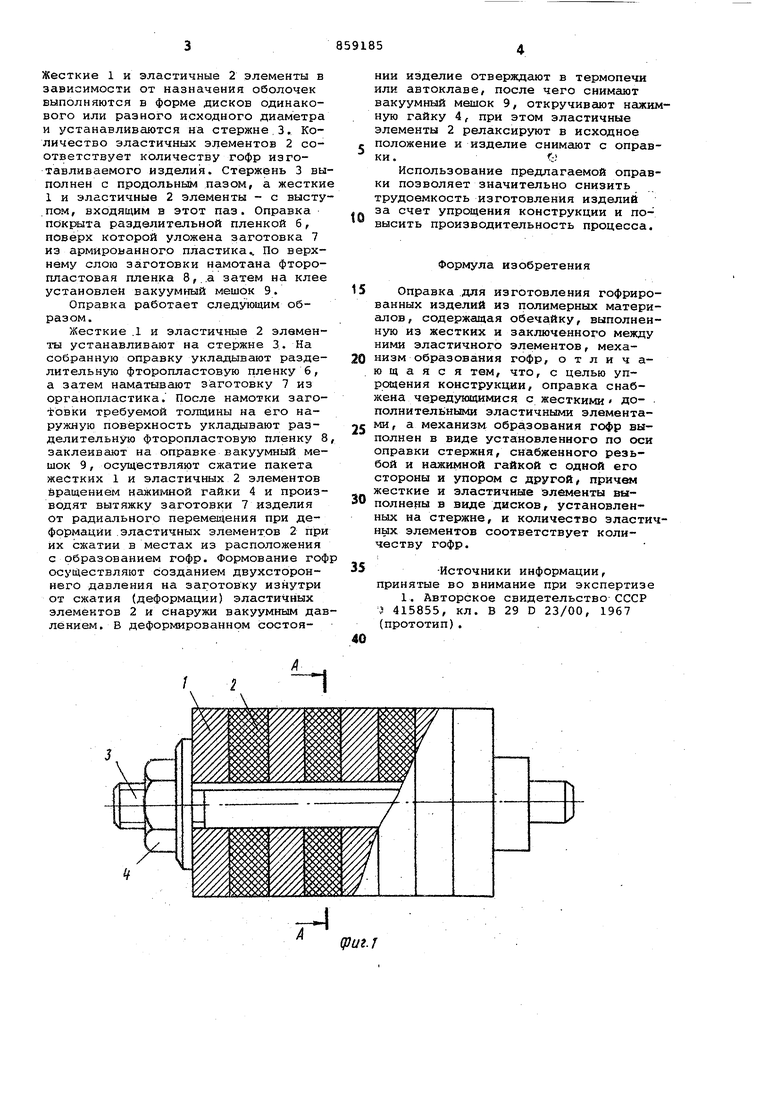
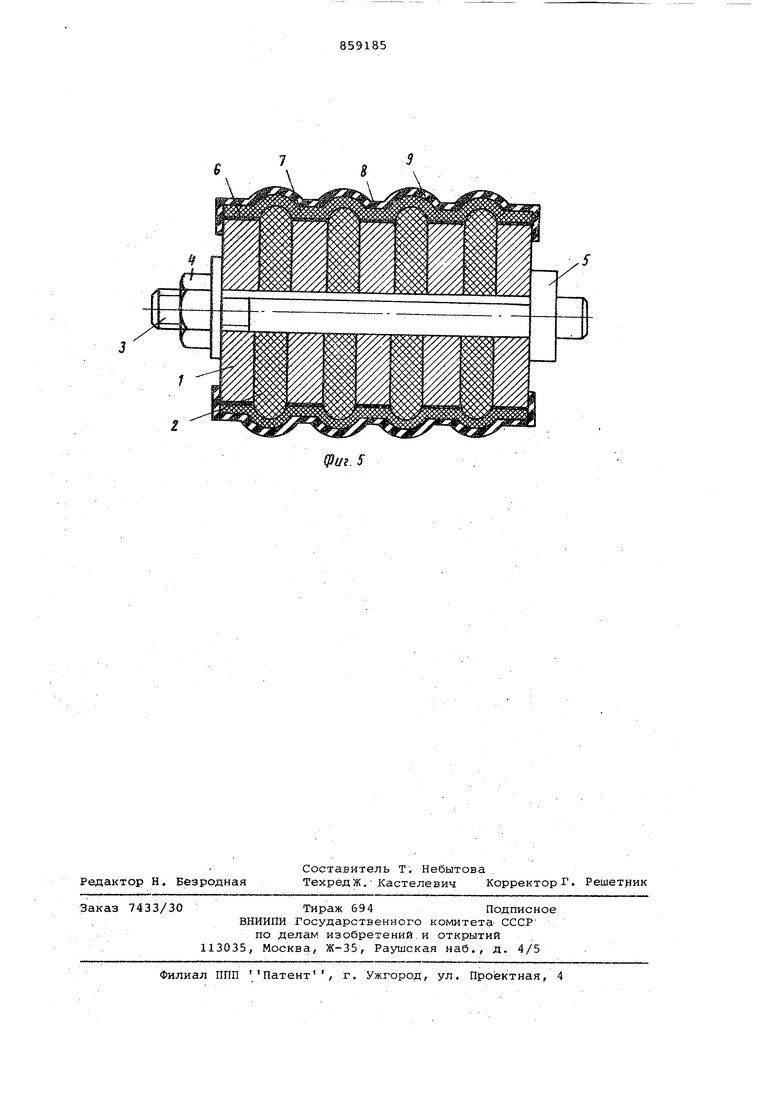
to На Фиг.1 изображена оправка,общий .ввд(частичный продольный разрез), с жесткими и эластичньвли элементами одинакового диамех ра; на фиг. 2 сечение А-Л на фиг. 1 на фиг. 3 15оправка с произвольной криволинейной образующей, общий вид; на фиг. 4 то же, после наложения слоя полимерного материала {частичный продольный разреэ); на фиг. 5 - вид
20 гофрированного изделия на предлагаемой оправке в момент ее сжатия.
