Существующие пробы наплавленного металла на склонность его к образованпю трещин в нроцессе сварки не иозволяют дать количественную оценку этой склонности. Это обстоятельство затрудняет иропсдение классификации электродов и металлов с точки зрения нрочиостн наплавленного металла в нроцессе сваркп. Предлагаемый способ позволяет устранить указанный недостаток тем, что оценка склонности наплавленного металла к образованию трепцп в процессе сваркп производпгся по скорости п велнчпне относительной деформации наплавленного металла в процессе сваркп.
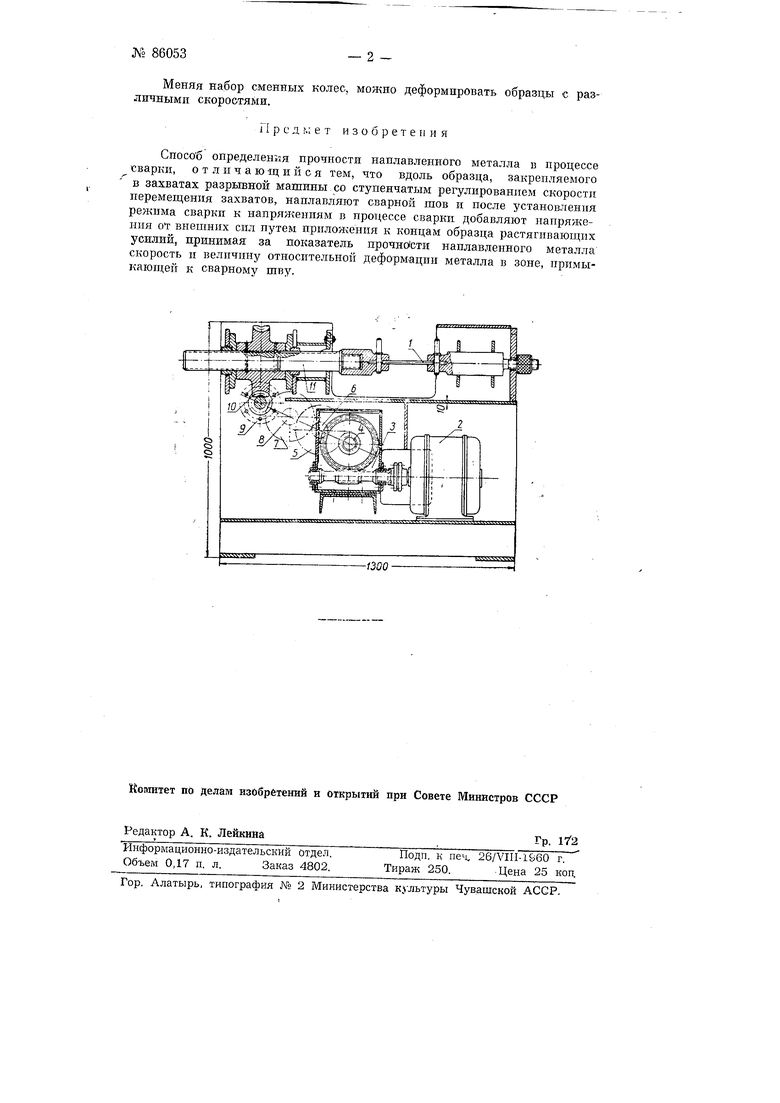
Сущность способа заключается в следуюн1;ем. Образец 1 зажимается в испытательную машину (см. черте/к) н па пем пропзводнтся нап.лавкя валика вдоль образца. После установления стацнонарного температурного ноля к нанрянхениям в процессе сварки добавляются -напряжения от внешних сил путем приложения растягт ваю1п,их усилий к концам образца. При заданном режнме сваркп скорость упругопластическс ; деформации в зоне шва будет завпсетт-, от скорост иеремспценпя roVioiiOK нспытательпой машины. При увелпченпп скорости перемеп1енпя головок машины величина скорости деформацпп п велпчппа отиосите.1ы:о1 1 деформации нанлавленного металла будут увеличт11 аться. За параметр, определяющий прочность паилавленпого металла, предлагается принять скорость н величипу относптельной дсфордгацин металла в зопе. ирилегаюи ей к сварному шву.
Деформация образца нроизводится с постояттпой скоростью иа протяжении всего цикла сварки.
Деформация осуществляется следующим образом. Крутянцтй момент от мотора 2 передается на червячный редуктор 3, затем посредством сменных зубчатых колес 4, 5, 6, 7, 8 и 9 на червячпый редукто)) 10. Червячное колесо редуктора 10 является гайкой, пртг вращении KOTOpoii осуществляется пepeмeп eннe винта 11 п деформация образца 1.
Меняя набор сменных колес, можно деформировать образцы с различными скоростями.
Предмет изобретения
Способ онределения нрочности наплавленного металла в процессе сварки, о т л и ч а ю -щ и и с я тем, что вдоль образца, закрепляемого в захватах разрывной машины со ступенчатым регулированием скорости перемепченпя захватов, паилавляют сварной шов и после установления режима сварки к напрялсепиям в процессе сварки добавляют нанряшепия от внешних сил путем приложепня к концам образца растягивающих усилий, принимая за показатель прочно1сти наплавленного металла скорость п велпчппу относительной деформ-ации металла в зоне, примыкающей к сварному шву.