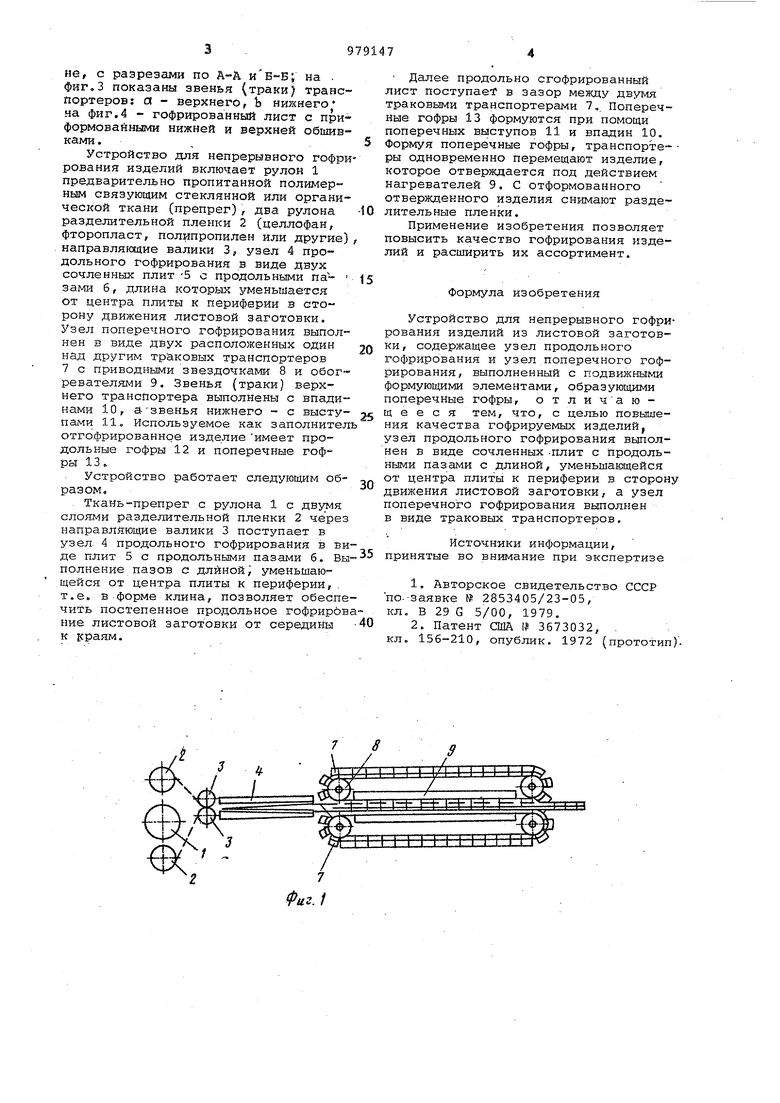
Изобретение относится к устройст вам для гофрирования гибкого материала, например, пропитанной связующим стеклянной или органической ткан и может быть использовано в различных отраслях промьшшенности. Известно устройство для непрерывного гофрирования листовых материалов, содержащее гофрирующий узел, вы полненный в виде двух транспортеров, каждый из которых состоит из ряда це пей , смонтированных с возможностью попарного зацепления с соответствующими цепями другого транспортера, причем ряды цепей в каждом транспортере смещены по высоте, равной глуби не ячейки 1 ... К недостаткам этого устройства относится сложность соблюдения точных размеров и обеспечения качества формования отдельных ячеек и всего изделия в целом из-за нежесткости цепей. Известно также устройство для непрерывного гофрирования изделий из листовой заготовки, содержащее узел продольного гофрирования и-узел поперечного гофрирования, выполненшлй с подвижными формирующими элементами образующими поперечные гофры 2 , Устройство является наиболее близким по технической сущности и достигав- , мому результату к изобретению. К недостаткам этого устройства относится ненадежность конструкции и сложность обеспечения постоянства размеров ячеек изделий, что приводит к их невысокому качеству. Целью изобретения является повышение качества гофрируетлых изделий. Указанная цель достигается тем, что в устройстве для непрерывного гофрирования изделий из листовой заготовки, содержащем узел продольного гофрирования и узел поперечного гофрирования, выполненный с подвижными формующими элементами,образу-ющими поперечные гофры, согласно изобретению узел продольного гофрирования выполнен в виде сочленненных плит с продольными пазами с длиной, уменьшающейся от центра плиты к периферии в сторону движения листовой заготовки.а узел поперечного гофрирования выполнен в виде траковых транспортеров. На фиг.1 изображена схема устройства для изготовления гофрированных изделий, вид сбоку; на фиг.2 - узел продольного гофрирования, вид в плане, с разрезами по A-h ИБ-Б; на Фиг.З показаны звенья (траки) транс портеров: а - верхнего, b нижнегона фиг.4 - гофрированный лист с при Формовайвыми нижней и верхней обшив ками . Устройство для непрерывного гофр рования изделий включает рулон 1 предварительно пропитанной полимерным связующим стеклянной или органи ческой ткани (препрег), два рулона разделительной пленки 2 (целлофан, фторопласт, полипропилен или другие) направлякщие валики 3, узел 4 продольного гофрирования в виде двух сочленных плит 5 о продольными пазами 6, длина которых уменьшается от центра плиты к периферии в сторону движения листовой