I
Изобретение относится к устройствам для формований гофрированных, и ячеистых изделий из пластмасс и может быть использовано для изготовления заполнителей радиопрозрачных панелей из стеклопластика.
Известно устройство для непрерывного формования профильных изделий из свётопластиков, содержащее механизм формования, выполненный в виде подвижной каретки, на которой смонтированы верхняя и нижняя волнистые формы Е1}.
Недостаток этого устройства заключается в том, что оно не обеспечивает свободного поступления материала в зону зацепления и вследствие дефицита материала может вызывать разрушение структуры стеклоткани.
Наиболее близким к предлагаемому является устройство для непре1жгеного формования профильных изделий из листовой заготовкн, содержащее узел подачи листовой заготовки, механизм формования, выполненный в виде параллельных рядов бесконечных верхних и нижних цепей с профильными элементами, и калибрующие направляющие 2 .
Недостатком этого устройства является расположение набегающего фрон,та всех цепей на одной поперечной линии создгиощее одновременный захват и защемление заготовки по всей ширине и исключакяцее ее перем аеЬие от периферии к середине, которое необходимо для образования наклонных участков гофр. Это не позволяет про10изводить двустороннего формовавяя ячеек.
Цель изобретения - обеспечение возможности изготовления ячеистых изделий высокого качества за с«ет .осуществления свободного поперечного поступления материала заготовки в 1зону формования.LI
.Указанная цель достигается тем, что в устройстве для непрерывного Фop 4oвaиия профильных изделий из листовой заготовки, содецякащем узел подачи листовой .заготовки, механизм формования выполненный в виде параллельных рядов бесконечшос верхних и нижних цепей с профильньвш элементакш, и калибрующие направляющие, ряды верхних и соо1;ветствую- fine им ряды нижних установлены с возможностью попарного зацепления, кроме того, ряды как верхних, так и нижних цепей, размещенные по разные стороны от среднего ряда, расположены с уменьшением количества профильных элементов в сторону движения листовой заготовки на величину, кратную шагу ячейки, причем четные ряды цепей смещены относительно нечетных на величину, равную глубине ячейки.
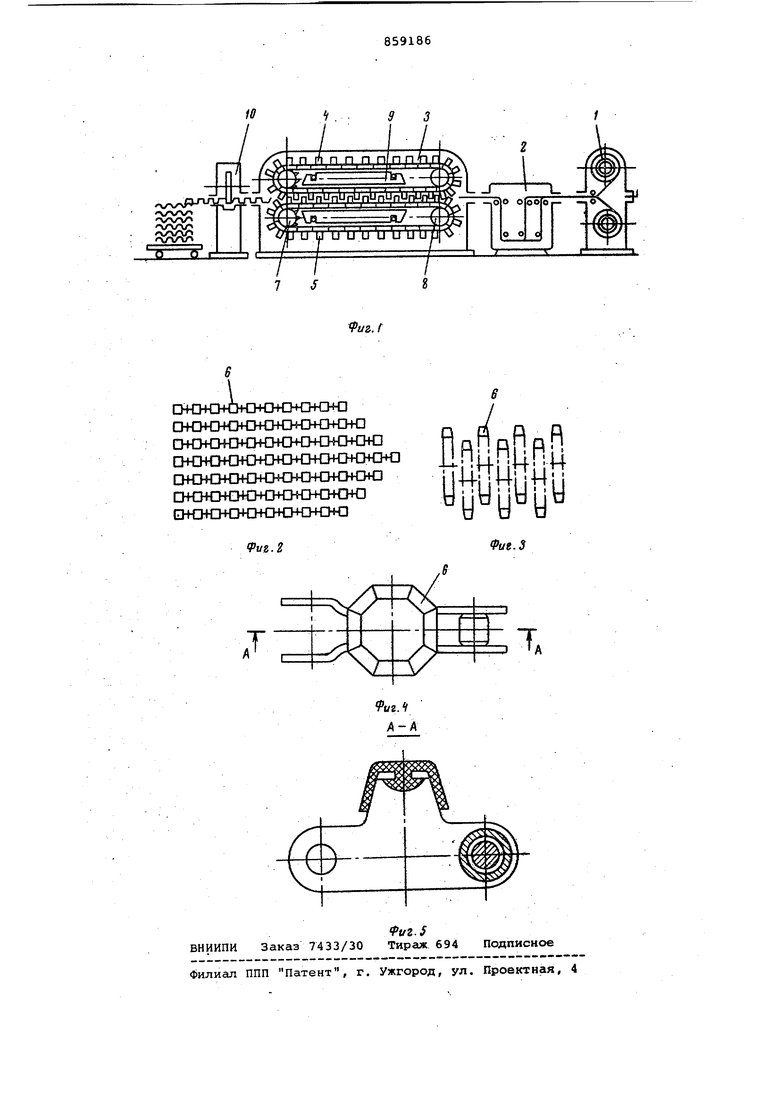
На фиг. 1 изображена установка, общий вид; на фиг. 2 - расположение цепей в механизме формования, вид сверху; на фиг. 3 - то же, вид сбоку на фиг, 4 - звено цепи с формующим элементом, вид сверху; на фиг. 5 разрез А-А на фиг. 4.