Оправка для изготовления гоФрироганных изделий содержит обечайку, выполненную нэ чередующихся жестких
25 1 Н эластичных 2 элементов, механизм образования гофр, выполненный в виде расположенного по оси оправки стержня 3, снабженного резьбой и нажимной гайкой 4 с одной его стороны и упо30ром 5 с другой стороны стержня 3.
Жесткие 1 и эластичные 2 элементы в зависимости от назначения оболочек выполняются в форме дисков одинакового или разного исходного диаметра и устанавливаются на стержне.3. Количество эластичных элементов 2 соответствует количеству гофр изготавливаемого изделия. Стержень 3 выполнен с продольным пазом, а жестки 1 и эластичные 2 элементы - с высту.пом, входящим в этот паз. Оправка покрыта разделительной пленкой б, поверх которой уложена заготовка 7 из армированного пластика По верхнему слою заготовки намотана фторопластовая пленка 8,..а затем на клее установлен вакуумный мешок 9.
Оправка работает следующим образом.
Жесткие .1 и эластичные 2 элементы устанавливают на стержне 3. На собранную оправку укладывают раэделительную фторопластовую пленку 6, а затем наматывают заготовку 7 из органопластика. После намотки заголовки требуемой толщины на его наружную поверхность укладывают разделительную фторопластовую пленку 8 заклеивают на оправке вакуумный мешок 9, осуществляют сжатие пакета жестких 1 и эластичных 2 элементов йращением нажимной гайки 4 и производят вытяжку заготовки 7 изделия от радиального перемещения при деформации .эластичных элементов 2 при их сжатии в местах из расположения с образованием гофр. Формование гоф осуществляют созданием двухстороннего давления на заготовку изнутри от сжатия (деформации) эластичных элементов 2 и снаружи вакуумным давлением. В деформированном состоянии изделие отверждают в термопечи или автоклаве, после чего снимают вакуумный мешок 9, откручивают нажимную гайку 4, при этом эластичные элементы 2 релаксируют в исходное е положение и изделие снимгиот с оправки,f-;
Использование предлагаемой оправки позволяет значительно снизить трудоемкость изготовления изделий o счет упрощения конструкции и повысить производительность процесса.
Формула изобретения
5 Оправка для изготовления гофрированных изделий из полимерных материалов, содержащая обечайку, выполненную из жестких и заключенного между ними эластичного элементов, механизм образования гофр, отличающаяся тем, что, с целью упрощения конструкции, оправка снабжена чередующимися с жесткими дополнительными эластичнЕлми элементами, а механизм образования гофр выполнен в виде установленного по оси оправки стержня, снабженного резьбой и нажимной гайкой с одной его стороны и упором с другой, причем жесткие и эластичные элементы выполнены в виде дисков, установленных на стержне, и количество эластичных элементов соответствует количеству гофр.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР J 415855, кл. В 29 D 23/00, 1967 (прототип).
И
Puij
, А-А
: .J
(Риг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОУСТОЙЧИВОГО ФИЛЬТР-ЭЛЕМЕНТА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2254997C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЗАПОЛНИТЕЛЯ ОДИНАРНОЙ КРИВИЗНЫ | 2005 |
|
RU2284915C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ОБЕЧАЕК | 1996 |
|
RU2121406C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЕВРОННОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1999 |
|
RU2176570C2 |

А
N
S
(put. Ч