заготовки. Узел поперечного гофрирования выполнен в виде двух расположенных один над другим траковых транспортеров 7 с приводными звездочками 8 и обогревателями 9. Звенья (траки) верхнего транспортера выполнены с впадинами 10, а-звенья нижнего с выступами Но Используемое как заполнител отгофрированнре изделие имеет продольные гофры 12 и поперечные гофры 13. Устройство работает следующим образом, Ткань-препрег с рулона 1 с двумя слоями разделительной пленки 2 через направлйющие валики 3 поступает в узел- 4 продольного гофрирования в ви де плит 5 с продольными пазами б. Вы полнение пазов с длиной; уменьшающейся от центра плиты к периферии, т.е. в форме клина, позволяет обеспе чить постепенное продольное гофриров ние листовой заготовки от середины к краям. Далее продольно сгофрированный лист поступает в зазор между двумя траковыми транспортерами 7, Поперечные гофры 13 формуются при помощи поперечных выступов 11 и впадин 10. Формуя поперечные гофры, транспорте- ры одновременно перемещают изделие, которое отверждается под действием нагревателей 9. С отформованного отвержденного изделия снимают разделительные пленки. Применение изобретения позволяет повысить качество гофрирования изделий и расширить их ассортимент. Формула изобретения Устройство для непрерывного гофрирования изделий из листовой заготовки, содержащее узел продольного гофрирования и узел поперечного гофрирования, выполненный с подвижными формующими элементами, образующими поперечные гофры, отличающ е е с я тем, что, с далью повышения качества гофрируемых изделий, узел продольного гофрирования выполнен в виде сочленных -плит с продольными пазами с длиной, уменьшающейся от центра плиты к периферии в сторону движения листовой заготовки, а узел поперечного гофрирования выполнен в виде траковых транспортеров. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР по.-заявке № 2853405/23-05, кл. В 29 G 5/00, 1979. 2.Патент США № 3673032, кл. 156-210, опублик. 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированной ленты | 1989 |
|
SU1625547A1 |
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
| Устройство для непрерывного изготовления ячеистого материала | 1981 |
|
SU1028523A1 |
| Устройство для гофрирования ленты | 1972 |
|
SU509327A2 |
| Устройство для гофрирования плоских заготовок секторной формы | 1977 |
|
SU703185A1 |
| Способ изготовления сотового заполнителя | 1988 |
|
SU1636096A1 |
| Способ изготовления сердечников | 1972 |
|
SU562222A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| Способ изготовления усиленного гофрированного заполнителя трехслойных конструкций и устройство для его осуществления | 1991 |
|
SU1785914A1 |

6-6
f-A
Фиг.З
ФигЛ