Устройство содержит узел 1 подачи листовой заготовки, пропиточную ванну 2, камеру 3 полимеризации, механизм формования, выполненный в виде параллельных рядов бесконечных верхних 4 и нижних 5 цепей с профильными элементами 6. Ряды верхних цепей 4 и соответствующие им ряды нижних цепей 5 установлены с возможностью попарного зацепления, кроме того, ряды как в верхних 4, так и нижних 5 цепей размещенные по разные стороны от среднего ряда, расположены с уменьшением количества профильных элементов в сторону движения листовой заготовки на величину, кратную шагу ячейки. Четные ряды верних 4 и нижних 5 цепей смещены относительно нечетных на величину, равную глубине ячейки. Верхние 4 и нижние 5 цепи приводятся в движение посредством тянущих 7 и направляющих 8 звездочек. Калибрукндие направляющие 9 создают дополнительное натяж1ение листовой заготовки на профильных элементах 6. На столе 10 резки готовый непрерывный ячеистый Лист раз)езается на отдельные листы Устройство работает следующим образом.
При вращении тянущих звездочек 7 цепи огибают направляющие звездочки 8 и входят между собой в зацепления При подаче в зону зацепления пропитанной в ванне 2 листовой заготовки последняя защемляется набегакяцими профильными элементами 6 и непрерывно перемещается вместе с узлом 1. При обкатывании профильных элементов верхней цепи 4 по профильным элементам нижней цепи 5 в листовой заготоцке формуются поперечные гофры. Проф5 пьные элементы соседних цепей за счет своего смещения по высоте формуют на поперечных гофрах продольные гофры, образуя ячейки.
Для создания наклонных участков ячеек в поперечном направлении необходимое количество заготовки затягивается по ширине с периферии усилением нажатия ответного профильного элемента. Благодаря последовательному смещению рядов цепей вдоль дви-( жения относительно среднего ряда обеспечивается свободное поперечное (боковое) поступление заготовки в зону формования. В средней части формующего механизма звенья цепи проходят через калибрующие направляющие 9 для дополнительного натяжения заготовки на профильных элементах 6 и обеспечения заданной вы соты ячеек листа. В камере 3 отформированный лист (ячеистый заполнитель) полимеризуется, на выходе освобождается от профильных элементов б и поступает на стол 10 резки, где
5 разрезается на листы и складывается в пакеты.
Применение предлагаемого устройства позволяет обеспечить свободное поперечное поступление заготовки в
0 зону формования без предварительного ее гофрирования, тем самым сохранить целостность тканевой структуры и повысить механические характеристики ячеистого листа. Кроме того, в устройстве обеспечивается возможность формования ячеек однотипными рядами бесконечных цепей с одинаковыми профильными элементами.
Формула изобретения
Устройство для непрерывного формования профильных изделий из листовой заготовки, содержащее узел подачи листовой заготовки, механиз формования, выполненный в виде паргшлельных рядов бесконечных верхних и нижних цепей с профильными элементами, и калибрующие направляющие,
0 о т л и ч а ю щ ее с я тем, что, с целью обеспечения возможности изготовления ячеистых изделий высокого качества за счет свободного поперечного поступления материала заготовки
j в зону формования, ряды верхних и соответствующие им ряды нижних цепей установлены с возможностью попарного зацепления, кроме того, ряды как верхних, так и нижних цепей, размеQ щенные по разные стороны от среднего ряда, расположены с уменьшением количества профильных элементов в сторону движения листовой заготовки на величину, кратную шагу ячейки, причем четные ряды цепей смещены относительно нечетных на величину, равную глубине ячейки.
Источники информации, принятые во внимание при экспертизе 1. Сорочишин А.Г. Стеклопластики. М., Стройиздат, 1964, с. 85.
2. Авторское свидетельство СССР № 495812, кл. В 29 G 5/00, 1972 (прототип). :j2-.-si
7 nrnnnnninn iIlnbnunbnbnlJnbntir D ffi ---tt/ u u и u u u u u Ъ p 9 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
| Устройство для гофрирования ленты | 1989 |
|
SU1792769A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОГО ГОФРИРОВАННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086413C1 |
| СПОСОБ ФОРМОВАНИЯ И ФОРМОВОЧНАЯ МАШИНА | 2011 |
|
RU2551722C2 |
| Устройство для непрерывного изготовления ячеистого материала | 1981 |
|
SU1028523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Устройство для непрерывного гофрирования изделий из листовой заготовки | 1980 |
|
SU979147A1 |