1
Изобретение относится к области станкостроения и найдет применение в машиностроении при обработке винтовых поверхностей лопастей различных изделий, например, мелких гребных винтов, турбин, насосов и т. п.
Известны фрезерные станки для обработки винтовых поверхностей лопастей, включающие установленный с возможностью перемещения стол с поворотным приспособлением для изделия, механизм подач стола, кинематическую цепь с органом настройки и суммирующим механизмом, соединяющую тяговое устройство стола с поворотным приспособлением 1.
Недостатком этих станков являются узкие возможности изменения шага обрабатываемой поверхности. Этот станок не позволяет обрабатывать, например, лопасти, цилиндрические сечения которых имеют точку перегиба.
Указанный недостаток обусловлен тем, что изменение винтовой поверхности лопасти осуществляется одним копировальным механизмом, сообщающим дополнительное вращение изделию с постоянной скоростью его осевого перемещения относительно фрезы.
Кроме того, обработка лопастей на данных станках сопровождается значительными колебаниями движения подачи, что отрицательно влияет на стойкость инструмента н производительность обработки. Цель изобретения - расширение техно5 логических возможностей станка.
С этой целью в механизм подач стола дополнительно введены последовательно соединенные копировальное устройство и суммирующий механизм, ведомый элемент
10 которого связан с тяговым устройством.
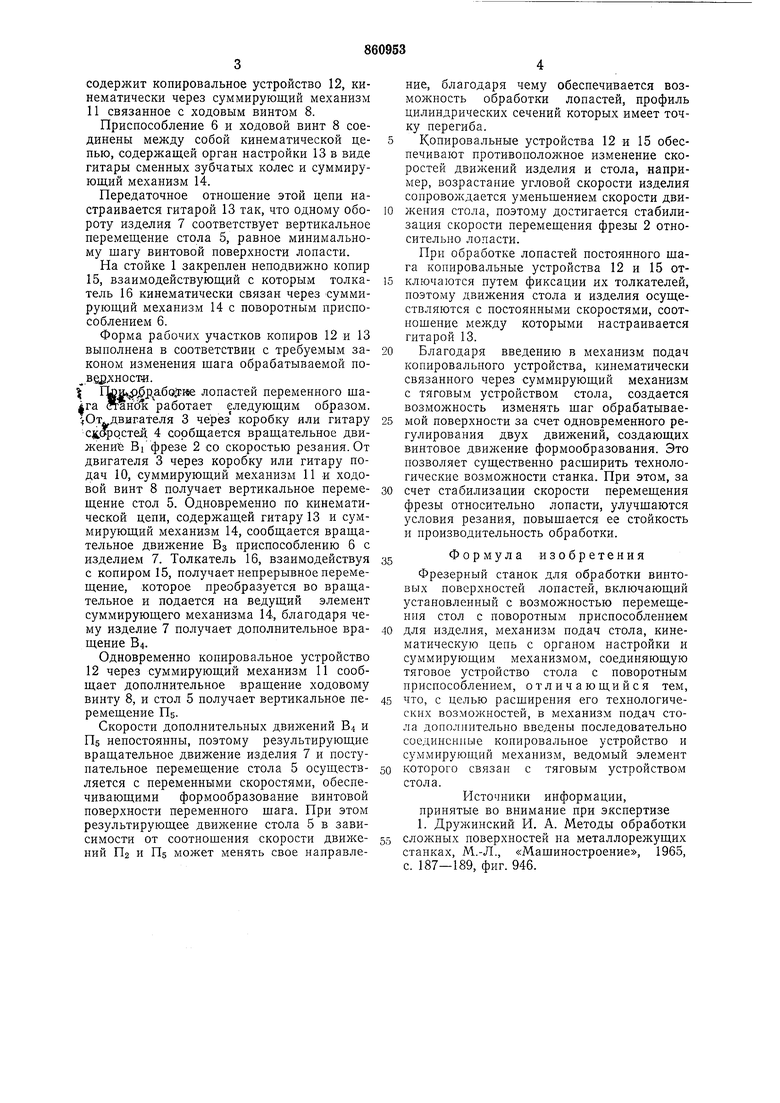
На чертеже представлена структурная схема предлагаемого станка. На вертикальной стойке 1 установлен неподвилшо механизм главного (вращательного) движения
15 фрезы 2, выполненный, например, в виде двигателя 3 и кинематической цепи с органом настройки 4 скорости, соединяющей двигатель и фрезу.
На стойке 1 смонтирован с возможностью
20 вертикального перемещения по ее направляющим стол 5 с поворотным приспособлением 6, несущим обрабатываемое изделие 7. Вертикальное перемещение стола осуществляется посредством тягового устройства в
25 виде ходового винта 8 от механизма подач, содержащего последовательно соединенные двигатель 9, орган настройки 10 (коробка или гитара подач) и суммирующий механизм 11, ведомое звено которого соединено
30 с ходовым винтом 8. Механизм подач стола
содержит копировальное устройство 12, кинематически через суммирующий механизм
11связанное с ходовым винтом 8. Приспособление 6 и ходовой винт 8 соединены между собой кинематической цепью, содержащей орган настройки 13 в виде гитары сменных зубчатых колес и суммирующий механизм 14.
