1
Изобретение относится к абразивной обработке деталей в псевдоожиженном абразиве, например для полирования, шлифования, снятия заусенцев и скругления острых кромок, зачистке, снятию нагара и т. п. и может быть использовано в машиностроительной и других отраслях промышленности.
Известно устройство для обработки деталей в псевдоожиненном абразиве, в котором верхняя газораспределительная решетка выполнена в виде одноверхностного кольца Мебиуса, установленного на шкивах с возможностью вращения на них 1.
Однако бесконечную ленту в виде кольца Мебиуса можно изготовить по конструктивным соображениям только из относительно неширокой полосы (не шире 150 мм) при длине ветви 1,5-2 мм.
Кроме того, наблюдается засаливание отверстий верхней газораспределительной решетки.
Целью изобретения является расширение технологических возможностей.
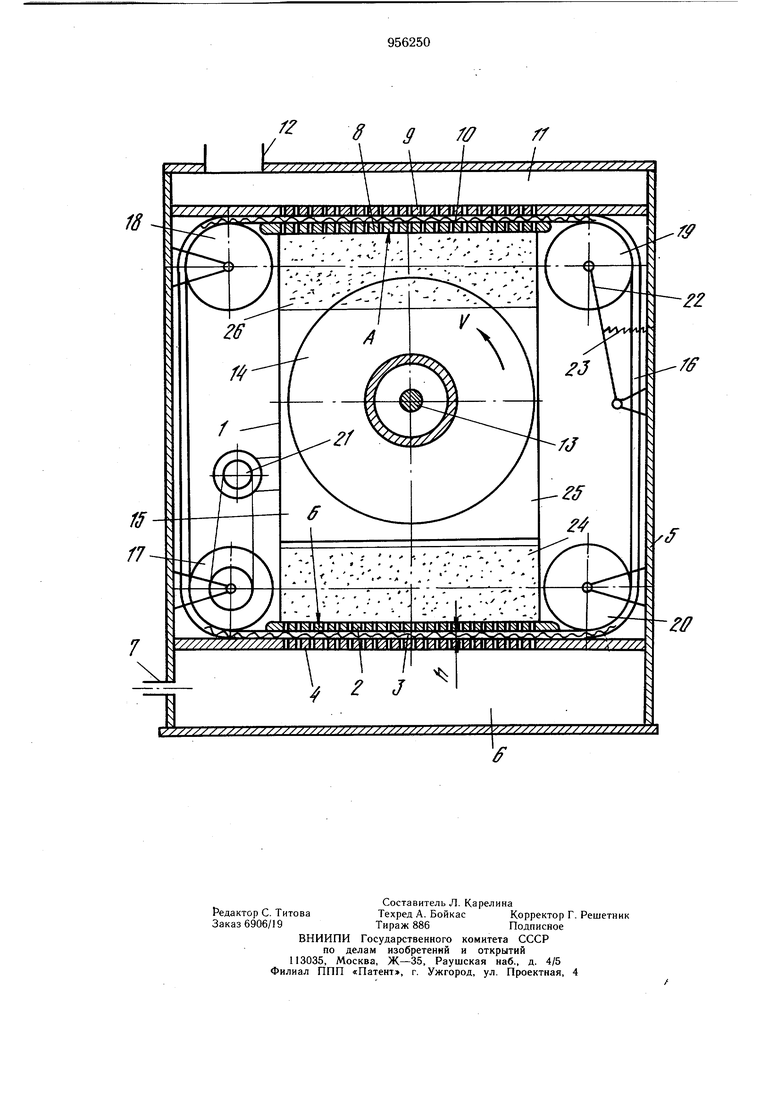
На чертеже схематически изображено устройство для обработки деталей в псевдоожиженном абразиве.
Устройство содержит рабочую камеру 1, в нижней части которой закреплены опорная решетка 2, под которой установлена газораспределительная решетка 3, контактирующая с опорной решеткой 4. Опорные решетки 2 и 4 закреплены на корпусе 5 устройства. Под опорной решеткой 4 расположена воздухоподающая камера 6, выходной патрубок 7 которой соединен с источником сжатого воздуха.
В верхней части рабочей камеры закреплены опорные решетки 8 и 9, между которыми установлена газораспределительная решетка 10.