Передаточное отношение этой цепи настраивается гитарой 13 так, что одному обороту изделия 7 соответствует вертикальное перемещение стола 5, равное минимальному шагу винтовой поверхности лопасти.
На стойке 1 закреплен неподвижно копир 15, взаимодействующий с которым толкатель 16 кинематически связан через суммирующий механизм 14 с поворотным приспособлением 6.
Форма рабочих участков копиров 12 и 13 выполнена в соответствии с требуемым законом изменения шага обрабатываемой поBgg HOCT J.
Г Ьи рабОГйе лопастей переменного шага стано1с работает следующим образом. От. двигателя 3 через коробку или гитару 4 сообщается вращательное движение BI фрезе 2 со скоростью резания. От двигателя 3 через коробку или гитару подач 10, суммирующий механизм 11 и ходовой винт 8 получает вертикальное перемещение стол 5. Одновременно по кинематической цепи, содержащей гитару 13 и суммирующий механизм 14, сообщается вращательное движение Вз приспособлению 6 с изделием 7. Толкатель 16, взаимодействуя с копиром 15, получает непрерывное перемещение, которое преобразуется во вращательное и подается на ведущий элемент суммирующего механизма 14, благодаря чему изделие 7 получает дополнительное вращение В4. Одновременно копировальное устройство
12через суммирующий механизм И сообщает дополнительное вращение ходовому винту 8, и стол 5 получает вертикальное перемещение ПБ.
Скорости дополнительных движений В4 и Пз непостоянны, поэтому результирующие вращательное движение изделия 7 и поступательное перемещение стола 5 осуществляется с переменными скоростями, обеспечивающими формообразование винтовой поверхности переменного шага. При этом результирующее движение стола 5 в зависимости от соотношения скорости движений HZ и Пб может менять свое направление, благодаря чему обеспечивается возможность обработки лопастей, профиль цилиндрических сечений которых имеет точку перегиба.
Копировальные устройства 12 и 15 обеспечивают противоположное изменение скоростей движений изделия и стола, например, возрастание угловой скорости изделия сопровождается уменьшением скорости движения стола, поэтому достигается стабилизация скорости перемещения фрезы 2 относительно лопасти.
При обработке лопастей постоянного шага копировальные устройства 12 и 15 отключаются путем фиксации их толкателей, поэтому движения стола и изделия осуществляются с постоянными скоростями, соотношение между которыми настраивается гитарой 13.
Благодаря введению в механизм подач копировального устройства, кинематически связанного через суммирующий механизм с тяговым устройством стола, создается возможность изменять щаг обрабатываемой поверхности за счет одновременного регулирования двух движений, создающих винтовое движение формообразования. Это позволяет существенно расширить технологические возможности станка. При этом, за
счет стабилизации скорости перемещения фрезы относительно лопасти, улучшаются условия резания, повышается ее стойкость и производительность обработки.
Формула изобретения
Фрезерный станок для обработки винтовых поверхностей лопастей, включающий установленный с возможностью перемешення стол с поворотным приспособлением
для изделия, механизм подач стола, кинематическую цепь с органом настройки и суммирующим механизмом, соединяющую тяговое устройство стола с поворотным приспособление.м, отличающийся тем,
что, с целью расширения его технологических возможностей, в механизм подач стола дополнительно введены последовательно соединенные копировальное устройство и суммирующий механизм, ведомый элемент
которого связан с тяговым устройством стола.
Источники информации, принятые во внимание при экспертизе 1. Дружинский И. А. Методы обработки
сложных поверхностей на металлорежущих станках, М.-Л., «Машиностроение, 1965, с. 187-189, фиг. 946.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВЫХ КАНАВОК С ПЕРЕМЕННЫМ ШАГОМ И РАДИУСОМ ПРОФИЛЯ | 2009 |
|
RU2429950C2 |
| Зубофрезерный станок | 1983 |
|
SU1096056A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| Станок для обработки винтовых поверхностей с переменным шагом | 1978 |
|
SU1047629A1 |
| Зубофрезерный станок | 1985 |
|
SU1255316A1 |
| ТОКАРНЫЙ СТАНОК G РАВНОУСКОРЕННОЙ ПОДАЧЕЙ | 1970 |
|
SU261094A1 |
| Копировально-фрезерный станок для обработки гребных винтов | 1933 |
|
SU36763A1 |
| УСТРОЙСТВО К ТОКАРНО-ВИНТОРЕЗНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВБ1Х ПОВЕРХНОСТЕЙ ПЕРЕМЕННОГОШАГА | 1971 |
|
SU421444A1 |
| Фрезерный станок | 1979 |
|
SU831422A1 |
| Станок для нарезания червячных колес | 1981 |
|
SU971596A1 |