Над опорной решеткой 9 расположена воздухоотводящая камера 11, выходной патрубок 12 которой соединен с атмосферой. Между опорными решетками 2 и 8 на корпусе 5 установлен привод детали 13, на котором крепят обрабатываемую деталь 14. Рабочая камера 1 имеет люк с крышкой 15 2Q для съема и установки обрабатываемой детали.
Газораспределительные решетки 3 и 10 выполнены в виде ветвей одной и той же бесконечной цилиндрической ленты 16, установленной с возможностью.вращения на шкивах 17-20, оси которых расположены вне рабочей камеры 1 параллельно оси привода детали 13. Один из шкивов, например шкив 17, выполнен приводным, для чего он соединен с устройством 21 его непрерывного или периодического вращения, установленным на корпусе 5. Один из шкивов, например шкив 19, выполнен натяжным, для чего он установлен на коромысле 22, для поворота которого в направлении натяжения бесконечной цилиндрической ленты 16 устройство снабжено пружиной 23.
Бесконечная цилиндрическая лента 16 выполнена из гибкого пористого материала, например войлока, полоса которого сшита встык. Опорные решетки 4 и 9 закреплены на корпусе 5, а опорные решетки 2 и 8 на рабочей камере с зазором h необходимым для прохода ветви бесконечной цилиндрической ленты 16.
Перед работой устройства на нижнюю ветвь распределительной решетки 3 насыпают слой абразива 24 и включают вращение детали, а также подачу сжатого воздуха по выходному патрубку 7. Воздух, пройдя через воздухоподающую камеру 6 и рабочую камеру 25, увлекает за собой слой абразива и поджимает его к газораспределительной рещетке 10, проходит через нее и из воздухоотводящей камеры 11 по выходному патрубку 12 выходит в атмосферу.Обрабатываемая деталь 14, вращаясь с линейной окружной скоростью V, обрабатывается во взвешенном слое 26 абразива, поджатого к газораспределительной решетке 10.
По мере засорения абразивом в положении А бесконечной цилиндрической ленты 16 устройством 21 поворачивают непрерывно или периодически шкив 17, а вместе с ним бесконечную цилиндрическую ленту 16, ветви которой служат распределительными решетками. Когда поверхность бесконечной цилиндрической ленты в результате поворота падает между опорными решетками 2 и 4 в положение Б, то она начинает продуваться проходящим через нее снизу воздухом и очищается от застрявщих в ней абразивных частиц.
Таким образом, при работе устройства в верхней части аппарата (рабочей камеры) бесконечная цилиндрическая лента 16 засоряется абразивом, а в нижней очищается от него, что повышает надежность устройства.
Так как в описываемом устройстве газораспределительная рещетка не свернута в кольцо Мебиуса, а выполнена в форме обычного цилиндрического кольца, то ее ширина не лимитируется. Следовательно, устройство позволяет обрабатывать детали любой ширины (в направлении оси привода детали 13)j Это расширяет его технологические возможности.
Формула изобретения
Устройство для обработки деталей в псевдоожиженном абразиве, содержащее рабочую камеру, в нижней и верхней частях которой установлены парные опорные рещетки, между которыми расположены газораспределительные решетки, при этом верхняя газораспределительная решетка выполнена подвижной с возможностью перемещения между опорными рещетками, отличающееся тем, что с целью расщирения технологических возможностей, верхняя и нижняя газораспределительные решетки выполнены в виде одной бесконечной ленты.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 322086/25-08, кл. В 24 В 31/00, 1980 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1232458A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU768611A1 |
| Способ обработки деталей в свободном абразиве и устройство для его осуществления | 1980 |
|
SU867617A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Установка для обработки деталей в псевдоожиженном абразиве | 1980 |
|
SU1212765A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1981 |
|
SU1470492A2 |
| Способ обработки деталей в псевдоожиженном абразиве и устройство для его осуществления | 1979 |
|
SU861026A1 |
| Способ устранения засаливания абразивного инструмента | 1979 |
|
SU874314A2 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848315A1 |
| Способ обработки деталей свободным абразивом и устройство для его осуществления | 1979 |
|
SU861025A1 |